Пристрій для обробки напівкруглих шліцевих пазів
Номер патенту: 22495
Опубліковано: 25.04.2007
Автори: Гевко Іван Богданович, Гевко Богдан Матвійович, Дзюра Володимир Олексійович
Формула / Реферат
Пристрій для обробки напівкруглих шліцевих пазів, який виконано у вигляді оправки, хвостовика, дорнуючих елементів, елементів їх кріплення і направлення, який відрізняється тим, що твердосплавні дорнуючі елементи виконані у вигляді твердосплавних кульок, а в нижній частині оправки рівномірно по колу виконані декілька осьових напівкруглих шліцевих пазів, кількість яких рівна кількості напівкруглих шліцевих пазів оброблюваної деталі, з радіусом, рівним радіусу напівкруглого шанцевого паза деталі, яка підлягає обробленню, довжиною, не меншою шести діаметрів напівкруглого шанцевого паза, в які з можливістю відносного переміщення встановлені кульки, наприклад, шість, глибиною, меншою глибини їх радіуса, причому перших три кульки, починаючи знизу оправки, виконані діаметром, рівним чорновому діаметру напівкруглих шліцевих пазів з збільшенням їх діаметра на величину припуску, а три наступні - рівні чистовому діаметру напівкруглих шліцевих пазів і є чистовими, причому оправка з кульками встановлена у верхню напрямну втулку з напівкруглими шанцевими пазами під кульки з можливістю відносного осьового переміщення, крім цього фіксація оправки відносно верхньої напрямної втулки виконана через радіальний отвір верхньої напрямної втулки за рахунок гвинта, конусна частина якого є у взаємодії з конічним отвором, який виконано у нижній частині оправки між кульками, а між головкою гвинта і зовнішнім діаметром напрямної втулки встановлена пружина стискування.
Текст
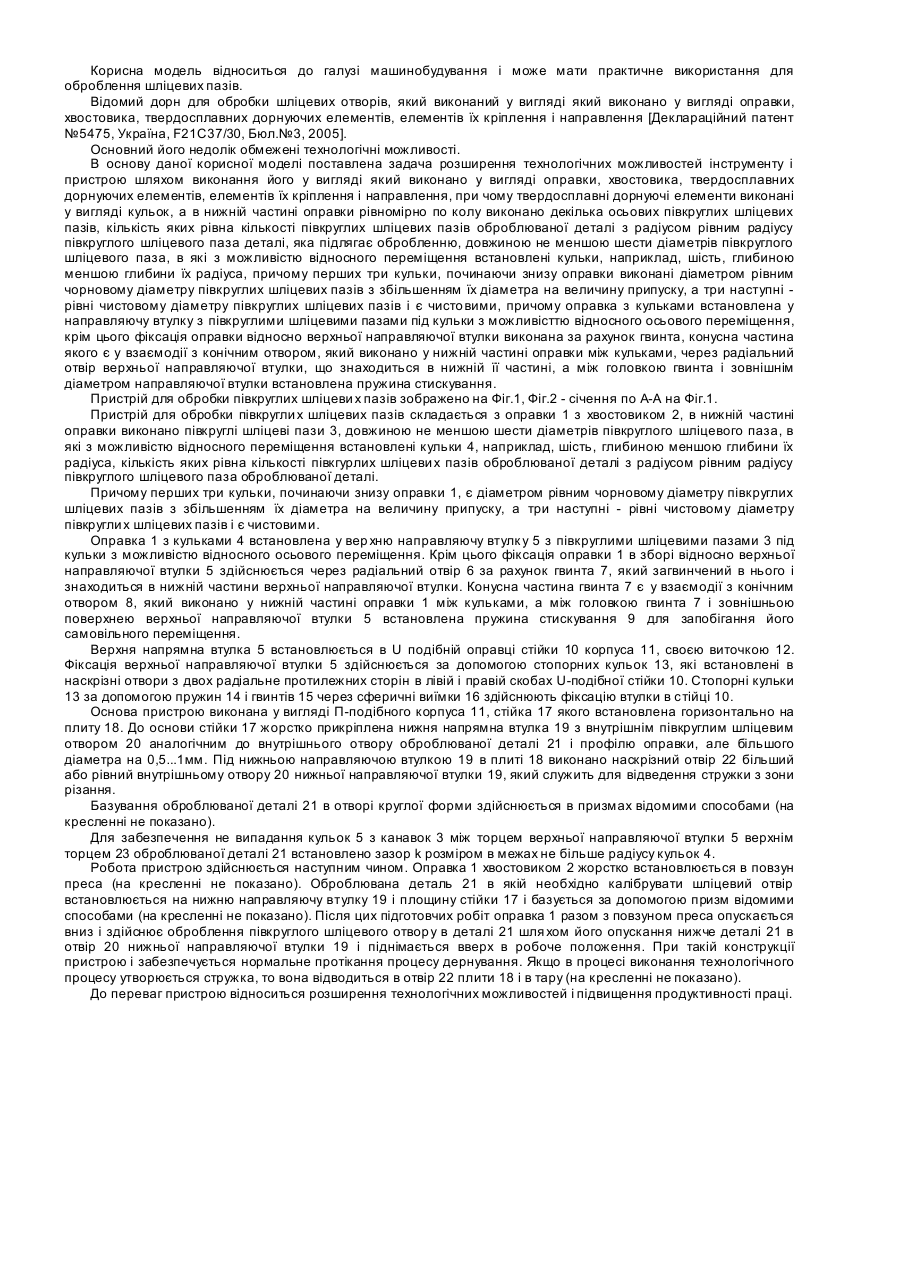
Корисна модель відноситься до галузі машинобудування і може мати практичне використання для оброблення шліцевих пазів. Відомий дорн для обробки шліцевих отворів, який виконаний у вигляді який виконано у вигляді оправки, хвостовика, твердосплавних дорнуючих елементів, елементів їх кріплення і направлення [Деклараційний патент №5475, Україна, F21C37/30, Бюл.