Дорн для обробки шліцьових отворів
Номер патенту: 5475
Опубліковано: 15.03.2005
Автори: Вовк Ярослав Юрійович, Дзюра Володимир Олексійович, Гевко Ігор Богданович, Стойко Ігор Іванович
Формула / Реферат
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні пазів оправки під твердосплавними пластинами встановлені клини з прямокутними пазами і похилими торцевими поверхнями, які є в контакті з похилими поверхнями притискних пластин, які жорстко закріплені до оправки гвинтами, а зверху на клини встановлені твердосплавні пластини, в яких виконано дві похилі торцеві поверхні, одна з яких є в контакті з похилою поверхнею корпуса, інша - з похилою торцевою поверхнею кожуха, причому твердосплавні пластини і калібруючі пластини обох рядів встановлені одні напроти інших, крім того з двох торців твердосплавні пластини виконані з конструктивними нахилами.
Текст
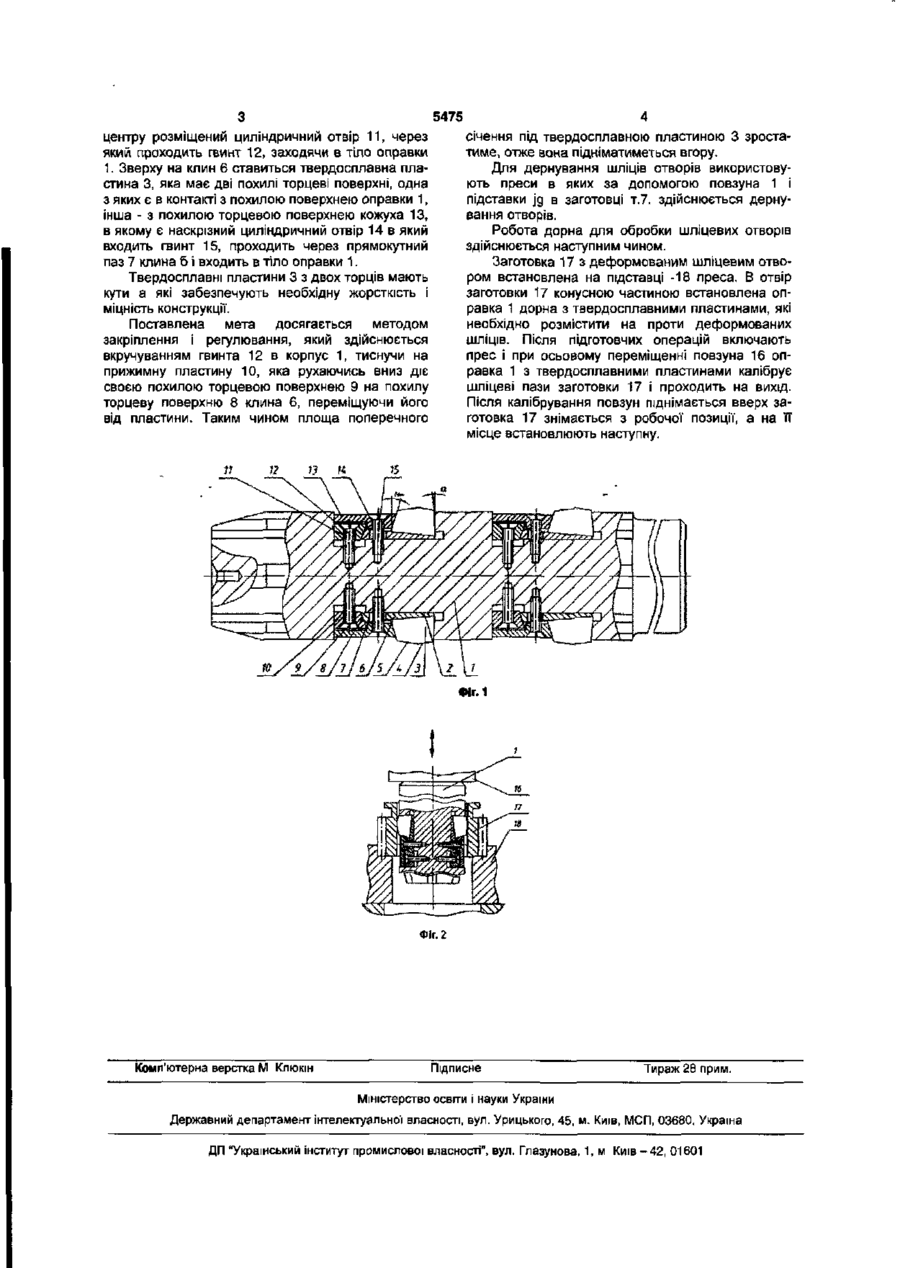
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні лазів оправки під твердосплавними пластинами встановлені клини з прямокутними пазами і похилими торцевими поверхнями, які є в контакті з похилими поверхнями притискних пластин, які жорстко закріплені до оправки гвинтами, а зверху на клини встановлені твердосплавні пластини, в яких виконано дві похилі торцеві поверхні, одна з яких є в контакті з похилою поверхнею корпуса, інша - з похилою торцевою поверхнею кожуха, причому твердосплавні пластини і калібруючі пластини обох рядів встановлені одні напроти інших, крім того з двох торців твердосплавні пластини виконані з конструктивними нахилами. Корисна модель відноситься до металообробки і може бути використаний для обробки шліцевих отворів деталей після термообробки. Відомий дорн для обробки шліцевих отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення [Холмогорцев Ю.П. Оптимизацияпроцессов обработки отверстий. Изд. Машиностроение. М. 1984, рис.86]. Недоліком даного дорну є те, що він не дає можливості регулювання положенням твердосплавної пластини і має обмежені технологічні можливості. В основу даного корисної моделі поставлена задача розширення технологічних можливостей Інструменту і забезпечення регулювання положення твердосплавних пластин. Поставлена задача досягається шляхом виконання дорну для обробки шліцевих отворів у вигляді оправки твердосплавних дорнуючих і кріпильних елементів, елементів направлення вводиться те, що в нижній частині оправки рівномірно по колу в осьові пази встановлені твердосплавні пластини, одні напроти інших, шириною рівною ширині шліців отвору з чорновою і чистовою робочими поверхнями. контакті з похилими поверхнями прижимних пластин, які жорстко закріплені до оправки гвинтами, а зверху на клини втановлені твердосплавні пластини, в яких виконано дві похилі торцеві поверхні, одна з яких є в контакті з похилою поверхнею корпуса, інша - з похилою торцевою поверхнею кожуха, в якому є наскрізний циліндричний отвір в який входить гвинт, проходить через прямокутний паз клина і входить в тіло оправки, при чому твердосплавні і калібруючі пластини обох рядів встановлені