Спосіб волочіння профілів прямокутного перерізу
Номер патенту: 17093
Опубліковано: 18.03.1997
Автори: Д'яков Анатолій Павлович, Зиков Юрій Сергійович, Довбня Олександр Павлович
Формула / Реферат
Способ волочения профилей прямоугольного сечения в один или в несколько переходов в волоку с прямоугольной формой волочильного отверстия с обжатиями по большей и по меньшей сторонам поперечного сечения профиля с заданным коэффициентом вытяжки за переход, отличающийся тем, что волочение в каждом переходе осуществляют с коэффициентом вытяжки 1,30 - 1,46, при этом линейное обжатие по большей стороне сечения протягиваемого профиля составляет 20 - 80% от линейного обжатия по его меньшей стороне.
Текст
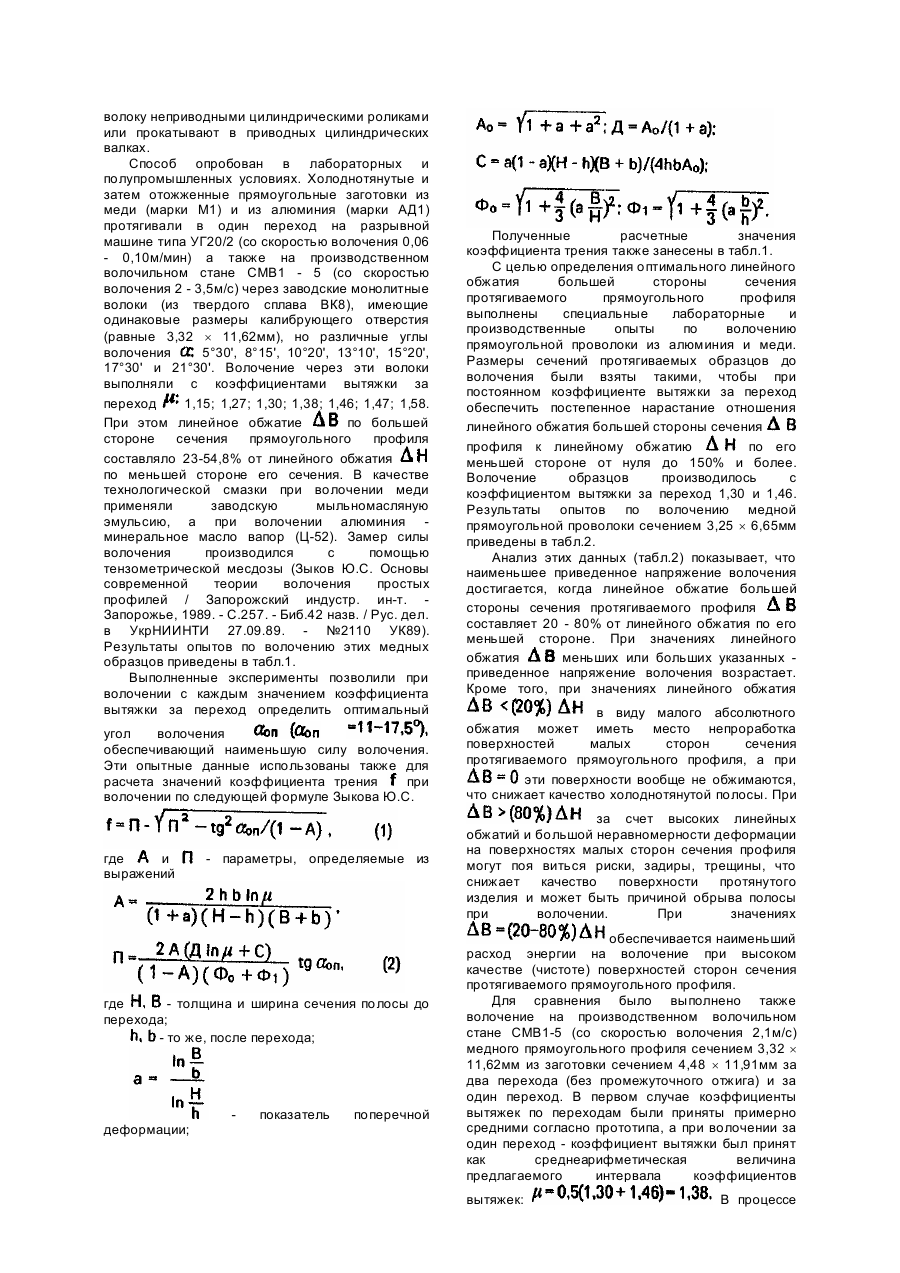
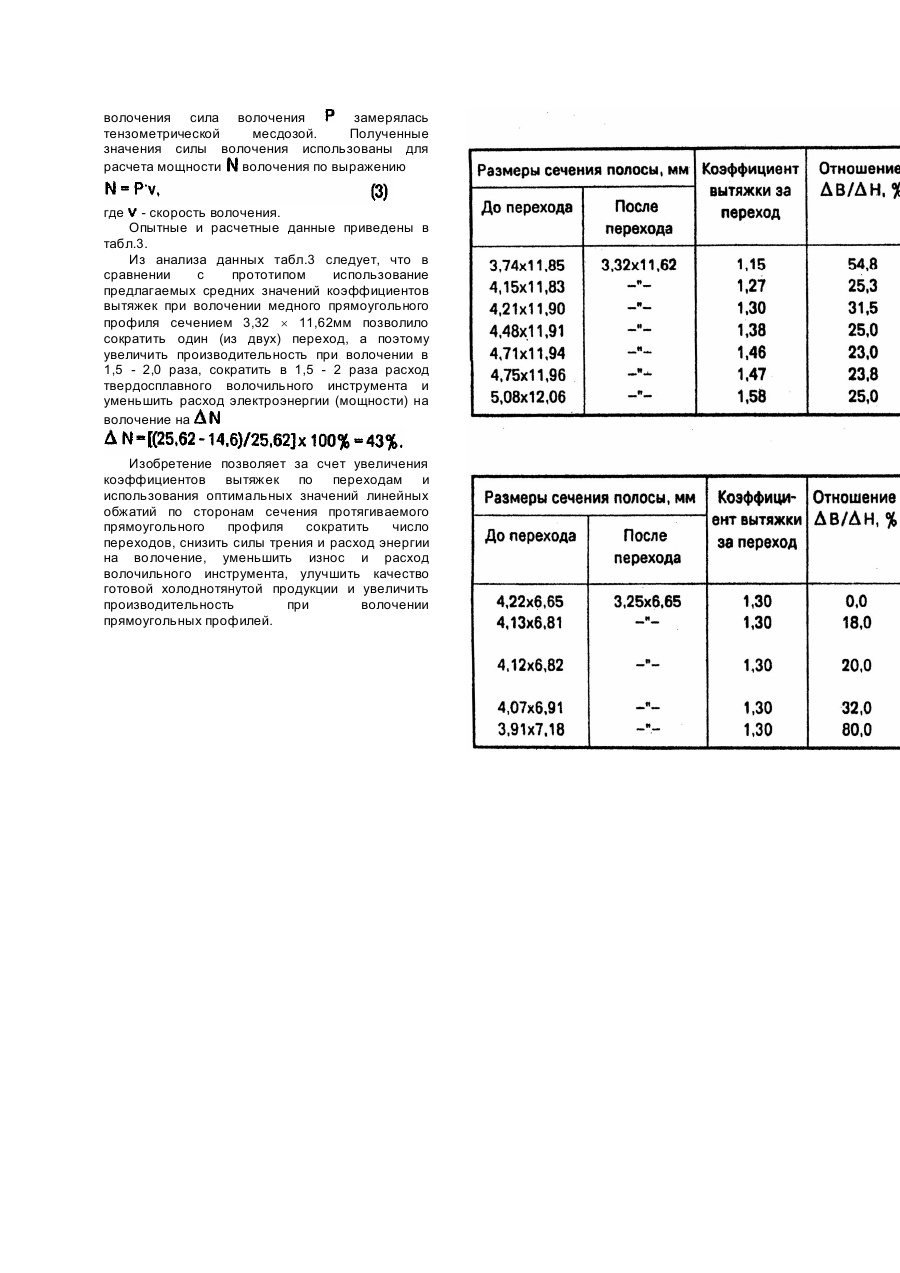
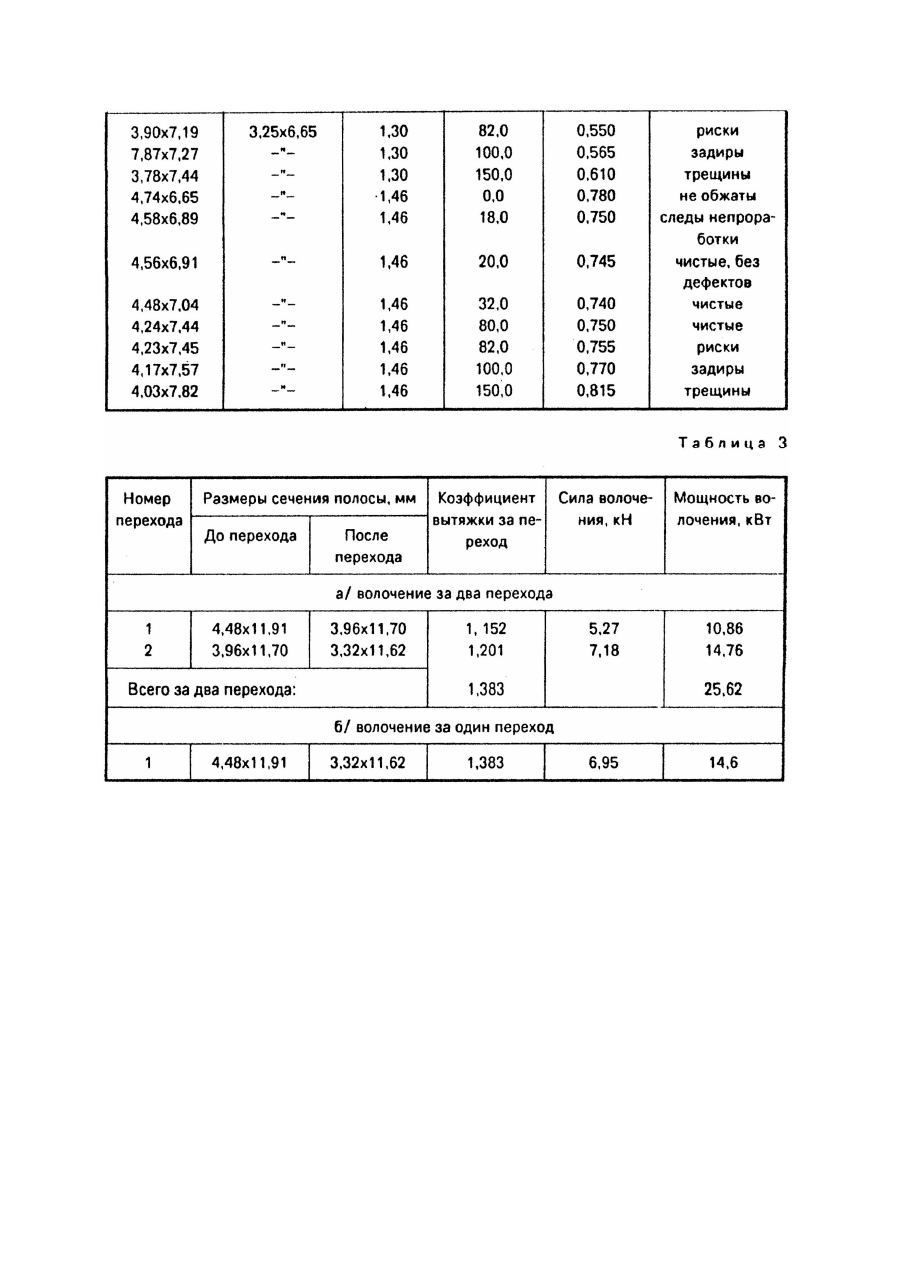
Изобретение относится к обработке металлов давлением, в частности, к волочению прутков и проволоки прямоугольного сечения из металлов и сплавов и может быть использовано в волочильных цехах металлургических, кабельных и машиностроительных заводов. Известен способ волочения профилей прямоугольного сечения (например, из меди) в один или в несколько переходов в волоку с прямоугольной формой волочильного отверстия с обжатиями по большей и по меньшей сторонам поперечного сечения и с заданным коэффициентом вытяжки за переход (Ермаков М.З., Ватрушин Л.С. Волочение цветных металлов. - М.: Металлургия, 1982. - С.131 - 133). Этот способ характеризуется заниженными вытяжками по переходам, т.е. завышенным числом переходов, низкой производительностью и завышенным расходом энергии. Наиболее близким к заявляемому является способ волочения профилей прямоугольного сечения в один или в несколько переходов с обжатиями по большей и по меньшей сторонам поперечного сечения и с коэффициентами вытяжки за переход, составляющими 1,25 - 1,08 (Берин И.Ш., Днестровский Н.Э. Производство медной и алюминиевой проволоки. - М.: Металлургия, 1975. - С.184 - 185). Недостатком этого способа волочения профилей прямоугольного сечения являются низкие вытяжки по переходам и неопределенность линейного обжатия по большей стороне сечения протягиваемого профиля, что обусловливает неблагоприятные условия захвата технологической смазки и удержания ее в