Спосіб підготування поверхні заготовки до волочіння
Номер патенту: 21500
Опубліковано: 16.12.1997
Автори: Бут Олександр Володимирович, Кіріченко Юрій Алімович, Хаустов Георгій Йосипович, Кац Михайло Ісаакович, Брескіна Алла Іллівна
Формула / Реферат
Способ подготовки поверхности заготовки к волочению, включающий термообработку заготовки и последующее нанесение смазки из мыльного раствора, отличающийся тем, что после термообработки осуществляют травление заготовки, промывку ее в воде при температуре 80 -90°С с выдержкой в течение 15-25 минут, а смазку наносят при температуре заготовки 60 -80°С из раствора, нагретого до той же температуры и содержащего, мас.%:
Натриевые мыла 5-15
Кальциевые мыла 1-3
Гидроокис кальция 1-5
Вода Остальное
Текст
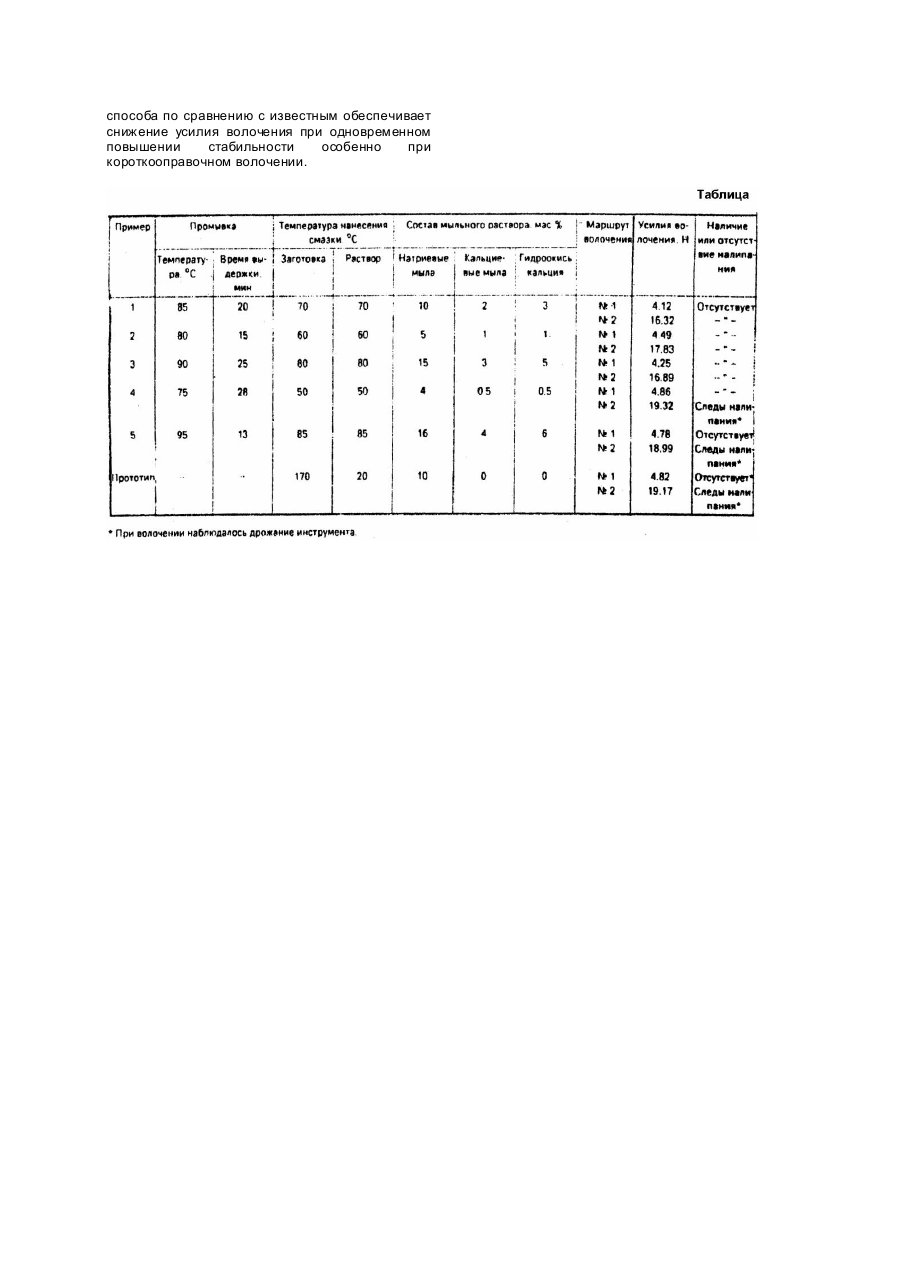
Изобретение относится к обработке металлов давлением и может быть использовано при подготовке поверхности заготовки к холодному и теплому волочению, в частности к короткооправочному. Известен способ подготовки поверхности заготовки к волочению, включающий травление заготовки и последующую обработку ее в водных растворах мыл, представляющих собой соответственно продукты полного (стопроцентного) и неполного (40 - 60% - ного) омыления жирнокислотной основы (А.с. СССР №417206, кл. B21C9/00, 1974). При использовании данного способа наблюдается нестабильность процесса волочения, особенно на короткой оправке. Известен способ подготовки поверхности заготовки к волочению, включающий термообработку заготовки и последующее нанесение смазки из мыльного раствора. При этом термообработку осуществляют в защитной атмосфере, а перед нанесением мыльного раствора на поверхность заготовки наносят подсмазочное покрытие в виде водного раствора триполифосфата натрия с содержанием триполифосфата натрия 2 - 10% при температуре заготовки 300 - 500°C, а мыльный раствор, содержащий 5 - 15% мыл, представляющий собой продукты полного омыления жирнокислотных основ, наносят при температуре заготовки 150 230°C (А.с. СССР №1147467, кл. B21C9/00, 1985). При использовании указанного способа наблюдаются высокие усилия волочения, а также недостаточная стабильность процесса волочения, особенно на короткой оправке. Это связано с тем, что используемые в качестве мыльной составляющей водного раствора смазки продукты полного омыления жирнокислотных основ обладают низкими антифрикционными свойствами. Кроме того,, способ трудоемок и дорог, т.к. термообработка осуществляется в защитной атмосфере, а также используется подсмазочное покрытие. В основу изобретения поставлена задача создания способа подготовки поверхности заготовки к волочению, повышающего стабильность процесса при одновременном снижении усилия волочения, путем образования при подготовке на поверхности заготовки слоистой структуры мыльной смазки на основе смеси растворимых и нерастворимых мыл с твердым наполнителем. Эта задача решена тем, что в способе, включающем термообработку заготовки и последующее нанесение смазки из мыльного раствора, согласно изобретению после термообработки осуществляют травление заготовки, промывку ее в воде при температуре 80 - 90°C с выдержкой в течение 15 - 25 минут, а смазку наносят при температуре заготовки 60 80°C из раствора, нагретого до той же температуры и содержащего, мас.