одні напроти других, крім тогоз двох торців твердосплавні пластини виконані з конструктивними нахилами. Дорн для калібрування шліцевих отворів зображено на фіг. 1 ,фіг.2-вид на процес дорнування отвору в заготовці. Дорн для калібрування шліцевих отворів складається з оправки 1 в нижній частині якої рівномірно по колу виконано два ряди осьових пазів 2 які-встановлені твердосплавні пластини З шириною рівною ширині шліців отвору з чистовою 4 і чорновою 5 робочими поверхнями. Осьові пази 2, розміщені рівномірно по колу шириною рівною ширині твердосплавних пластин 3. На дно осьового паза 2 оправки 1 встановлено клини 6 з прямокутними пазами 7 І похилою торцевою поверхнею 8, яка є в контакті з похилою поверхнею 9 прижимної пластини 10, в якій по На дні пазів оправки під твердосплавними пластинами встановлені клини з прямокутними пазами і похилими торцевими поверхнями, які є в ю ю 5475 центру розміщений циліндричний отвір 11, через який проходить гвинт 12, заходячи в тіло оправки 1. Зверху на клин 6 ставиться твердосплавна пластина 3, яка має дві похилі торцеві поверхні, одна з яких є в контакті з похилою поверхнею оправки 1, інша - з похилою торцевою поверхнею кожуха 13, в якому є наскрізний циліндричний отвір 14 в який входить гвинт 15, проходить через прямокутний паз 7 клина б і входить в тіло оправки 1. Твердосплавні пластини 3 з двох торців мають кути а які забезпечують необхідну жорсткість і міцність конструкції. Поставлена мета досягається методом закріплення і регулювання, який здійснюється вкручуванням гвинта 12 в корпус 1, тиснучи на прижимну пластину 10, яка рухаючись вниз діє своєю похилою торцевою поверхнею 9 на похилу торцеву поверхню 8 клина 6, переміщуючи його від пластини. Таким чином площа поперечного січення під твердосплавною пластиною 3 зростатиме, отже вона підніматиметься вгору. Для дернування шліців отворів використовують преси в яких за допомогою повзуна 1 і підставки jg в заготовці т.7. здійснюється дернування отворів. Робота дорна для обробки шліцевих отворів здійснюється наступним чином. Заготовка 17 з деформованим шліцевим отвором встановлена на підставці -18 преса. В отвір заготовки 17 конусною частиною встановлена оправка 1 дорна з твердосплавними пластинами, які необхідно розмістити на проти деформованих шліців. Після підготовчих операцій включають прес і при осьовому переміщенні повзуна 16 оправка 1 з твердосплавними пластинами калібрує шліцеві пази заготовки 17 і проходить на вихід. Після калібрування повзун піднімається вверх заготовка 17 знімається з робочої позиції, а на її місце встановлюють наступну. Фіг. 2 Комп'ютерна верстка М Клюкін Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуально) власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for machining of spline holes
Автори англійськоюVovk Yaroslav Yuriiovych, Hevko Ihor Bohdanovych, Dziura Volodymyr Oleksiiovych, Stoiko Ihor Ivanovych
Назва патенту російськоюДорн для обработки шлицевых отверстий
Автори російськоюВовк Ярослав Юрьевич, Гевко Игорь Богданович, Дзюра Владимир Алексеевич, Стойко Игорь Иванович
