Спосіб виготовлення фрикційних дисків
Номер патенту: 21943
Опубліковано: 30.04.1998
Автори: Лаврова Лариса Валентинівна, Орлов Михайло Романович, Литвиненко Алла Дмитрієвна, Леховіцер Зоя Васильовна, Биков Ігор Дмитрович
Формула / Реферат
Способ изготовления фрикционных дисков, включающий предварительную обработку стального каркаса, нанесение на него гальванического медного покрытия, прессование накладок из порошковой смеси на медной основе и спекание накладок с каркасом под давлением в среде защитного газа в течение 3 часов с последующим контролируемым охлаждением до 200°С, отличающийся тем, что спекание проводят при температуре 800 -830°С, а охлаждение ведут со скоростью 5-15 град/мин.
Текст
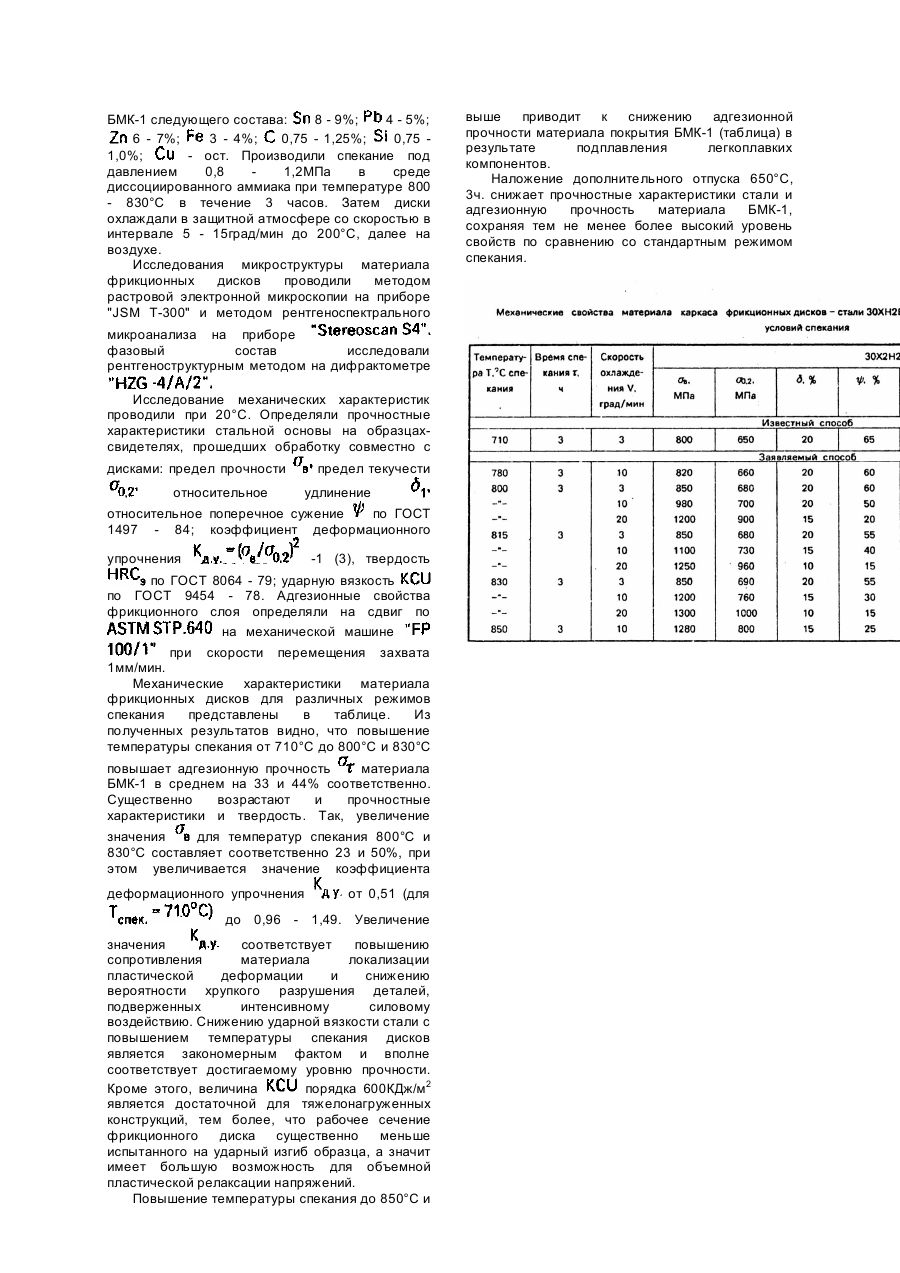
Изобретение относится к порошковой металлургии, в частности к производству фрикционных дисков припеканием накладок из порошковых материалов к стальной основе. Фрикционный диск состоит из стальной основы - каркаса (сталь 30Х2Н2ВФМА-III), на который после меднения и диффузионного отжига напрессовывается с двух сторон порошковый материал БМК-1 и производится спекание под давлением при температуре 710 ± 10°C в защитной атмосфере. Известен наиболее близкий по технической сущности и достигаемому результату способ изготовления фрикционных дисков, включающий предварительную обработку стального каркаса, нанесение медного гальванического покрытия на стальную основу, прессование фрикционных накладок из порошкового материала БМК-1 и спекание под давлением в среде защитного газа при температуре 720 + 20°C в течение 3 часов. После спекания диски охлаждают до 200°C со скоростью 1,5 - 4,0град/мин, далее произвольно [1]. К недостаткам данного способа следует отнести низкие адгезионные свойства фрикционного слоя и низкий уровень прочностных характеристик стального каркаса, что приводит к отслоению, микровыкрашиванию фрикционных накладок и потери геометрии диска в результате микропластической деформации каркаса. Анализ вышедших из строя фрикционных дисков показал, что основными эксплуатационными