Бронефутеровка барабанного млина
Номер патенту: 22745
Опубліковано: 07.04.1998
Автори: Кулагин Георгій Федорович, Бєляєва Лариса Іванівна, Басов Анатолій Іванович, Деревянко Василь Іванович, Дишлевич Ігор Йосипович, Панісько Генадій Миколайович, Малий Юрій Георгійович, Степіна Ала Іллівна, Степін Костянтин Миколайович, Скотаренко Олег Борисович
Формула / Реферат
Бронефутеровка барабанного млина, що складена iз футеровочних елементів із сортового прокату, які мають головку хвилястого профілю з поздовжніми виступами І заглибленнями однакового радіусу кривини по боковинах, основу з поздовжнім пазом та вузла кріплення, яка відрізняється тим, що футеровочні елементи виготовлені з висотою рівною 0,3-0,39 від ширини основи і з глибиною поздовжнього пазу в основі рівною 0,1-0,12 від висоти футеровочного елементу.
Текст
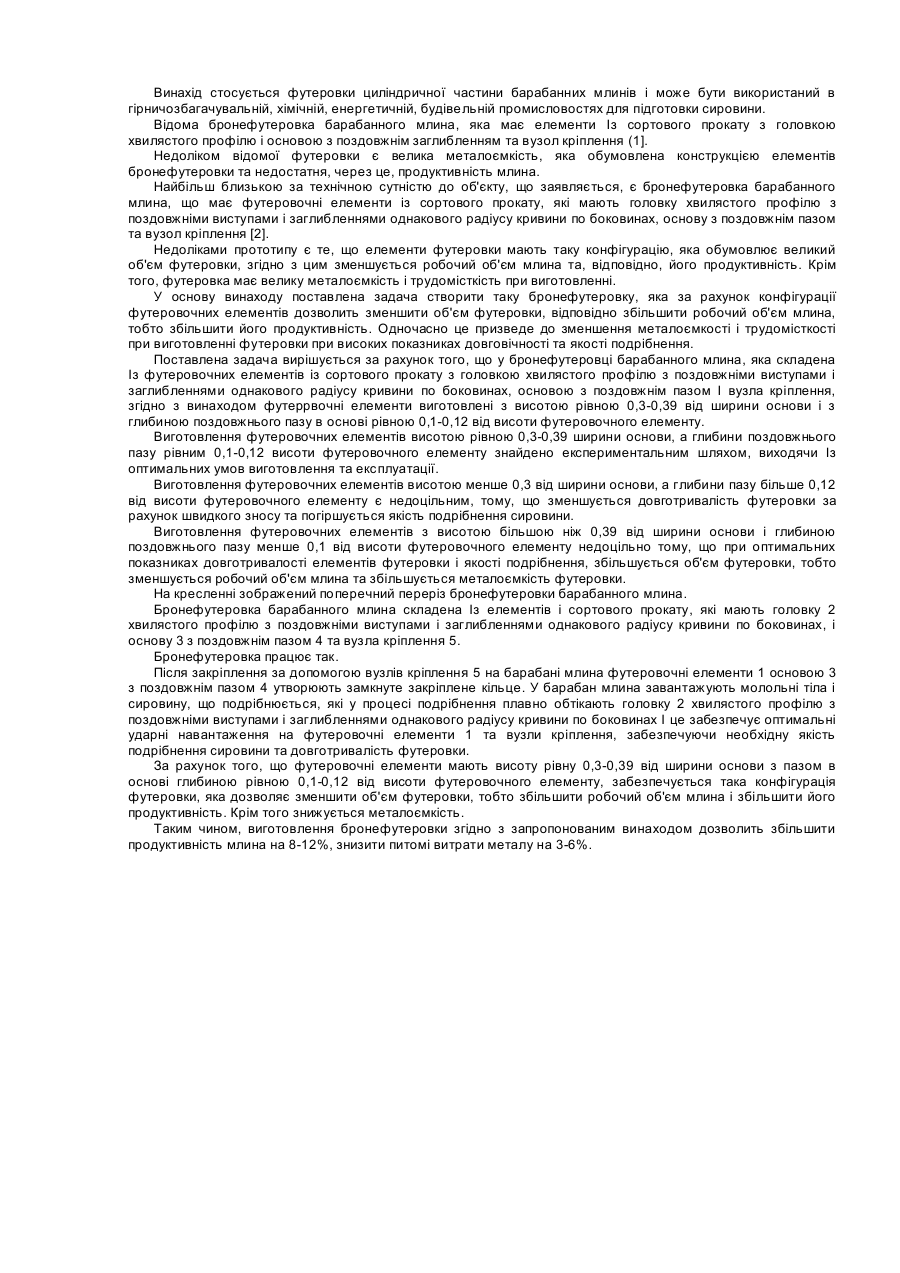
Винахід стосується футеровки циліндричної частини барабанних млинів i може бути використаний в гірничозбагачувальній, хімічній, енергетичній, будівельній промисловостях для підготовки сировини. Відома бронефутеровка барабанного млина, яка має елементи Із сортового прокату з головкою хвилястого профілю і основою з поздовжнім заглибленням та вузол кріплення (1]. Недоліком відомої футеровки є велика металоємкість, яка обумовлена конструкцією елементів бронефутеровки та недостатня, через це, продуктивність млина. Найбільш близькою за технічною сутністю до об'єкту, що заявляється, є бронефутеровка барабанного млина, що має футеровочні елементи із сортового прокату, які мають головку хвилястого профілю з поздовжніми виступами і заглибленнями однакового радіусу кривини по боковинах, основу з поздовжнім пазом та вузол кріплення [2]. Недоліками прототипу є те, що елементи футеровки мають таку конфігурацію, яка обумовлює великий об'єм футеровки, згідно з цим зменшується робочий об'єм млина та, відповідно, його продуктивність. Крім того, футеровка має велику металоємкість і трудомісткість при виготовленні. У основу винаходу поставлена задача створити таку бронефутеровку, яка за рахунок конфігурації футеровочних елементів дозволить зменшити об'єм футеровки, відповідно збільшити робочий об'єм млина, тобто збільшити його продуктивність. Одночасно це призведе до зменшення металоємкості і трудомісткості при виготовленні футеровки при високих показниках довговічності та якості подрібнення. Поставлена задача вирішується за рахунок того, що у бронефутеровці барабанного млина, яка складена Із футеровочних елементів із сортового прокату з головкою хвилястого профілю з поздовжніми виступами і заглибленнями