Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Анатолій Тимофійович, Остренко Віктор Яковлевич, Коваль Сергій Анатольєвич
Формула / Реферат
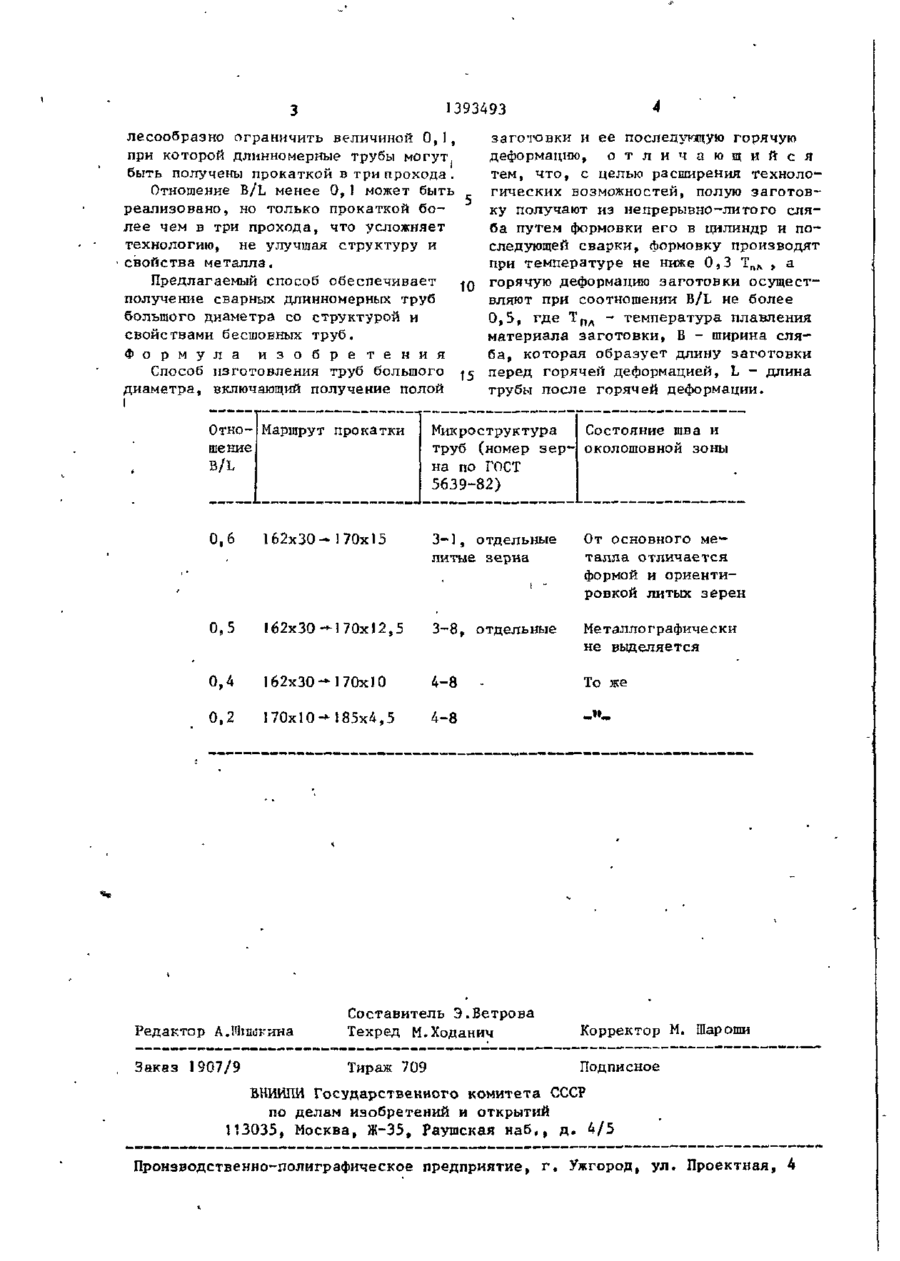
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл - температура плавления материала заготовки, В - ширина сляба, которая образует длину заготовки перед горячей деформацией, L - длина трубы после горячей деформации.