%: Натриевые мыла 5 - 15 Кальциевые мыла 1-3 Гидроокись кальция 1-5 Вода Остальное Отличие предлагаемого способа от прототипа заключается в нанесении на травленную поверхность одной смазки указанного выше состава при приведенных температурах заготовки и раствора после специальной промывки. Техническим результатом от использования предложенного способа является повышение стабильности процесса при одновременном снижении усилия волочения. Это связано с тем, что осуществление травления с последующей специальной промывкой и нанесение смазки на основе смеси растворимых (натриевых) и нерастворимых (кальциевых) мыл с твердым наполнителем (гидроокисью кальция) обеспечивает повышение адсорбционного взаимодействия смазки с металлом, получение слоистой структуры однородной мыльной смазки на поверхности заготовки. Последняя снижает сопротивление сдвигу при движении металла по поверхности инструмента, тем самым снижая усилия волочения. При этом повышается адгезионное взаимодействие смазки с металлом, улучшающее противозадирные свойства смазки и тем самым стабильность процесса волочения, особенно на короткой оправке. Предлагаемый способ осуществляется следующим образом. Исходную заготовку из стали 10 размером 25 ´ 1 и 25 ´ 2 подвергают термической обработке, например в проходной печи до 750°C с последующим охлаждением на воздухе. За тем осуществляют травление в растворе на основе серной кислоты, протравленную заготовку промывают в ванне с водой при температуре 80 90° с выдержкой в течение 15 - 25 минут. После чего на поверхность заготовки при температуре 60 - 80°C наносят водный раствор смазки. Может быть использован специальный нагрев либо нагрев, полученный заготовкой при промывке. Смазку наносят окунанием заготовки на 5 минут в ванну с растворами, составы и температуры которых приведены в таблице. Затем на стеллаже производится сушка заготовки при остывании ее до цеховой температуры. Были опробованы растворы, содержащие компоненты как в соответствии с предлагаемым способом, так и выходящие за пределы. Аналогично опробовали параметры, составляющие способ и выходящие за предлагаемые пределы (см. таблицу). Подготовленные по описанным примерам и в соответствии с прототипом заготовки подвергали волочению по маршрутам: №1 - без оправки 25 ´ 1 ® 20 ´ 1,02; №2 - на короткой оправке 25 ´ 2 ® 20 ´ 1,7. При этом величину усилия волочения определяли на разрывной машине усилием 100кН, а стабильность процесса оценивали по