дефектами являются: разрушение материала покрытия, которое происходит преимущественно по межфазным поверхностям исходных гранул порошковых композитов материала БМК-1 без видимых следов пластической деформации; отслаивание фрикционного материала БМК-1 от стального каркаса; пластическая деформация стального каркаса, приводящая к выгибанию диска в форме зонтика, вследствие низких прочностных свойств стали. Причиной образования первых двух эксплуатационных дефектов является относительно низкая температура спекания, не обеспечивающая протекание диффузионных процессов в достаточной степени. Причиной третьего дефекта - низкой конструктивной прочности стального каркаса, напротив, является достаточно высокая температура нагрева дисков при спекании, приводящая к раз упрочнению стали 30Х2Н2ФВМА-III, имеющей структуру мартенсита. Таким образом, решение задачи комплексного повышения механических характеристик фрикционных дисков, состоящих из стального каркаса и накладок из порошкового материала БМК-1, ограничено наложением двух взаимно исключающих условий: необходимость повышения температуры спекания дисков с целью увеличения адгезионной прочности материала БМК-1 и необходимостью снижения температуры спекания с целью подавления процессов разупрочнения материала каркаса стали 30Х2Н2ВФМА-III. Задачей данного изобретения является разработка способа изготовления фрикционных дисков, состоящих из стального каркаса и припеченных накладок из порошкового материала на медной основе, одновременно обеспечивающего повышение как адгезионной прочности фрикционного слоя, так и прочностных характеристик стального каркаса. Поставленная задача решается тем, что в способе изготовления фрикционных дисков, включающем предварительную обработку стального каркаса, нанесение на него гальванического медного покрытия, прессование накладок из порошковой смеси на медной основе и спекание накладок с каркасом под давлением в среде защитного газа в течение 3 часов с последующим контролируемым охлаждением до 200°C, спекание проводят при температуре 