Текст
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН (19) SU,,,, 1393493 (Я)4 А1 В 21 С 37/08, Б 21 В 19/02 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4105096/23-27 (22) 25.07.86 (46) 07.05.88. Бюл. № 17 (71) Всесоюзный научно-исследовательский и проектно-конструкторский институт трубной промышленности (72) А.Т.Коваль, В.Я.Остренко и С.А.Коваль (53) 621.774.2! (088.8) (56) Н.В.Розов. Производство труб*: Справочник. - М.ї Металлургия, 1974, с, 19. Заявка Японии Я 56-95408, » кл. В 21 В 17/00, 1981. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА (57) Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стальных труб большого диаметра. Цель расширение технологических возможностей получения длинномерных труб большого диаметра. Полую заготовку формуют из непрерывно-литого сляба, разрезая его на длины, соответствующие требуемому диаметру труб. После сварки продольного шва заготовки осуществляют горячую деформацию с коэйгфициентом вытяжки не менее 2. Изобретение позволяет получать трубы большого диаметра со структурой и свойствами бесшовных труб. 1 табл. со со CD W --і -к 1 1393493 Изобретение относится к обработке редственно после отливки и разрезки , металлов давлением и может быть исна краты. пользовано для изготовления стальных Сформированную цилиндрическую затруб большого диаметра. готовку подают к сварочным устройстЦель изобретения - расширение техвам, например к автоматам для электнологических возможностей получения рошлаковой сварки, и производят свардлинномерных труб большого диаметра. ку прямым швом. После сварки заготовСпособом предусматривается, что ку нагревают до 1150-І 250°С и прокапри горячей деформации длину трубы L 10 тывают на готовый размер преимущестполучают из ширины В сляба. Поэтому венно на станах винтовой прокатки с при B/L > 0,5 ограничиваются возможудлинением заготовки до 2,5 раза при ности по получению труб большей длипервой прокатке и до 2 раз при втоны в связи с тем, что ширина слябов, рой . С уменьшением толщины стенки получаемых на современных машинах не- 15 трубы допустимое удлинение за проход прерывной разливки стали (МНРС), не из-за возможности потери устойчивоспревшпает 3-3,5 м. При отношении ти поперечного сечения трубы необхоB/L > 0,5 литая структура сляба продимо снижать до значений 1,5...1,0. рабатывается неполно, в результате Способ не исключает возможность структура металла труб оказывается 20 применения для горячей деформации крупнозернистой (зерна 3-го номера и способов продольной прокатки и прескрупнее), а уровень механических сования. свойств металла недостаточно высоким. В связи с отсутствием специализиПри отношении B/L 0,5 лидлины, соответствующие требуемому диаметру труб, и без задержек перетая структура полностью не прорабадают на трубоформовочный стан или тывается, наблюдается также некоторое гибочную машину, где из сляба формуотличие в структуре шва и основного ют цилиндр. С целью снижения деформаметалла. ции и во избежание образования треПри изменении отношения B/L от 0,5 щин на наружной поверхности цилиндров до 0,2 в трубах наблюдается улучшение гибку сляба осуществляют при темпезеренной структуры металла, устраняратурах не ниже 0,3 ТП л когда наблюется отличие в структуре основного дается интенсивное падение предела металла и околошовной зоны. При отнопрочности и рост показателей пластич- - 5 ш е н и и B / L 0,4-0,2 состояние микро* ности углеродистых и легированных ( структуры металла стабилизируется и сталей. Формовку можно осуществлять дальнейшего улучшения ее не происхобез промежуточного подогрева непосдит. Нижний предел отношения Ё/L це 