МПК / Мітки
МПК: B21C 37/06
Мітки: шліцьових, дорн, обробки, отворів
Код посилання
<a href="https://ua.patents.su/2-5475-dorn-dlya-obrobki-shlicovikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Дорн для обробки шліцьових отворів</a>
Інструмент для обробки отворів
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Вовк Юрій Ярославович, Луців Ігор Володимирович
МПК: B23B 51/10
Мітки: отворів, обробки, інструмент
Формула / Реферат:
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
МПК: B23B 29/00
Мітки: інструмент, отворів, глибоких, обробки
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з...
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею
Номер патенту: 55619
Опубліковано: 15.04.2003
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23K 7/00, B23H 1/00, B23H 3/00
Мітки: похилою, електрода-заготовки, обробки, поверхні, отворів, відношенню, стартової, електричною, глухих, спосіб, стрижнів, поверхнею, торцевою, дугою, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою глухих отворів та стрижнів з похилою по відношенню до стартової поверхні електрода-заготовки торцевою поверхнею, при якому робочу рідину прокачують крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку в початковій фазі процесу здійснюють при прокачуванні робочої рідини крізь штучний торцевий міжелектродний зазор, який утворено торцевою поверхнею...
Перфорований вал папероробної машини та пристрій для обробки отворів перфорації
Номер патенту: 61707
Опубліковано: 17.11.2003
Автори: Гура Іван Михайлович, Чернявський Володимир Іванович, Коваль Володимир Костянтинович, Мулін Володимир Іванович
МПК: B23B 51/00, D21F 3/02, D21F 13/00
Мітки: папероробної, перфорований, перфорації, обробки, отворів, машини, вал, пристрій
Формула / Реферат:
1. Перфорований вал папероробної машини, який містить перфоровану обичайку, концентрично розміщену відносно осі цапф, втулки, опорні диски, який відрізняється тим, що торцеві поверхні опорних дисків розміщені врівень із торцевими поверхнями втулок, а торцеві поверхні зовнішніх опорних дисків та втулок розміщені врівень із торцевими поверхнями перфорованої обичайки.2. Пристрій для обробки отворів перфорованого вала папероробної машини,...
Інструмент для обробки глибоких отворів
Номер патенту: 39366
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаєвич, Єськов Олексій Леонтієвич
МПК: B23B 29/00
Мітки: глибоких, інструмент, обробки, отворів
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки , яка має різцетримачі, які установлені діаметрально протилежно з можливостю переміщення відносно геометричної вісі інструмента і несуть різцеві елементи, а також з центрувальної головки та засобів примусового дрібнення стружки, виконаних у вигляді роликів і торцових кулачків, закріплених відповідно на різцетримачах і центрувальній головці, який відрізняється тим, що...
Попередній патент: Пристрій для промивання корисних копалин
Наступний патент: Спосіб установлювання маяка для оздоблювальних робіт
Випадковий патент: Чохол-упаковка для решітки гриля або мангала