№3, 2005]. Основний його недолік обмежені технологічні можливості. В основу даної корисної моделі поставлена задача розширення технологічних можливостей інструменту і пристрою шляхом виконання його у вигляді який виконано у вигляді оправки, хвостовика, твердосплавних дорнуючих елементів, елементів їх кріплення і направлення, при чому твердосплавні дорнуючі елементи виконані у вигляді кульок, а в нижній частині оправки рівномірно по колу виконано декілька осьових півкруглих шліцевих пазів, кількість яких рівна кількості півкруглих шліцевих пазів оброблюваної деталі з радіусом рівним радіусу півкруглого шліцевого паза деталі, яка підлягає обробленню, довжиною не меншою шести діаметрів півкруглого шліцевого паза, в які з можливістю відносного переміщення встановлені кульки, наприклад, шість, глибиною меншою глибини їх радіуса, причому перших три кульки, починаючи знизу оправки виконані діаметром рівним чорновому діаметру півкруглих шліцевих пазів з збільшенням їх діаметра на величину припуску, а три наступні рівні чистовому діаметру півкруглих шліцевих пазів і є чисто вими, причому оправка з кульками встановлена у направляючу втулку з півкруглими шліцевими пазами під кульки з можливісттю відносного осьового переміщення, крім цього фіксація оправки відносно верхньої направляючої втулки виконана за рахунок гвинта, конусна частина якого є у взаємодії з конічним отвором, який виконано у нижній частині оправки між кульками, через радіальний отвір верхньої направляючої втулки, що знаходиться в нижній її частині, а між головкою гвинта і зовнішнім діаметром направляючої втулки встановлена пружина стискування. Пристрій для обробки півкруглих шліцеви х пазів зображено на Фіг.1, Фіг.2 - січення по А-А на Фіг.1. Пристрій для обробки півкругли х шліцевих пазів складається з оправки 1 з хвостовиком 2, в нижній частині оправки виконано півкруглі шліцеві пази 3, довжиною не меншою шести діаметрів півкруглого шліцевого паза, в які з можливістю відносного переміщення встановлені кульки 4, наприклад, шість, глибиною меншою глибини їх радіуса, кількість яких рівна кількості півкгурлих шліцеви х пазів оброблюваної деталі з радіусом рівним радіусу півкруглого шліцевого паза оброблюваної деталі. Причому перших три кульки, починаючи знизу оправки 1, є діаметром рівним чорновому діаметру