393493 лесообразно ограничить величиной 0,1, при которой длинномерные трубы могут быть получены прокаткой в три прохода. Отношение B/L менее 0,I может быть реализовано, но только прокаткой более чем в три прохода, что усложняет технологию, не улучшая структуру и свойства металла. Предлагаемый способ обеспечивает 10 получение сварных длинномерных труб большого диаметра со структурой и свойствами бесшовных труб. Ф о р м у л а и з о б р е т е н и я Способ из готовления труб большого диаметра, включающий получение полой Отно- Маршрут прокатки шение B/L заготовки и ее последующую горячую деформацию, о т л и ч а ю щ и й с я тем, ч т о , с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого с л я ба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0 , 3 Т пЛ , а горячую деформацию заготовки осуществляют при соотношении B/L не более 0 , 5 , где Т П л - температура плавления материала заготовки, В - ширина с л я ба, которая образует длину заготовки перед горячей деформацией, L - длина трубы после горячей деформации. Мик ро с трук тура Состояние шва и труб (номер зер- околошовной зоны на по ГОСТ 5639-82) 0,6 162x30-170x15 3-1, отдельные литые зерна От основного металла отличается формой и ориентировкой литых зерен 0,5 162x30 — 170x12,5 3-8, отдельные Металлографически не выделяется 0,4 162x30-170x10 4-8 То же 0,2 170х10-Н85х4,5 4-8 -М Редактор А.ГОішкина Составитель Э.Ветрова Техред М.Ходанич Корректор М. Шароши Заказ 1907/9 Тираж 709 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of pipes of large diameter
Автори англійськоюKoval Anatolii Tymofiiovych, Ostrenko Viktor Yakovlevych, Koval Serhii Anatolievych
Назва патенту російськоюСпособ изготовления труб большого диаметра
Автори російськоюКоваль Анатолий Тимофеевич, Остренко Виктор Яковлевич, Коваль Сергей Анатольевич
МПК / Мітки
МПК: B21C 37/08, B21B 19/00
Мітки: великого, спосіб, діаметра, виготування, труб
Код посилання
<a href="https://ua.patents.su/4-9331-sposib-vigotuvannya-trub-velikogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготування труб великого діаметра</a>
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Соболевський Едуард Йосипович, Іванов Євген Іванович, Андреєв Юрій Петрович, Танічев Олексій Григорійович, Коломенський Володимир Констянтинович, Котов Ігор Іванович, Стома Генріх Францевич, Дейнека Анатолій Якович, Осоченко Іван Мойсейович, Фурса Віталій Григорович
МПК: B21C 37/06
Мітки: великого, зварних, двошовних, спосіб, діаметру, калібрування, труб
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Спосіб виготування труб та виробів з високолегованих сплавів на основі заліза, нікелю, кобальту
Номер патенту: 9381
Опубліковано: 30.09.1996
Автори: Данченко Олена Андрійовна, Чорний Дмитро Юлієвич, Іванова Інна Іванівна, Блощинський Григорій Павлович, Федорченко Іван Михайлович, Притоманов Олексій Євгеньєвич, Дяченко Валентина Трофимівна, Демідік Олександр Миколайович, Васюченко Валентина Євгеньєвна, Сотник Олександр Андрійович
МПК: B22F 5/12, B22F 3/00, B22F 3/15, B22F 3/14
Мітки: виробів, кобальту, нікелю, сплавів, спосіб, основі, виготування, високолегованих, заліза, труб
Формула / Реферат:
Способ изготовления труб и изделий из высоколегированных сплавов на основе железа, никеля и кобальта, включающий подготовку заготовки в виде капсулы, заполнение ее смесью порошков, вакуумирование, герметизацию, нагрев, прессование, удаление остатков капсулы, отличающийся тем, что, с целью повышения качества, перед заполнением капсулы смесь порошков формуют в полый стержень плотностью 60-80% и отжигают при 600-700°С в течение 2 ч в среде...