800 830°C, а охлаждение ведут со скоростью 5 15град/мин. Заявленный температурный диапазон спекания 800 - 830°C совмещен с режимом аустенизации среднеуглеродистой комплекснолегированной конструкционной стали каркаса, что позволяет при последующем регламентируемом охлаждении (со скоростью в интервале значений (5 - 15)град/мин до температуры 200°C) получить структуру бейнита, обладающую более высоким комплексом механических свойств в сравнении со структурой мартенсита отпуска. В известном способе [1] температурный режим спекания совмещен с интервалом высокого отпуска материала каркаса среднеуглеродистой комплекснолегированной стали со структурой мартенсита, ограниченным критической температурой в котором скорость разупрочнения стали определяется необратимыми диффузионными процессами, и, следовательно, возможность существенного повышения комплекса свойств ограничена. С повышением температуры спекания увеличивается адгезионная прочность фрикционного материала, но при температуре спекания выше 830°C наблюдается выпотевание из порошкового материала легкоплавкой фазы. Заявляемый интервал скоростей охлаждения дисков после операции спекания определяется тем, что с одной стороны, при охлаждении со скоростью более 20град/мин происходит подкалка стали каркаса на мартенсит (снижающая запас пластичности), требующая дополнительного отпуска, а с другой, при охлаждении со скоростью менее 5град/мин происходит частичный распад переохлажденного аустенита в надкритической области температур (выше с образованием низкопрочных структурных составляющих (перлита, сорбита), приводящий к снижению свойств (см. таблицу). В результате спекания фрикционных дисков по режимам заявляемого способа существенно повышаются прочностные характеристики стального пределах каркаса предел прочности текучести деформационного упрочнения а также адгезионная коэффициент твердость прочность фрикционного слоя при постоянстве его фазового состава. Пример. На стальной каркас (сталь 30Х2Н2ВФМА-III) после электролитического меднения и диффузионного отжига