однакового радіусу кривини по боковинах, основою з поздовжнім пазом І вузла кріплення, згідно з винаходом футеррвочні елементи виготовлені з висотою рівною 0,3-0,39 від ширини основи і з глибиною поздовжнього пазу в основі рівною 0,1-0,12 від висоти футеровочного елементу. Виготовлення футеровочних елементів висотою рівною 0,3-0,39 ширини основи, а глибини поздовжнього пазу рівним 0,1-0,12 висоти футеровочного елементу знайдено експериментальним шляхом, виходячи Із оптимальних умов виготовлення та експлуатації. Виготовлення футеровочних елементів висотою менше 0,3 від ширини основи, а глибини пазу більше 0,12 від висоти футеровочного елементу є недоцільним, тому, що зменшується довготривалість футеровки за рахунок швидкого зносу та погіршується якість подрібнення сировини. Виготовлення футеровочних елементів з висотою більшою ніж 0,39 від ширини основи і глибиною поздовжнього пазу менше 0,1 від висоти футеровочного елементу недоцільно тому, що при оптимальних показниках довготривалості елементів футеровки i якості подрібнення, збільшується об'єм футеровки, тобто зменшується робочий об'єм млина та збільшується металоємкість футеровки. На кресленні зображений поперечний переріз бронефутеровки барабанного млина. Бронефутеровка барабанного млина складена Із елементів і сортового прокату, які мають головку 2 хвилястого профілю з поздовжніми виступами і заглибленнями однакового радіусу кривини по боковинах, і основу 3 з поздовжнім пазом 4 та вузла кріплення 5. Бронефутеровка працює так. Після закріплення за допомогою вузлів кріплення 5 на барабані млина футеровочні елементи 1 основою 3 з поздовжнім пазом 4 утворюють замкнуте закріплене кільце. У барабан млина завантажують молольні тіла і сировину, що подрібнюється, які у процесі подрібнення плавно обтікають головку 2 хвилястого профілю з поздовжніми виступами і заглибленнями однакового радіусу кривини по боковинах І це забезпечує оптимальні ударні навантаження на футеровочні елементи 1 та вузли кріплення, забезпечуючи необхідну якість подрібнення сировини та довготривалість футеровки. За рахунок того, що футеровочні елементи мають висоту рівну 0,3-0,39 від ширини основи з пазом в основі глибиною рівною 0,1-0,12 від висоти футеровочного елементу, забезпечується така конфігурація футеровки, яка дозволяє зменшити об'єм футеровки, тобто збільшити робочий об'єм млина і збільшити його продуктивність. Крім того знижується металоємкість. Таким чином, виготовлення бронефутеровки згідно з запропонованим винаходом дозволить збільшити продуктивність млина на 8-12%, знизити питомі витрати металу на 3-6%.