волочильном канале, неравномерность деформации металла, высокий уровень сил трения, коэффициента трения и силы волочения, что вызывает интенсивный износ волочильного инструмента, увеличение числа переходов, снижение производительности и ухудшение качества протягиваемой продукции. В основу изобретения поставлена задача усовершенствовать способ волочения прямоугольных профилей путем изменения коэффициентов вытяжек по переходам и оптимизации линейного обжатия по большей стороне сечения протягиваемого профиля так, чтобы обеспечить наиболее благоприятные условия захвата технологической смазки и удержания ее в волочильном канале, а также уменьшить неравномерность деформации металла при волочении, что приведет к снижению сил трения, коэффициента трения и силы волочения. Это позволит увеличить коэффициенты вытяжек по переходам, уменьшить число переходов, повысить производительность, сократить расход энергии на волочение и улучшить качество выпускаемой продукции. Поставленная задача решается тем, что в способе волочения профилей прямоугольного сечения в один или в несколько переходов в волоку с прямоугольной формой волочильного отверстия с обжатиями по большей и по меньшей сторонам поперечного сечения профиля и с заданным коэффициентом вытяжки за переход, согласно изобретения, волочение в каждом переходе осуществляют с коэффициентом вытяжки 1,30 - 1,46, при этом линейное обжатие по большей стороне сечения протягиваемого профиля составляет 20 - 80% от линейного обжатия по его меньшей стороне. При волочении с заявляемыми значениями коэффициента вытяжки за переход и линейного обжатия по большей стороне сечения протягиваемого прямоугольного профиля обеспечиваются наиболее благоприятные условия захвата технологической смазки и удержания ее в волочильном канале, а также уменьшение неравномерности деформации металла, что приводит к снижению сил трения, коэффициента трения и силы волочения, и за счет этого к уменьшению износа и повышению эксплуатационной стойкости волок, сокращению числа переходов, увеличению производительности, снижению расхода энергии на волочение и улучшению качества выпускаемой продукции. Способ осуществляется следующим образом. Для волочения прямоугольного профиля используется заготовка прямоугольного и круглого