наличию или отсутствию налипання, определяемому визуально. По каждому из вариантов было сделано 8 опытов. Результаты испытаний приведены в таблице. Анализ приведенных данных показывает, что применение предлагаемого способа (примеры 1 3) обеспечивает проведение процессов как безоправочного, так и короткооправочного волочения с меньшим усилием волочения (на 15%) при большей стабильности, чем при подготовке поверхности заготовки в соответствии с прототипом. При выходе за предлагаемые пределы способа появляется налипание металла на инструмент и увеличивается усилие волочения. Таким образом, применение предлагаемого способа по сравнению с известным обеспечивает снижение усилия волочения при одновременном повышении стабильности особенно при короткооправочном волочении.
ДивитисяДодаткова інформація
Автори англійськоюKhaustov Heorhii Yosypovych, Breskina Alla Illivna, Kats Mykhailo Isaakovych, But Oleksandr Volodymyrovych, Kirichenko Yurii Alimovych
Автори російськоюХаустов Георгий Иосифович, Брескина Алла Ильинична, Кац Михаил Исаакович, Бут Александр Владимирович, Кириченко Юрий Алимович
МПК / Мітки
МПК: B21C 9/00
Мітки: підготування, поверхні, заготовки, волочіння, спосіб
Код посилання
<a href="https://ua.patents.su/2-21500-sposib-pidgotuvannya-poverkhni-zagotovki-do-volochinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготування поверхні заготовки до волочіння</a>
Спосіб для гідростатичного волочіння дроту
Номер патенту: 15608
Опубліковано: 30.06.1997
Автори: Соннікова Людмила Федорівна, Матросов Микола Іванович, Дугадко Олександр Борисович, Ярош Павло Данилович, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: дроту, спосіб, волочіння, гідростатичного
Формула / Реферат:
Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что перед протягиванием заготовку охлаждают до отрицательных температур, а протягивание осуществляют со скоростью не менее 1м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25-100 ее диаметров.
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович
МПК: B21C 1/00
Мітки: дроту, гідростатичного, волочіння, спосіб
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Спосіб волочіння профілів прямокутного перерізу
Номер патенту: 17093
Опубліковано: 18.03.1997
Автори: Зиков Юрій Сергійович, Д'яков Анатолій Павлович, Довбня Олександр Павлович
МПК: B21C 3/14
Мітки: перерізу, волочіння, прямокутного, профілів, спосіб
Формула / Реферат:
Способ волочения профилей прямоугольного сечения в один или в несколько переходов в волоку с прямоугольной формой волочильного отверстия с обжатиями по большей и по меньшей сторонам поперечного сечения профиля с заданным коэффициентом вытяжки за переход, отличающийся тем, что волочение в каждом переходе осуществляют с коэффициентом вытяжки 1,30 - 1,46, при этом линейное обжатие по большей стороне сечения протягиваемого профиля составляет 20 -...