ДивитисяДодаткова інформація
Автори англійськоюStepina Ala Illivna, Dyshlevych Ihor Yosypovych, Kulahin Heorhii Fedorovych, Malyi Yurii Heorhiiovych, Basov Anatolii Ivanovych, Stepin Kostiantyn Mykolaiovych, Beliaeva Larysa Ivanivna
Автори російськоюСтепина Алла Ильинична, Дишлевич Игорь Иосифович, Кулагин Георгий Федорович, Малый Юрий Георгиевич, Басов Анатолий Иванович, Степин Константин Николаевич, Беляева Лариса Ивановна
МПК / Мітки
МПК: B02C 17/22
Мітки: бронефутеровка, барабанного, млина
Код посилання
<a href="https://ua.patents.su/2-22745-bronefuterovka-barabannogo-mlina.html" target="_blank" rel="follow" title="База патентів України">Бронефутеровка барабанного млина</a>
Бронефутеровка барабанного млина
Номер патенту: 21641
Опубліковано: 06.01.1998
Автори: Станков Олександр Павлович, Князєва Людмила Олексіївна, Салацинський Едуард Стефанович, Бродський Сергій Сергійович, Бєляєва Лариса Іванівна, Степіна Ала Іллівна, Степін Костянтин Миколайович, Шаповал Григорій Якович, Юртаєва Ала Дмитрівна
МПК: B02C 17/22
Мітки: млина, барабанного, бронефутеровка
Формула / Реферат:
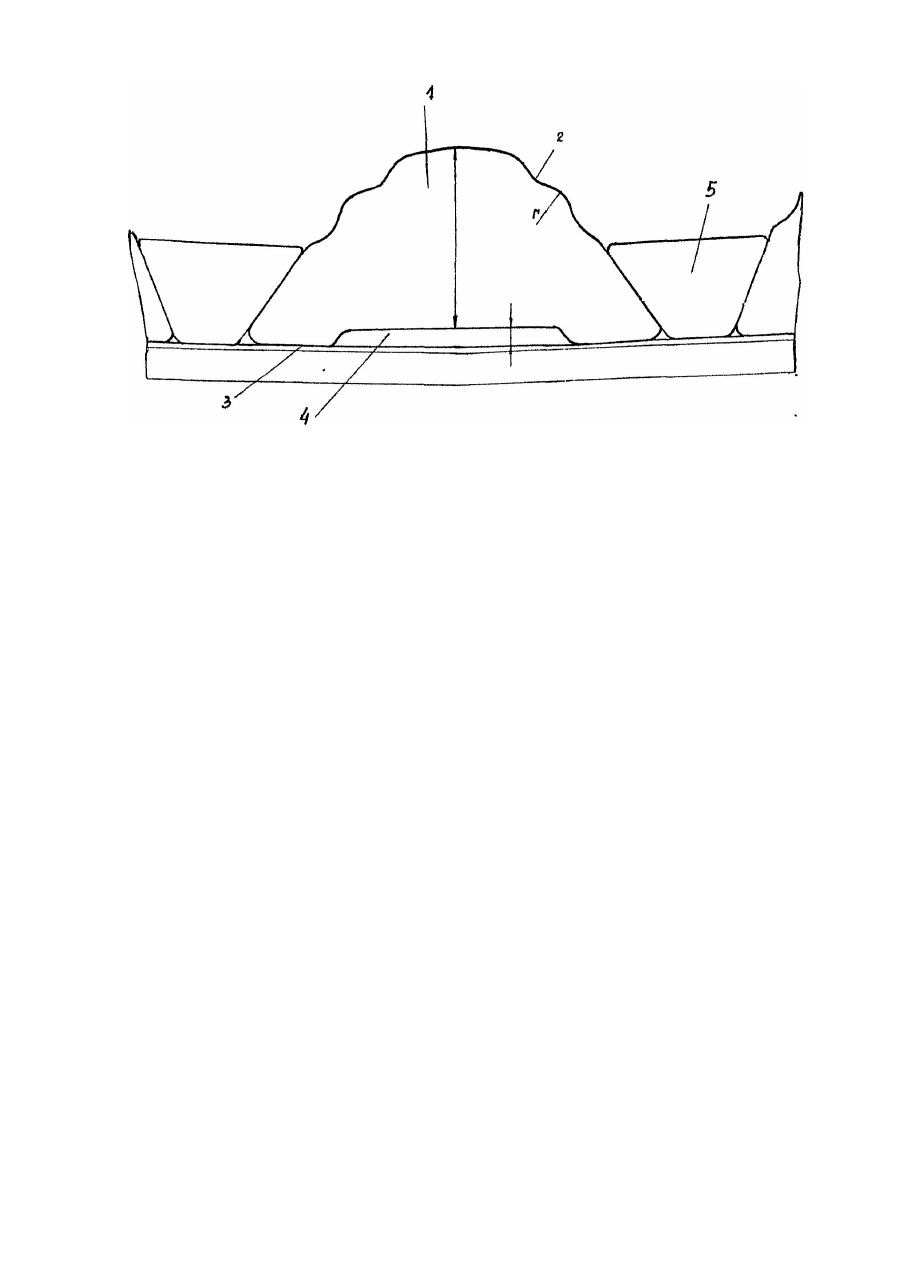
Бронефутеровка барабанного млина, складена із набора кочених бронеплит з індивідуальним кріпленням до барабану млина, які мають робочу поверхню, нахилені, відносно осі бронеплити, бокові грані, основу, кожна бронеплита у поперечному перерізі зроблена увігнутою по радіусу із симетрично розташованими від осі бронеплити ділянками, плавно спряженими з однієї сторони із заглибленнями під болти, яка відрізняється тим, що ділянки з другої сторони...