сечения, один из концов которой предварительно заостряется и вводится в рабочий канал волоки, имеющей прямоугольную форму волочильного отверстия. Далее, выступающий из волоки заостренный передний конец заготовки закрепляется в зажиме тянущего устройства (например, в зажимных клещах) волочильного стана, с помощью которого заготовка протягивается с использованием технологической смазки, через волоку или последовательно через ряд волок с коэффициентами вытяжки за переход 1,30 - 1,46 и линейным обжатием большей стороны сечения протягиваемого профиля, составляющим 20 - 80% от линейного обжатия по его меньшей стороне, принимая форму и размеры сечения заданного прямоугольного профиля. При вытяжках за переход менее 1,30, а следовательно, с уменьшением длины зоны деформации при волочении резко возрастает среднее контактное давление металла на стенку волочильного канала, что приводит к интенсивному выдавливанию технологической смазки из волоки, при этом увеличиваются силы трения и коэффициент трения при волочении. При вытяжках за переход более 1,46 возрастают оптимальные углы волочения, что ухудшает условия захвата технологической смазки в зону деформации, обусловливая увеличение силы и коэффициента трения при волочении. При вытяжках за переход, составляющих 1,30 - 1,46 имеют место наилучшие условия для захвата смазки в зону деформации и наименьшее ее выдавливание из волоки. Это вызывает снижение сил трения и коэффициента трения при волочении, за счет чего уменьшаются износ волочильного инструмента и повышается его эксплуатационная стойкость на износ, что обусловливает снижение расхода электроэнергии при волочении и увеличение производительности волочильного стана. Использование более высоких, чем в прототипе, значений вытяжки за переход позволяет снизить число переходов, повысить производительность, уменьшить трудоемкость и энергозатраты на производство холоднотянутых профилей. В случае, если для волочения используется заготовка круглого сечения (для профилей, имеющих большую сторону сечения менее 10 16мм), то в первом переходе ее предварительно подвергают плющению, т.