припекали с двух сторон накладки из порошкового материала БМК-1 следующего состава: 8 - 9%; 4 - 5%; 6 - 7%; 3 - 4%; 0,75 - 1,25%; 0,75 1,0%; - ост. Производили спекание под давлением 0,8 1,2МПа в среде диссоциированного аммиака при температуре 800 - 830°C в течение 3 часов. Затем диски охлаждали в защитной атмосфере со скоростью в интервале 5 - 15град/мин до 200°C, далее на воздухе. Исследования микроструктуры материала фрикционных дисков проводили методом растровой электронной микроскопии на приборе "JSM T-300" и методом рентгеноспектрального микроанализа на приборе фазовый состав исследовали рентгеноструктурным методом на дифрактометре Исследование механических характеристик проводили при 20°C. Определяли прочностные характеристики стальной основы на образцахсвидетелях, прошедших обработку совместно с дисками: предел прочности относительное предел текучести удлинение относительное поперечное сужение по ГОСТ 1497 - 84; коэффициент деформационного упрочнения -1 (3), твердость по ГОСТ 8064 - 79; ударную вязкость по ГОСТ 9454 - 78. Адгезионные свойства фрикционного слоя определяли на сдвиг по на механической машине при скорости перемещения захвата 1мм/мин. Механические характеристики материала фрикционных дисков для различных режимов спекания представлены в таблице. Из полученных результатов видно, что повышение температуры спекания от 710°C до 800°C и 830°C повышает адгезионную прочность материала БМК-1 в среднем на 33 и 44% соответственно. Существенно возрастают и прочностные характеристики и твердость. Так, увеличение значения для температур спекания 800°C и 830°C составляет соответственно 23 и 50%, при этом увеличивается значение коэффициента деформационного упрочнения от 0,51 (для до 0,96 - 1,49. Увеличение значения соответствует повышению сопротивления материала локализации пластической деформации и снижению вероятности хрупкого разрушения деталей, подверженных интенсивному силовому воздействию. Снижению ударной вязкости стали с повышением температуры спекания дисков является закономерным фактом и