Бронефутеровка барабанного млина
Номер патенту: 731
Опубліковано: 15.12.1993
Автори: Ютаєв Володимир Олександрович, Деревянко Василь Іванович, Малий Юрій Георгійович, Шпачук Олександр Олександрович, Стьопіна Алла Ільінічна, Поляков Володимир Миколайович, Гавриленко Микола Георгійович, Кокін Володимир Михайлович
МПК: B02C 17/22
Мітки: млина, бронефутеровка, барабанного
Формула / Реферат:
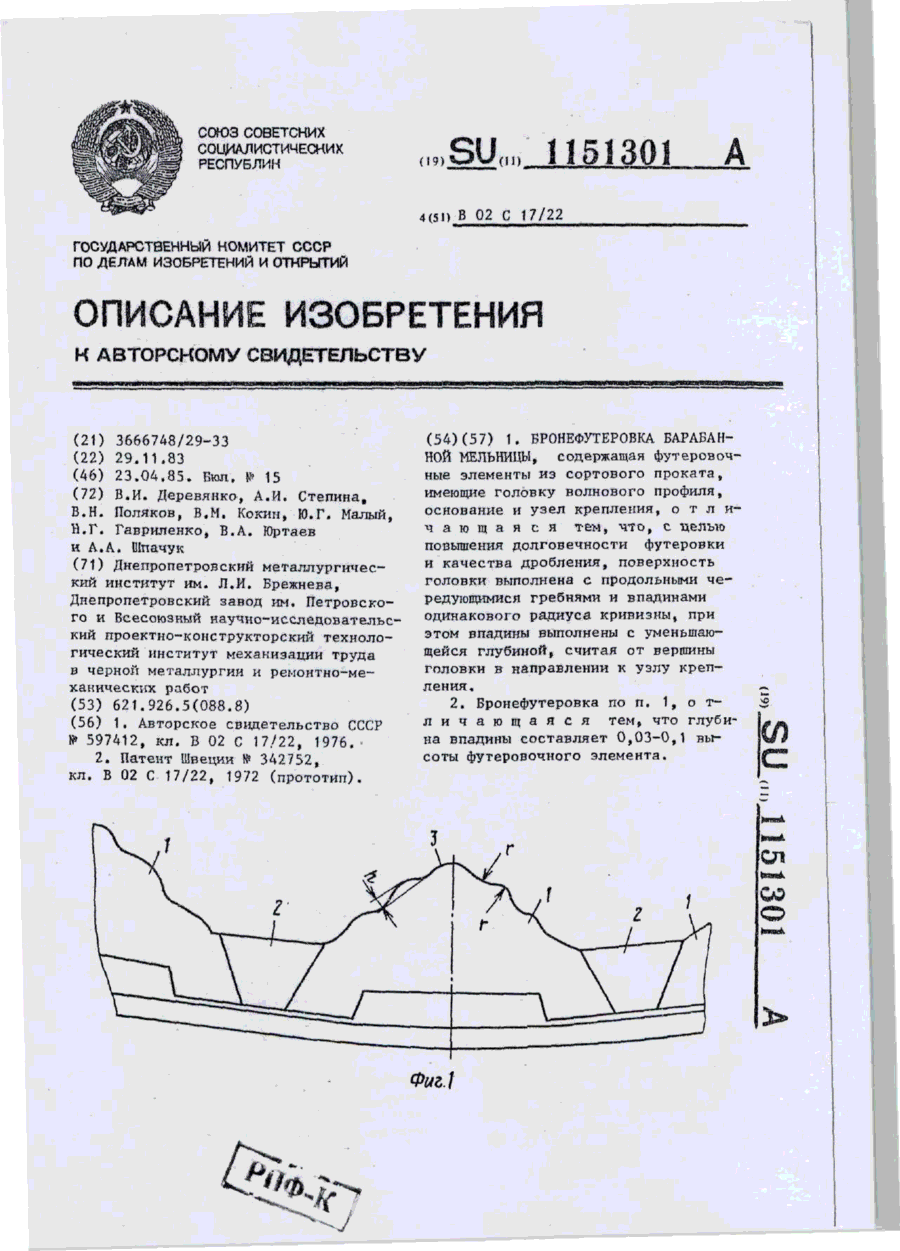
(57) 1. Бронефутеровка барабанной мельницы, содержащая футеровочные элементы из сортового проката, имеющие головку волнового профиля, основание и узел крепления, отличающаяся тем, что, с целью повышения долговечности футеровки и качества дробления, поверхность головки выполнена с продольными чередующимися гребнями и впадинами одинакового радиуса кривизны, при этом впадины выполнены с уменьшающейся глубиной, считая от вершины головки в...
Бронефутеровка барабанного млина

Номер патенту: 483
Опубліковано: 30.04.1993
Автори: Кулагин Георгій Федорович, Степіна Алла Іллівна, Малий Юрій Григорович, Берізка Дмитро Степанович, Іванов Віталій Іванович, Деревянко Василь Іванович, Чупира Олександр Григорович, Кокін Володимир Михайлович, Поляков Володимир Миколайович