півкруглих шліцевих пазів з збільшенням їх діаметра на величину припуску, а три наступні - рівні чистовому діаметру півкругли х шліцевих пазів і є чистовими. Оправка 1 з кульками 4 встановлена у вер хню направляючу втулк у 5 з півкруглими шліцевими пазами 3 під кульки з можливістю відносного осьового переміщення. Крім цього фіксація оправки 1 в зборі відносно верхньої направляючої втулки 5 здійснюється через радіальний отвір 6 за рахунок гвинта 7, який загвинчений в нього і знаходиться в нижній частини верхньої направляючої втулки. Конусна частина гвинта 7 є у взаємодії з конічним отвором 8, який виконано у нижній частині оправки 1 між кульками, а між головкою гвинта 7 і зовнішньою поверхнею верхньої направляючої втулки 5 встановлена пружина стискування 9 для запобігання його самовільного переміщення. Верхня напрямна втулка 5 встановлюється в U подібній оправці стійки 10 корпуса 11, своєю виточкою 12. Фіксація верхньої направляючої втулки 5 здійснюється за допомогою стопорних кульок 13, які встановлені в наскрізні отвори з двох радіальне протилежних сторін в лівій і правій скобах U-подібної стійки 10. Стопорні кульки 13 за допомогою пружин 14 і гвинтів 15 через сферичні виїмки 16 здійснюють фіксацію втулки в стійці 10. Основа пристрою виконана у вигляді П-подібного корпуса 11, стійка 17 якого встановлена горизонтально на плиту 18. До основи стійки 17 жорстко прикріплена нижня напрямна втулка 19 з внутрішнім півкруглим шліцевим отвором 20 аналогічним до внутрішнього отвору оброблюваної деталі 21 і профілю оправки, але більшого діаметра на 0,5...1мм. Під нижньою направляючою втулкою 19 в плиті 18 виконано наскрізний отвір 22 більший або рівний внутрішньому отвору 20 нижньої направляючої втулки 19, який служить для відведення стружки з зони різання. Базування оброблюваної деталі 21 в отворі круглої форми здійснюється в призмах відомими способами (на кресленні не показано). Для забезпечення не випадання кульок 5 з канавок 3 між торцем верхньої направляючої втулки 5 верхнім торцем 23 оброблюваної деталі 21 встановлено зазор k розміром в межах не більше радіусу кульок 4. Робота пристрою здійснюється наступним чином. Оправка 1 хвостовиком 2 жорстко