е. протягивают через волоку неприводными цилиндрическими роликами или прокатывают в приводных цилиндрических валках. Способ опробован в лабораторных и полупромышленных условиях. Холоднотянутые и затем отожженные прямоугольные заготовки из меди (марки М1) и из алюминия (марки АД1) протягивали в один переход на разрывной машине типа УГ20/2 (со скоростью волочения 0,06 - 0,10м/мин) а также на производственном волочильном стане СМВ1 - 5 (со скоростью волочения 2 - 3,5м/с) через заводские монолитные волоки (из твердого сплава ВК8), имеющие одинаковые размеры калибрующего отверстия (равные 3,32 ´ 11,62мм), но различные углы волочения 5°30', 8°15', 10°20', 13°10', 15°20', 17°30' и 21°30'. Волочение через эти волоки выполняли с коэффициентами вытяжки за переход 1,15; 1,27; 1,30; 1,38; 1,46; 1,47; 1,58. При этом линейное обжатие по большей стороне сечения прямоугольного профиля составляло 23-54,8% от линейного обжатия по меньшей стороне его сечения. В качестве технологической смазки при волочении меди применяли заводскую мыльномасляную эмульсию, а при волочении алюминия минеральное масло вапор (Ц-52). Замер силы волочения производился с помощью тензометрической месдозы (Зыков Ю.С. Основы современной теории волочения простых профилей / Запорожский индустр. ин-т. Запорожье, 1989. - С.257. - Биб.42 назв. / Рус. дел. в УкрНИИНТИ 27.09.89. - №2110 УК89). Результаты опытов по волочению этих медных образцов приведены в табл.1. Выполненные эксперименты позволили при волочении с каждым значением коэффициента вытяжки за переход определить оптимальный угол волочения обеспечивающий наименьшую силу волочения. Эти опытные данные использованы также для расчета значений коэффициента трения при волочении по следующей формуле Зыкова Ю.С. где и выражений - параметры, определяемые из где - толщина и ширина сечения полосы до перехода; - то же, после перехода; деформации; показатель поперечной Полученные расчетные значения коэффициента трения также занесены в табл.1. С целью определения оптимального линейного обжатия большей стороны сечения протягиваемого прямоугольного профиля выполнены специальные лабораторные и производственные опыты по волочению прямоугольной проволоки из алюминия и меди. Размеры сечений протягиваемых образцов до волочения были взяты такими, чтобы при постоянном коэффициенте вытяжки за переход обеспечить постепенное нарастание отношения линейного обжатия большей стороны