МПК: B02C 17/22
Мітки: бронефутеровка, барабанного, млина
Формула / Реферат:
Бронефутеровка барабанной мельницы, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что каждый футеровочный элемент выполнен в виде тавра, содержащего полку, образованную наружной радиальной, внутренними и торцевыми гранями, и стенку, ограниченную торцевыми и боковыми гранями, причем торцевая грань стенки и 0,2-0,6 длины внутренних граней полок расположены водной плоскости.
Бронефутеровка барабанного млина мокрого самоздрібнювання
Номер патенту: 1453
Опубліковано: 25.03.1994
Автори: Ступак Анатолій Петрович, Денисов Віталій Васильович, Марченко Валерій Олександрович, Степіна Алла Іллівна, Бродський Сергій Сергійович, Борисов Юрій Миколайович, Підберезний Микола Петрович, Салацинський Едуард Стефанович, Берізка Дмитро Степанович, Шаповал Григорій Якович, Князіва Людмила Олексіївна
МПК: B02C 17/22
Мітки: самоздрібнювання, мокрого, барабанного, млина, бронефутеровка
Формула / Реферат:
Бронефутеровка барабанной мельницы мокрого самоизмельчения, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что футеровочные элементы выполнены трапецеидального профиля, содержащего полки, ограниченные наружной радиусной, внутренними и торцевыми гранями, причем основание футеровочного элемента ограничено радиусной кривой, а отношение ширины нижних прямолинейных участков полки к ширине основания, высоты к ширине...