вполне соответствует достигаемому уровню прочности. Кроме этого, величина порядка 600КДж/м2 является достаточной для тяжелонагруженных конструкций, тем более, что рабочее сечение фрикционного диска существенно меньше испытанного на ударный изгиб образца, а значит имеет большую возможность для объемной пластической релаксации напряжений. Повышение температуры спекания до 850°C и выше приводит к снижению адгезионной прочности материала покрытия БМК-1 (таблица) в результате подплавления легкоплавких компонентов. Наложение дополнительного отпуска 650°C, 3ч. снижает прочностные характеристики стали и адгезионную прочность материала БМК-1, сохраняя тем не менее более высокий уровень свойств по сравнению со стандартным режимом спекания.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing friction disks
Автори англійськоюBykov Ihor Dmytrovych, Orlov Mykhailo Romanovych, Lekhovitser Zoia Vasyliovna, Lavrova Larysa Valentynivna, Lytvynenko Alla Dmytrievna
Назва патенту російськоюСпособ изготовления фрикционных дисков
Автори російськоюБыков Игорь Дмитриевич, Орлов Михаил Романович, Леховицер Зоя Васильевна, Лаврова Лариса Валентиновна, Литвиненко Алла Дмитриевна
МПК / Мітки
МПК: B22F 7/04
Мітки: спосіб, фрикційних, виготовлення, дисків
Код посилання
<a href="https://ua.patents.su/2-21943-sposib-vigotovlennya-frikcijjnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фрикційних дисків</a>
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Антіпов Альберт Іванович, Кондратенко Віктор Федорович, Сутирин Сергій Васильович
МПК: B21K 21/00, B22F 3/12, B22F 3/10, B22F 3/11
Мітки: олов'янистої, кільцевою, виготовлення, порошків, спосіб, елементів, внутрішньою, фільтруючих, порожниною, бронзи
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Спосіб виготовлення дисків
Номер патенту: 19463
Опубліковано: 25.12.1997
Автори: Капланов Василь Ілліч, Капланова Олена Василівна
МПК: B21H 1/00
Мітки: виготовлення, спосіб, дисків
Формула / Реферат:
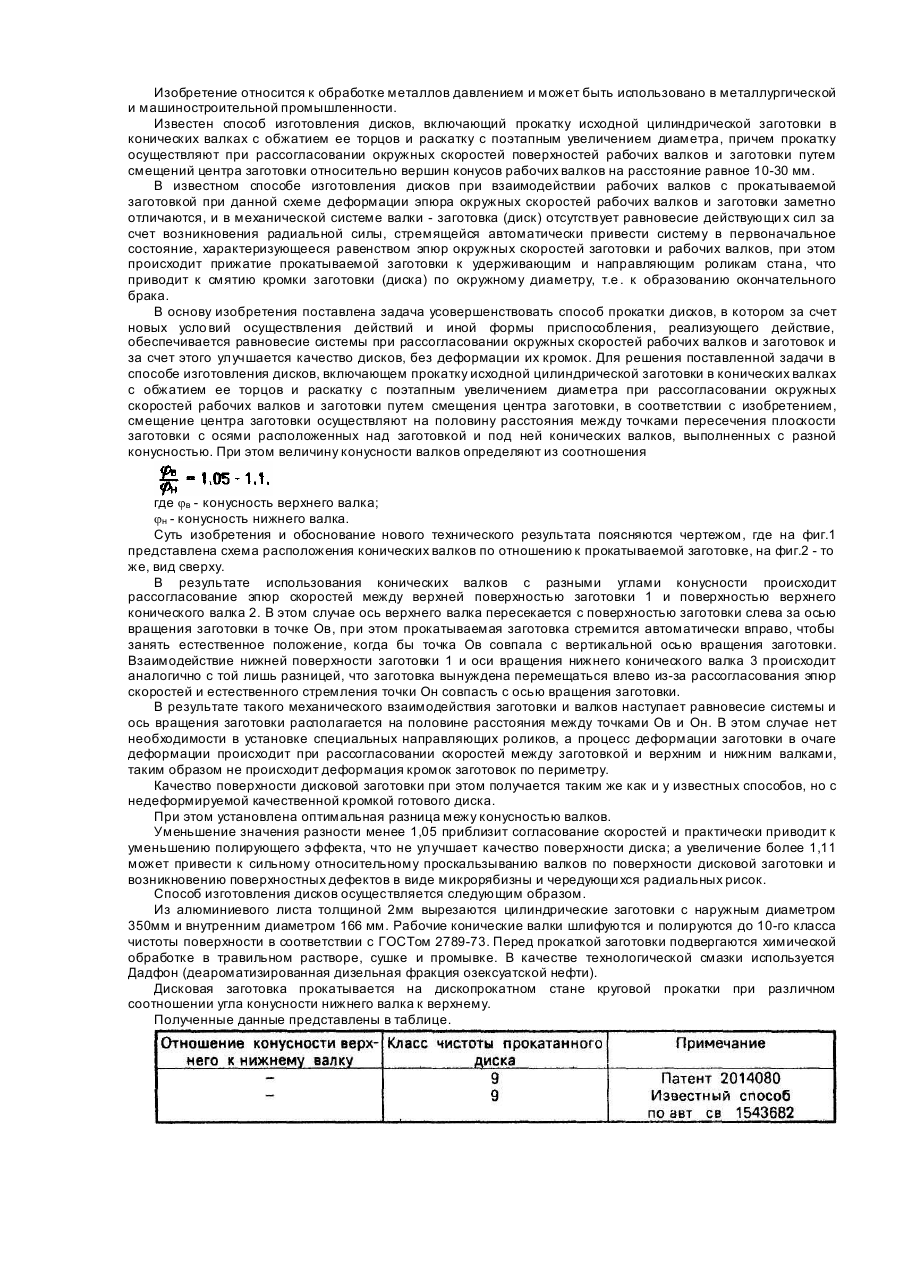