сечения профиля к линейному обжатию по его меньшей стороне от нуля до 150% и более. Волочение образцов производилось с коэффициентом вытяжки за переход 1,30 и 1,46. Результаты опытов по волочению медной прямоугольной проволоки сечением 3,25 ´ 6,65мм приведены в табл.2. Анализ этих данных (табл.2) показывает, что наименьшее приведенное напряжение волочения достигается, когда линейное обжатие большей стороны сечения протягиваемого профиля составляет 20 - 80% от линейного обжатия по его меньшей стороне. При значениях линейного обжатия меньших или больших указанных приведенное напряжение волочения возрастает. Кроме того, при значениях линейного обжатия в виду малого абсолютного обжатия может иметь место непроработка поверхностей малых сторон сечения протягиваемого прямоугольного профиля, а при эти поверхности вообще не обжимаются, что снижает качество холоднотянутой полосы. При за счет высоких линейных обжатий и большой неравномерности деформации на поверхностях малых сторон сечения профиля могут поя виться риски, задиры, трещины, что снижает качество поверхности протянутого изделия и может быть причиной обрыва полосы при волочении. При значениях обеспечивается наименьший расход энергии на волочение при высоком качестве (чистоте) поверхностей сторон сечения протягиваемого прямоугольного профиля. Для сравнения было выполнено также волочение на производственном волочильном стане СМВ1-5 (со скоростью волочения 2,1м/с) медного прямоугольного профиля сечением 3,32 ´ 11,62мм из заготовки сечением 4,48 ´ 11,91мм за два перехода (без промежуточного отжига) и за один переход. В первом случае коэффициенты вытяжек по переходам были приняты примерно средними согласно прототипа, а при волочении за один переход - коэффициент вытяжки был принят как среднеарифметическая величина предлагаемого интервала коэффициентов вытяжек: В процессе волочения сила волочения замерялась тензометрической месдозой. Полученные значения силы волочения использованы для расчета мощности волочения по выражению где - скорость волочения. Опытные и расчетные данные приведены в табл.3. Из анализа данных табл.3 следует, что в сравнении с прототипом использование предлагаемых средних значений коэффициентов вытяжек при волочении медного прямоугольного профиля