встановлюється в повзун преса (на кресленні не показано). Оброблювана деталь 21 в якій необхідно калібрувати шліцевий отвір встановлюється на нижню направляючу втулку 19 і площину стійки 17 і базується за допомогою призм відомими способами (на кресленні не показано). Після цих підготовчих робіт оправка 1 разом з повзуном преса опускається вниз і здійснює оброблення півкруглого шліцевого отвор у в деталі 21 шля хом його опускання нижче деталі 21 в отвір 20 нижньої направляючої втулки 19 і піднімається вверх в робоче положення. При такій конструкції пристрою і забезпечується нормальне протікання процесу дернування. Якщо в процесі виконання технологічного процесу утворюється стружка, то вона відводиться в отвір 22 плити 18 і в тару (на кресленні не показано). До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for processing semicircular splined grooves
Автори англійськоюHevko Bohdan Matviiovych, Dziura Volodymyr Oleksiiovych, Hevko Ivan Bohdanovych
Назва патенту російськоюУстройство для обработки полукруглых шлицевых пазов
Автори російськоюГевко Богдан Матвеевич, Дзюра Владимир Алексеевич, Гевко Иван Богданович
МПК / Мітки
МПК: B21C 37/15
Мітки: пристрій, пазів, шліцевих, обробки, напівкруглих
Код посилання
<a href="https://ua.patents.su/2-22495-pristrijj-dlya-obrobki-napivkruglikh-shlicevikh-paziv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки напівкруглих шліцевих пазів</a>
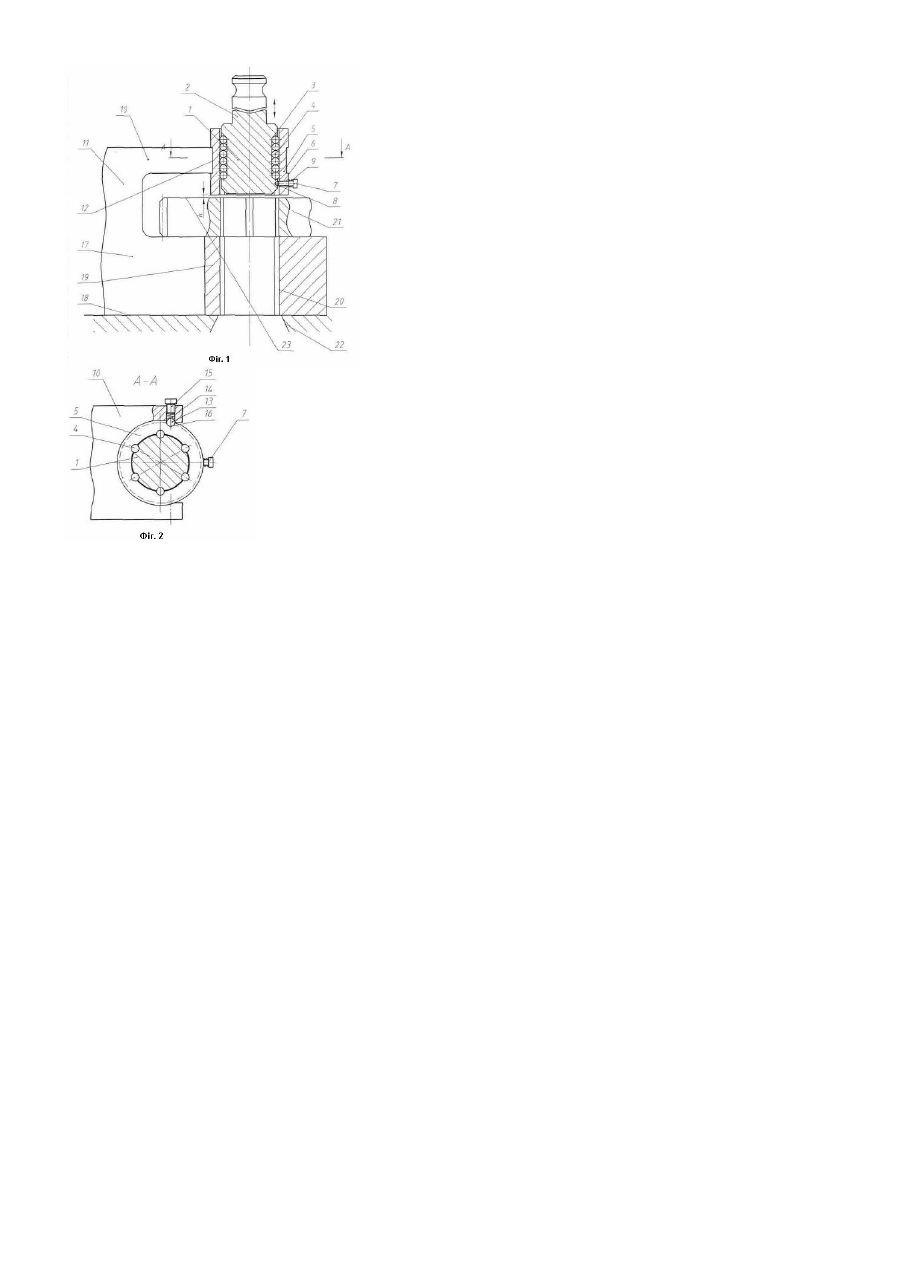
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Любін Микола Володимирович, Нахайчук Олег Вікторович
МПК: B21D 41/00
Мітки: канавок, виготовлення, поверхнях, втулок, внутрішніх, інструмент, шліцевих
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих
Номер патенту: 52927
Опубліковано: 15.01.2003
Автори: Бергер Еміль Григорович, Табацков Вячеслав Петрович, Спінчевський Олександр Миколайович
МПК: B24B 19/00
Мітки: пазів, кривих, фрезерування, безкопірного, пристрій, трансцендентних
Формула / Реферат:
Пристрій для безкопірного фрезерування пазів по трансцендентних кривих, який має основу, ходовий гвинт та стіл для установки патрона, який тримає оброблюваний виріб (заготовку), який відрізняється тим, що з метою безкопірного фрезерування пазів по трансцендентних кривих механізм відтворення пазів виконаний у вигляді двох взаємодіючих між собою зубчастих секторів, один з яких виконаний у вигляді кардіоїди і жорстко зв'язаний з патроном,...