1. Способ изготовления дисков, включающий прокатку исходной цилиндрической заготовки в конических валках с обжатием ее торцов и раскатку с поэтапным увеличением диаметра при рассогласовании скоростей рабочих валков и заготовки путем смещения центра заготовки, отличающийся тем, что смещение центра заготовки осуществляют на половину расстояния между точками пересечения плоскости заготовки с осями, расположенных над заготовкой и под ней...
Спосіб виготовлення алмазних дисків
Номер патенту: 17532
Опубліковано: 06.05.1997
Автори: Лободзінський Олександр Пантелеймонович, Цисарь Інна Олександрівна, Ющенко Тетяна Іванівна, Знаменський Георгій Миколайович, Полянська Галина Павлівна, Ющенко Анатолій Васильович
Мітки: спосіб, алмазних, дисків, виготовлення
Формула / Реферат:
1. Способ изготовления алмазных дисков, при котором в гальваническую ванну устанавливают корпус инструмента под углом относительно вертикали, осаждают на него алмазный порошок, разворачивают корпус до вертикального положения и заращивают алмазный порошок гальванической связкой, отличающийся тем, что, угол отклонения корпуса от вертикали выбирают равным 20 ± 1°, а концентрацию алмазного порошка в электролите выбирают по формуле где -...
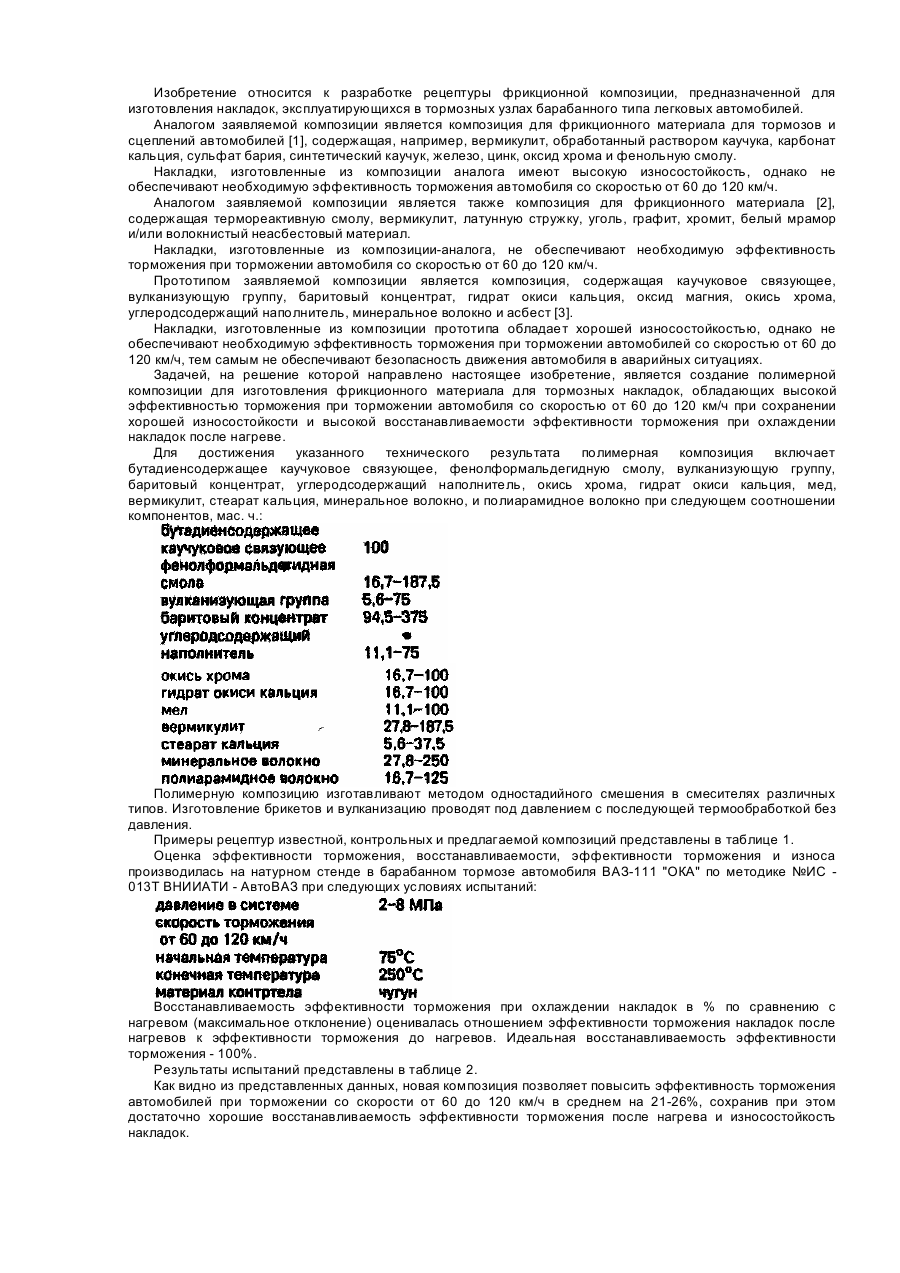
Полімерна композиція для виготовлення фрикційного матеріалу
Номер патенту: 7790
Опубліковано: 26.12.1995
Автори: Лєвіт Міхаіл Захаровіч, Чагіна Татьяна Ніколаєвна, Крайнова Наталія Алєксандровна, Кузнецова Галіна Івановна, Бикова Надєжда Алєксандровна
МПК: C08L 9/00, C08J 5/14, C08K 13/04
Мітки: фрикційного, композиція, виготовлення, полімерна, матеріалу
Формула / Реферат:
Полимерная композиция для изготовления фрикционного материала, включающая бутадиенсодержащий каучук, вулканизующую группу, баритовый концентрат, углеродсодержащий наполнитель, оксид хрома, гидроксид кальция и минеральное волокно, отличающаяся тем, что композиция дополнительно содержит фенолформальдегидную смолу, мел, вермикулит, стеарат кальция и полиарамидное волокно, при следующем соотношении компонентов, мас.ч.:бутадиенсодержащий...