сечением 3,32 ´ 11,62мм позволило сократить один (из двух) переход, а поэтому увеличить производительность при волочении в 1,5 - 2,0 раза, сократить в 1,5 - 2 раза расход твердосплавного волочильного инструмента и уменьшить расход электроэнергии (мощности) на волочение на Изобретение позволяет за счет увеличения коэффициентов вытяжек по переходам и использования оптимальных значений линейных обжатий по сторонам сечения протягиваемого прямоугольного профиля сократить число переходов, снизить силы трения и расход энергии на волочение, уменьшить износ и расход волочильного инструмента, улучшить качество готовой холоднотянутой продукции и увеличить производительность при волочении прямоугольных профилей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of drawing the rolled sections of rectangular cross-section
Автори англійськоюDiakov Anatolii Pavlovych, Zykov Yurii Serhiovych, Dovbnia Oleksandr Pavlovych
Назва патенту російськоюСпособ волочения профилей прямоугольного сечения
Автори російськоюДьяков Анатолий Павлович, Зыков Юрий Сергеевич, Довбня Александр Павлович
МПК / Мітки
МПК: B21C 3/14
Мітки: волочіння, профілів, спосіб, перерізу, прямокутного
Код посилання
<a href="https://ua.patents.su/4-17093-sposib-volochinnya-profiliv-pryamokutnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння профілів прямокутного перерізу</a>
Спосіб виготовленння мідних та алюмінієвих обмотувальних проводів прямокутного перерізу
Номер патенту: 12345
Опубліковано: 28.02.1997
Автори: Камишан Володимир Васильович, Д'яков Анатолій Павлович, Мухін Анатолій Михайлович, Рубцов Петро Григорович, Недождій Ірина Іванівна, Нестрижений Віктор Іванович, Долінін Ігор Миколайович
МПК: H01B 13/06
Мітки: перерізу, мідних, спосіб, алюмінієвих, виготовленння, прямокутного, обмотувальних, проводів
Формула / Реферат:
1. Способ изготовления медных и алюминиевых обмоточных проводов прямоугольного сечения, включающий волочение прямоугольной прополоки, отжиг и наложение на нее бумажной изоляции, отличающийся тем, что предварительно на валках плющат круглый пруток до соотношения ширинь|плгощеішой заготовки и диаметра прутка в пределах, 1,05-1,55, волочение ведут с вытяжкой в каждом переходе 1,25-1,45 м соотношением линейных обжатии по ширине и толщине...