Дорн для обробки шліцьових отворів
Номер патенту: 5475
Опубліковано: 15.03.2005
Автори: Дзюра Володимир Олексійович, Гевко Ігор Богданович, Стойко Ігор Іванович, Вовк Ярослав Юрійович
МПК: B21C 37/06
Мітки: отворів, дорн, обробки, шліцьових
Формула / Реферат:
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні пазів оправки під твердосплавними пластинами встановлені...
Пристрій для виконання пазів у кутових профілях
Номер патенту: 3447
Опубліковано: 15.11.2004
Автори: Сеньків Ігор Володимирович, Бровченко Михайло Іванович, Гаврилін Юрій Давидович
МПК: B27B 9/00
Мітки: пристрій, пазів, виконання, профілях, кутових
Формула / Реферат:
1. Пристрій для виконання пазів у кутових профілях, який містить корпус з ручкою, усередині якого встановлені привід зі шпинделем і знімним дисковим різальним інструментом з кожухом, який відрізняється тим, що корпус оснащений знімною напрямною з прорізом для виходу дискового різального інструмента, установленою з можливістю вертикального переміщення щодо останнього, причому знімна напрямна виконана у вигляді фасонного профілю, кут якого...
Пристрій для вибірки пазів у дерев’яних виробах
Номер патенту: 664
Опубліковано: 16.10.2000
Автор: Колесніков Євген Миколайович
МПК: B27F 1/00
Мітки: пристрій, виробах, пазів, дерев'яних, вибірки
Формула / Реферат:
1. Пристрій для вибірки пазів у дерев'яних виробах, який вміщує стіл з поздовжньою і поперечною напрямними для упорів лінійку, яка має вертикальну стінку, що примикає до торця столу, і вертикальні напрямні, каретку, яка розміщена у вертикальних напрямних лінійки і має привід і інструмент, притискний шток ι обмежувач ходу каретки, встановлені вертикально у закріпленому на лінійці кронштейні, при цьому притискний шток зв'язаний з кареткою...
Попередній патент: Уражаючий елемент несмертельної дії
Наступний патент: Спосіб підвищення прохідності автомобіля
Випадковий патент: Маркер для ідентифікації генетичного локусу стійкості до тобамовірусів в геномі огірка