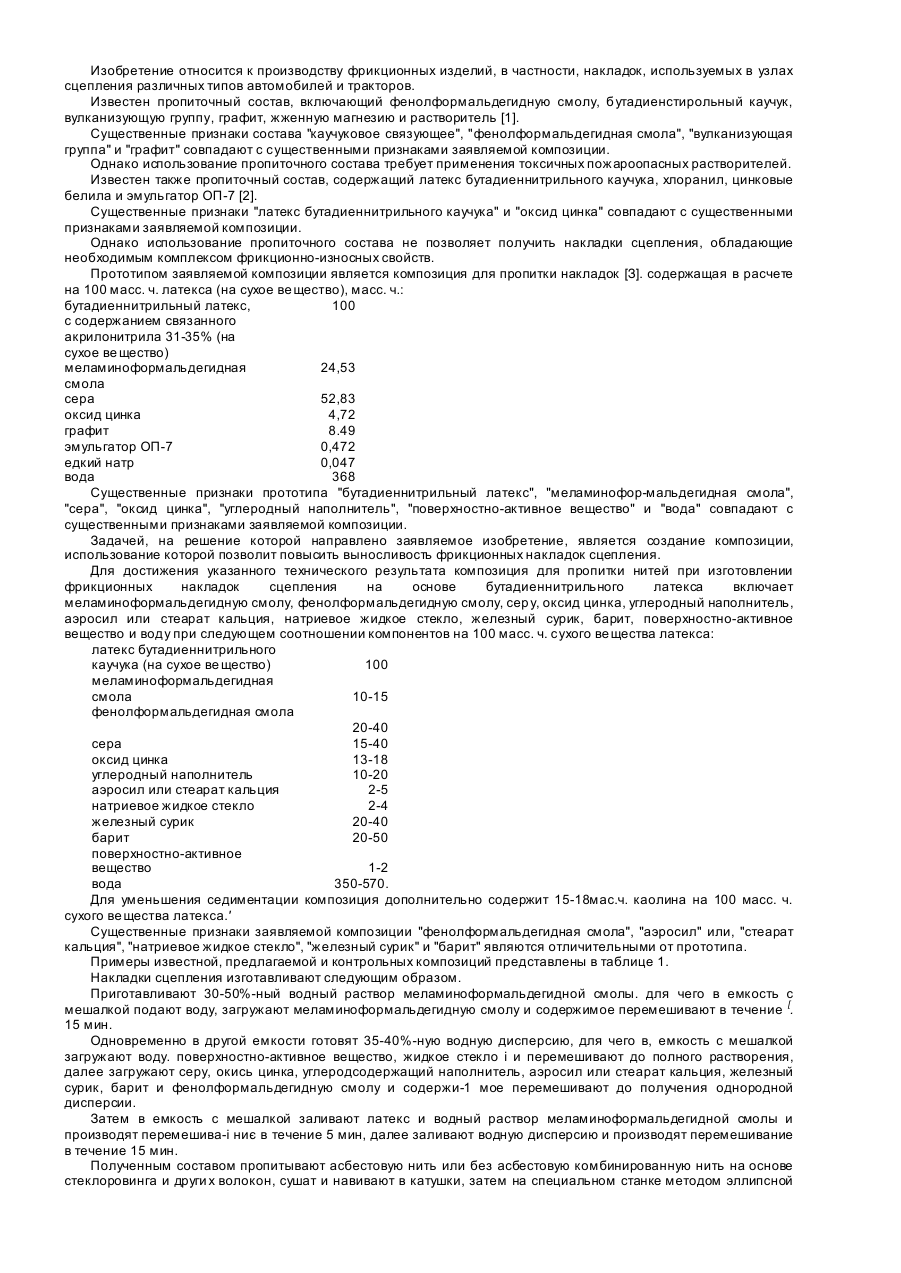
Композиція для просочення ниток при виготовленні фрикційних накладок зчеплення
Номер патенту: 287
Опубліковано: 30.04.1993
Автори: Ареф'єв Микола Володимирович, Єрьомічев Віталій Павловіч, Хведченя Олег Аркадієвич, Кирилов Олексій Олександрович, Соколов В'ячеслав Олександрович, Морозов Юрій Варфоломійович, Верняєв Іван Іванович
МПК: D01F 11/00, C08K 13/02, C08K 3/10, C08L 9/04, C08K 3/30
Мітки: фрикційних, накладок, виготовленні, ниток, композиція, просочення, зчеплення
Формула / Реферат:
1. Композиция для пропитки нитей при изготовлении фрикционных накладок сцепления на основе латекса бутадиен нитрильного каучука, включающая меламиноформальдегидную смолу, серу, оксид цинка, углеродный наполнитель, поверхностно-активное вещество и воду, отличающаяся тем, что композиция дополнительно содержит фенолформальдегидную смолу, аэросил или стеарат кальция, натриевое жидкое стекло, железный сурик й барит, при следующем соотношении...
Попередній патент: Спосіб визначення концентрації частинок пилу в газових середовищах та пристрій для його здійснення
Наступний патент: Автоматизована система запису кутів відхілення жорстких провідників вертикальних шахтних стволів
Випадковий патент: Низькопрофільні ваги для зважування залізничного транспорту