Бронеплита для футеровки барабанного млина
Номер патенту: 498
Опубліковано: 30.04.1993
Автори: Мельник Олександр Якович, Рязанцев Василь Якович, Стасюк Ярослав Дмитрович
МПК: B02C 17/22
Мітки: млина, футеровки, бронеплита, барабанного
Формула / Реферат:
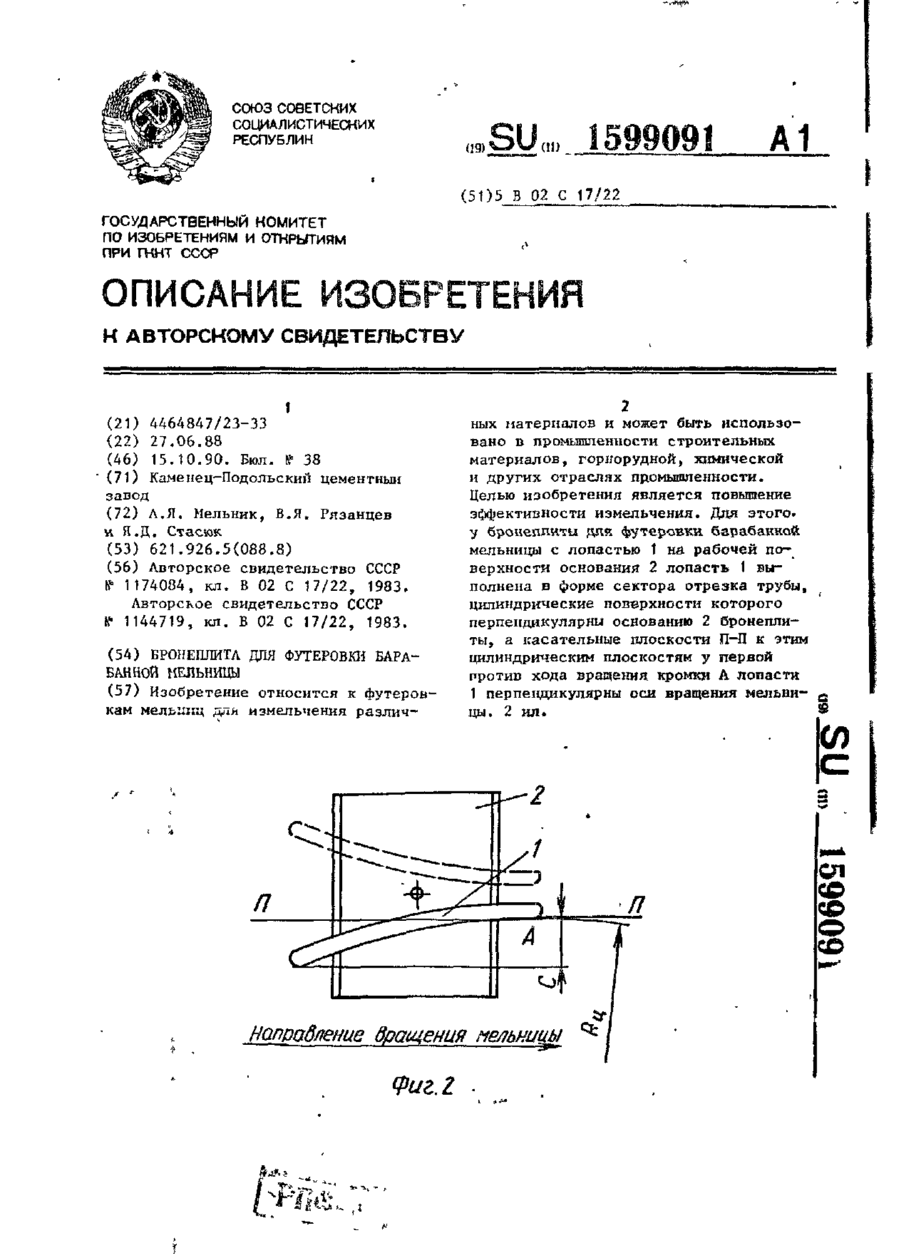
Бронеплита для футеровки барабанной мельницы с лопастью на рабочей поверхности основания, отличающаяся тем, что, с целью повышения эффективности измельчения, лопасть выполнена в форме сектора отрезка трубы, цилиндрические поверхности которого перпендикулярны основанию бронеплиты, а касательные плоскости к этим цилиндрическим поверхностям у первой против хода вращения кромки лопасти перпендикулярны оси вращения мельницы.
Попередній патент: Водний казеїновий клей
Наступний патент: Спосіб підсилення фундаменту, переважно стрічкового
Випадковий патент: Пристрій для обробки даних результатів вимірювань