Спосіб безперервного розливу заготівок прямокутного поперечного перерізу
Номер патенту: 4927
Опубліковано: 28.12.1994
Автори: Ісаєв Олег Борисович, Ревтов Микола Іванович, Ніколаїв Геннадій Андрійович, Юшко Ігор Олегович, Ленський Валерій Георгійович, Богаченко Олексій Георгієвич, Ємельянов Володимир Володимирович, Плискановський Олександр Станіславович, Носоченко Олег Васильович
МПК: B22D 11/00
Мітки: безперервного, прямокутного, перерізу, заготівок, розливу, спосіб, поперечного
Формула / Реферат:
Способ непрерывного литья заготовок прямоугольного поперечного сечения, включающий подачу металла в кристаллизатор, вытягивание из него заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, отличающийся тем, что, с целью повышения качества металла, в качестве холодильника используют стальную ленту с Тл £ Тс - 5, а скорость ее ввода в кристаллизатор определяют по...
Спосіб виробництва спіральних профілів та пристрій для його здійснення
Номер патенту: 5329
Опубліковано: 28.12.1994
Автори: Доброва Світлана Павлівна, Гребенюк Микола Олександрович, Поленов Олександр Олексійович, Ємел'янов В'ячеслав Григорович, Добров Ігор В'ячеславович
МПК: B21C 1/00
Мітки: виробництва, спіральних, спосіб, профілів, здійснення, пристрій
Формула / Реферат:
1. Способ производства спиральных профилей, включающий обжатие круглой заготовки в роликовом или ином калибре некруглого поперечного сечения при его вращении вокруг оси волочении со скоростью, согласованной со скоростью волочения, отличающийся тем, что заготовку предварительно обжимают в геометрически подобном основному дополнительном роликовом калибре в едином технологическом переходе с обжатием, равным 0,35-0,75 суммарного обжатия....
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Гураль Іван Григорович, Махтюк Леонід Лейбович
МПК: B21F 37/00
Мітки: прямокутного, дроту, перерізу, багатовиткових, пристрій, спіральових, виготовлення, кілець
Формула / Реферат:
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб м.ю. докторова виготовлення гнутих профілів з полицями із змінною по розгортці перерізу товщиною
Номер патенту: 2826
Опубліковано: 26.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: полицями, виготовлення, докторова, профілів, змінною, товщиною, спосіб, перерізу, гнутих, м.ю, розгортці
Формула / Реферат:
1. Способ изготовления гнутых профилей с полками и переменной по развертке сечения толщиной, заключающийся в получении заготовки, имеющей переменное по толщине поперечное сечение и последующем формообразовании профиля по переходам, отличающийся тем, что заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными...
Попередній патент: Спосіб виготовлення індикатора для виявлення і напівкількісного визначення ванадію у воді
Наступний патент: Hадвисокочастотhий пристрій з переходом джозефсоhа
Випадковий патент: Двоконтурний трубчатий газорідинний теплообмінник