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Рабінович Олександр Вольфович, Ковальова Лариса Григорівна, Буряк Тетяна Миколаївна, Друян Володимир Михайлович, Лезінська Олена Яківна, Рищенко Юрій Олександрович, Козловський Альфред Іванович, Перчаник Віктор Вольфович
МПК: B21B 23/00
Мітки: труб, виготовлення, сталей, спосіб, аустенітних
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Кармінова Валентина Андріївна, Островський Ігор Петрович, Кісельов Віктор Стефанович, Кислиціна Любов Михайлівна, Чуб Анатолій Васильович, Зуєв Леонід Артемович, Бенько Віктор Петрович, Лезінська Олена Яківлівна, Лавренюк Петро Данилович, Чеха Віктор Миколаєвич, Кореняк Юрій Констянтинович
МПК: C21D 9/08, B21B 21/00
Мітки: труб, стальних, спосіб, безшовних, виробництва
Формула / Реферат:
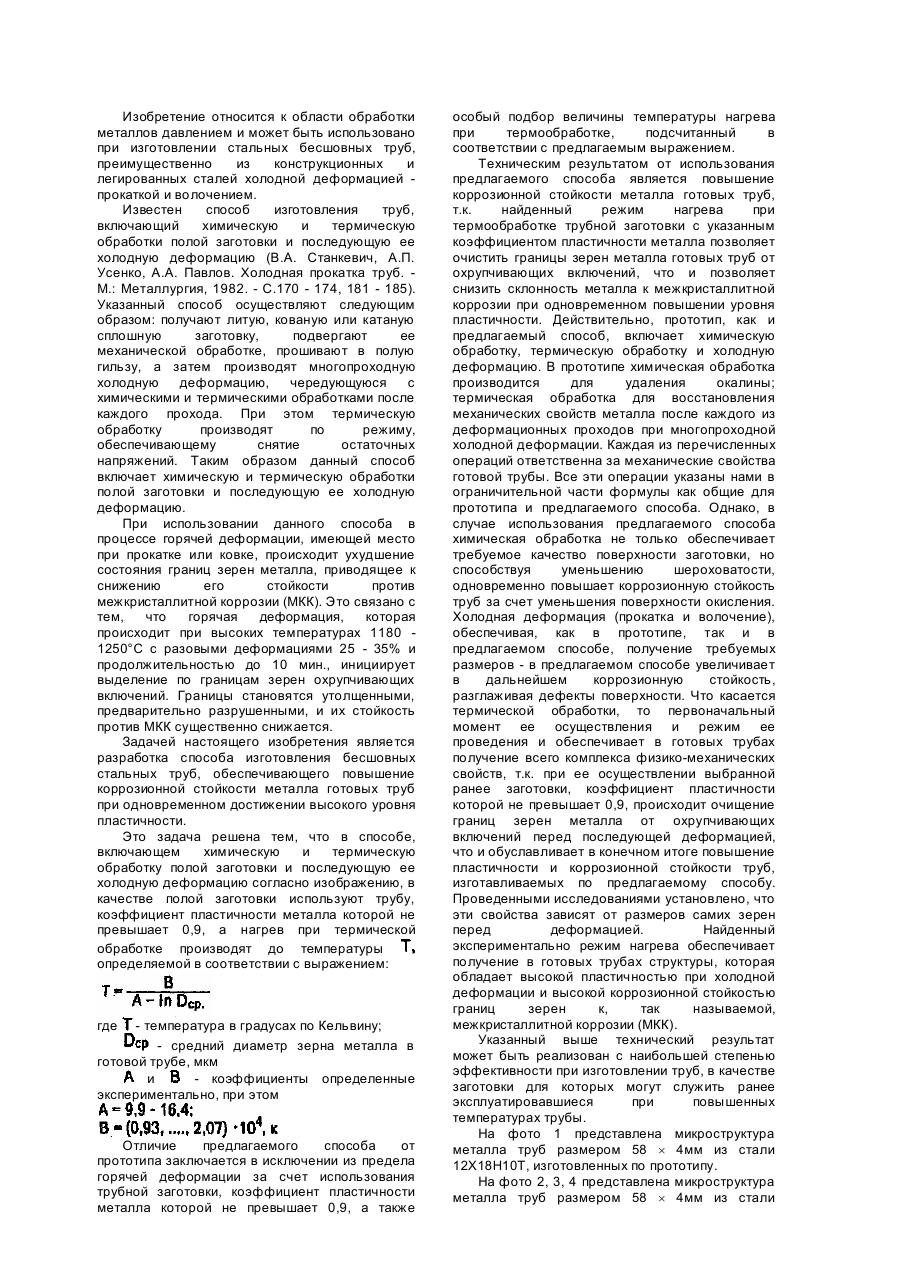
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Попередній патент: Пристрій для електротермічної обробки кормів
Наступний патент: Реверсивний роз’єднувач вибухозахищеного електричного розподільного пристрою
Випадковий патент: Спосіб хірургічного лікування діастазу прямих м'язів живота