Пристрій для волочіння профілей з крутінням
Номер патенту: 14116
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: пристрій, профілей, крутінням, волочіння
Формула / Реферат:
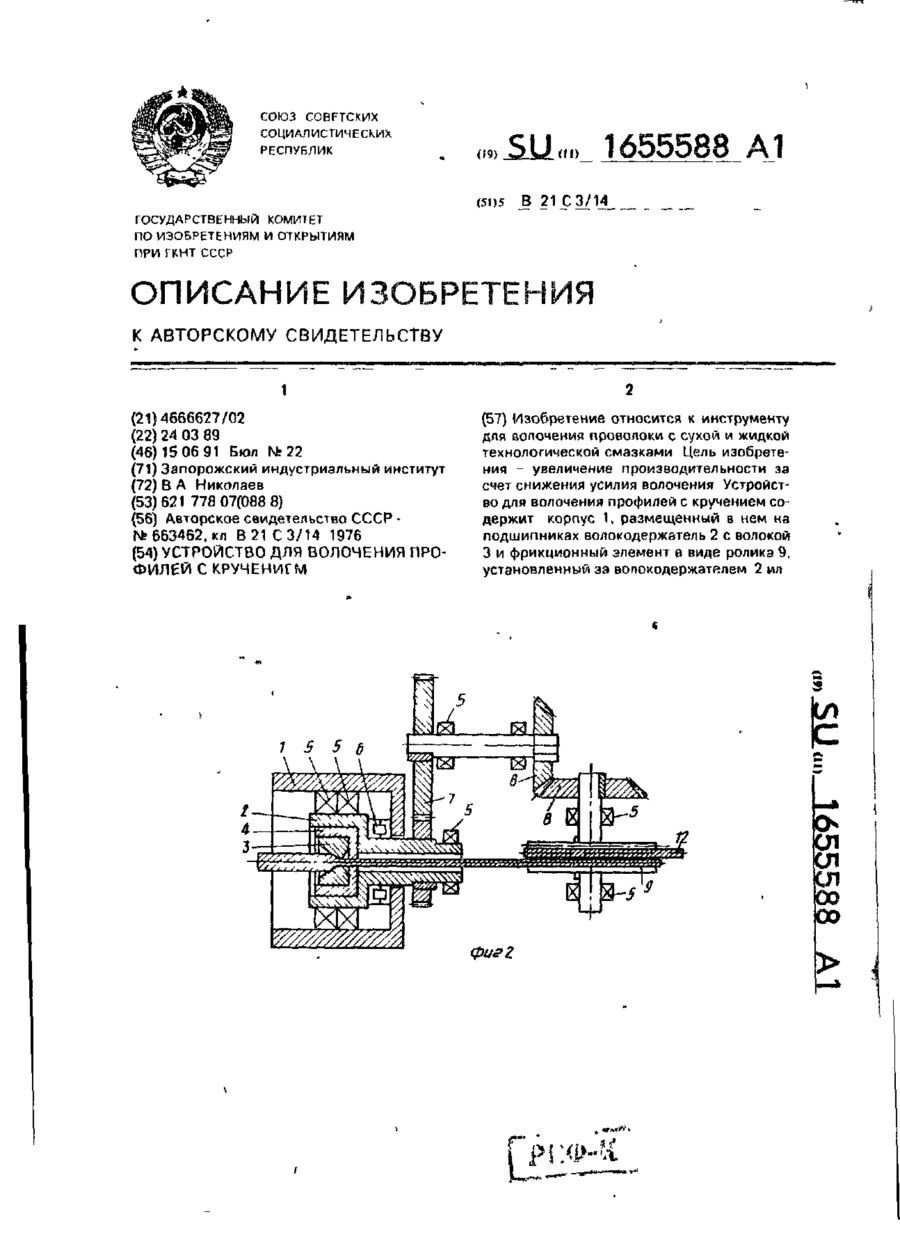
Устройство для волочения профилей с кручением, содержащее корпус, размещенный в нем на подшипниках волокодержатель, несущий волоку, и фрикционный элемент, кинематически связанный с волокодержателем, отличающееся тем, что, с целью увеличения производительности за счет снижения усилия волочения, фрикционный элемент выполнен в виде ролика, установленного за волокодержателем.
Спосіб гідростатичного волочіння виробів
Номер патенту: 16194
Опубліковано: 29.08.1997
Автори: Береснєв Борис Іванович, Синкова Ніна Миколаївна, Раханський Генадій Афанасійович, Матросов Микола Іванович, Чернишев Владислав Анатолійович
МПК: B21C 1/00
Мітки: спосіб, гідростатичного, волочіння, виробів
Формула / Реферат:
Способ гидростатического волочения изделий, включающий воздействие на заготовку смазочно-охлаждающей жидкостью под давлением и последующую деформацию в рабочей волоке, отличающийся тем, что, с целью повышения качества поверхности за счет предотвращения образования внутренних дефектов, после деформации на заготовку дополнительно воздействуют смазочно-охлаждающей жидкостью под давлением, при этом перед и после воздействия на заготовку...
Попередній патент: Гумова суміш
Наступний патент: Спосіб лікування рубцевих контрактур шиї
Випадковий патент: Спосіб інтраопераційної пункційної панкреатовірсунгографії