Контрольний пристрій для заміру параметрів корпусних деталей
Номер патенту: 22755
Опубліковано: 25.04.2007
Автори: Гевко Ігор Богданович, Грабар Андрій Володимирович, Геник Ігор Степанович, Білик Стефанія Григорівна
Формула / Реферат
Контрольний пристрій для заміру параметрів корпусних деталей, який виконаний у вигляді плити з вертикальною стійкою, установного елемента, напрямних, кріпильних і затискних елементів, датчиків з вимірювальними щупами, що під’єднані до аналогово-цифрового перетворювача і комп’ютера, який відрізняється тим, що в центральному отворі плити розміщено корпус гідропластової затискної оправки, яка з можливістю кругового прокручування встановлена у поворотній втулці, а в корпусі виконаний канал з гідропластом з обмежуючим і регулювальними гвинтами і плунжером, на зовнішній частині корпуса затискної оправки розташована затискна тонкостінна втулка, яка зсередини є у взаємодії з гідропластом, а ззовні - з внутрішньою циліндричною поверхнею корпуса, крім того, на штативі, що закріплений у стійці, розміщена штанга з можливістю осьового і радіального переміщення, у внутрішню поверхню якої з можливістю осьового переміщення вміщено напрямну, яка приводиться в рух гвинтом, причому вона взаємодіє з корпусом, на якому розміщено перший датчик зі щупом, другий датчик зі щупом розміщено в осьовому напрямку вздовж штанги, а третій датчик зі щупом розміщений на рухомій втулці, з можливістю осьового переміщення вздовж штатива.
Текст
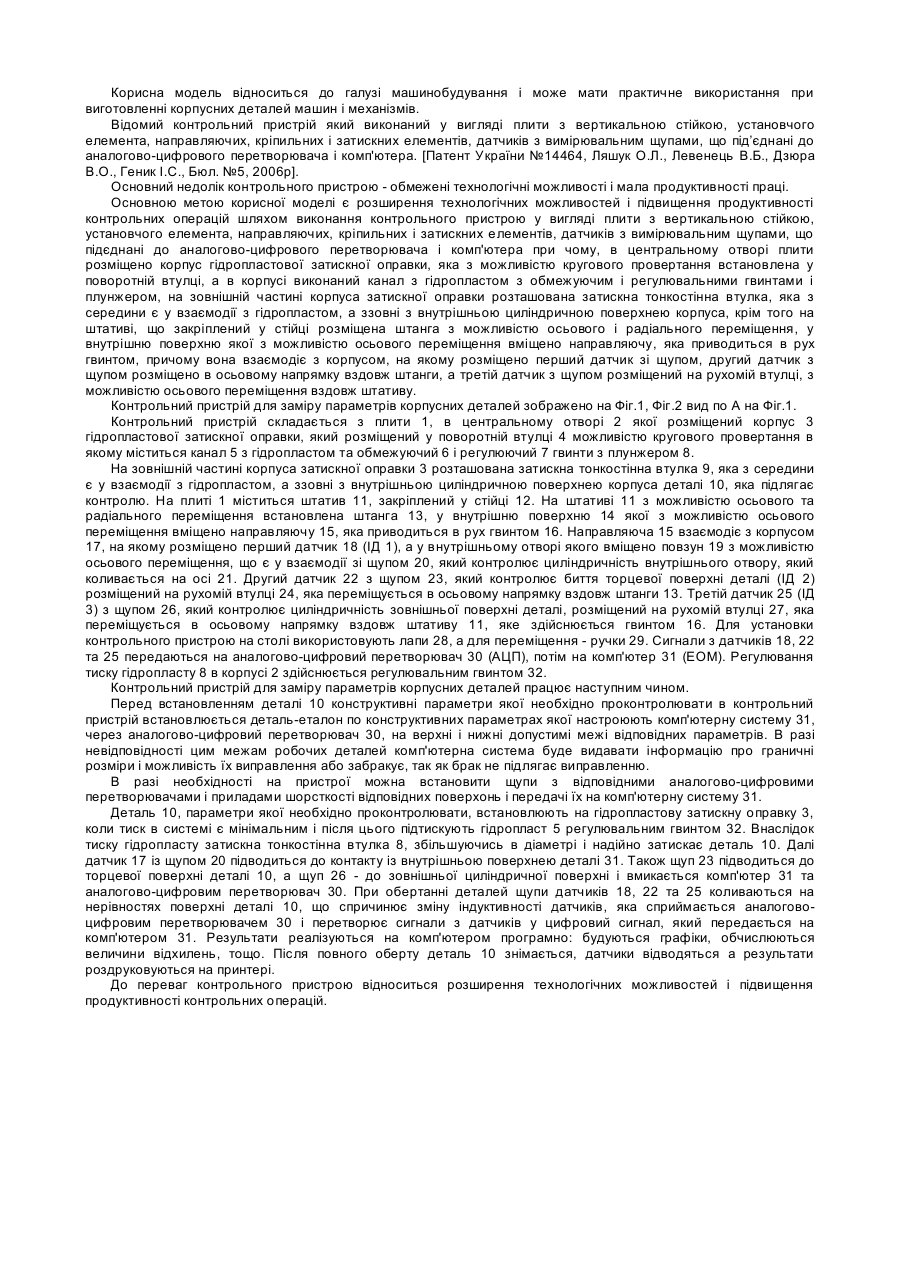
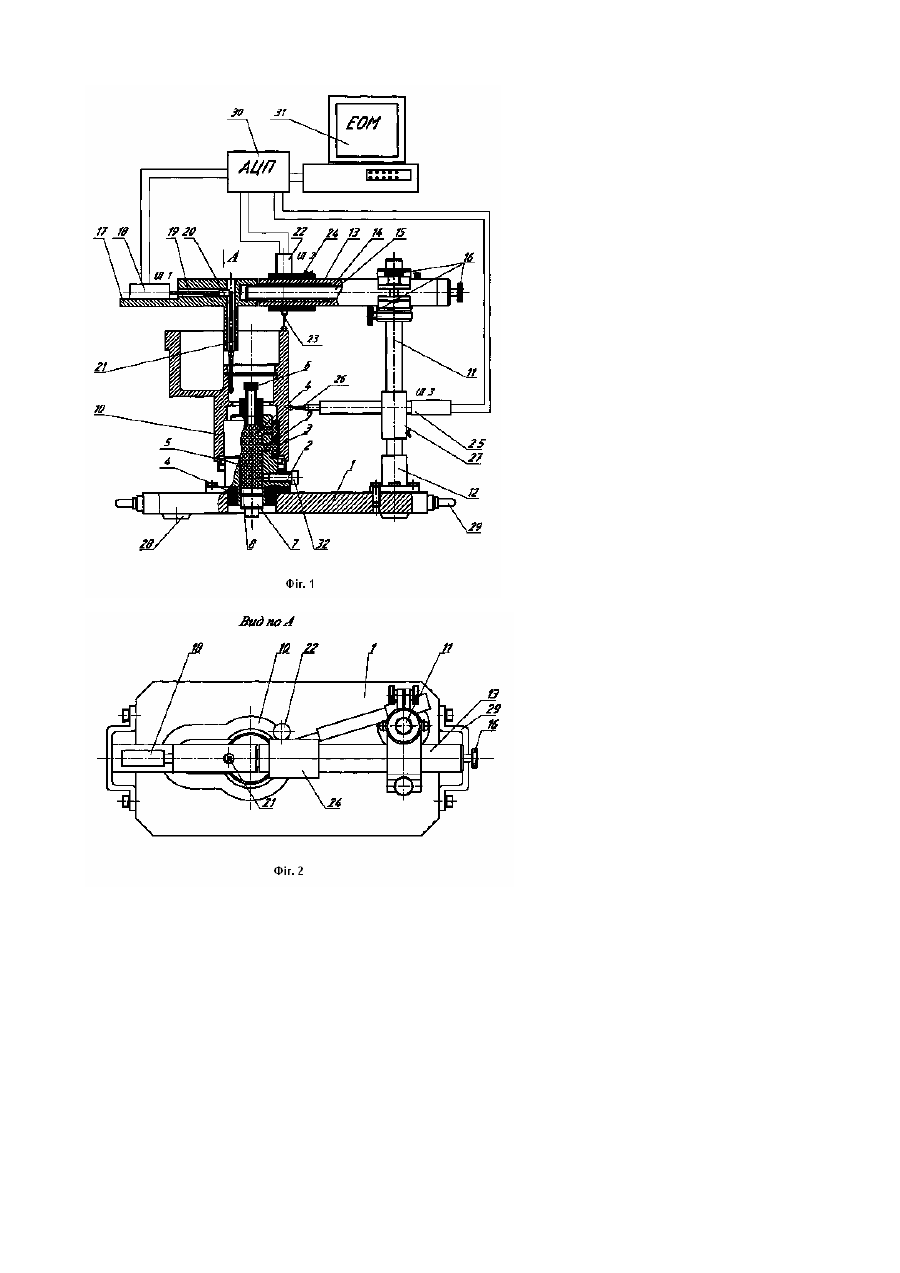
Корисна модель відноситься до галузі машинобудування і може мати практичне використання при виготовленні корпусних деталей машин і механізмів. Відомий контрольний пристрій який виконаний у вигляді плити з вертикальною стійкою, установчого елемента, направляючих, кріпильних і затискних елементів, датчиків з вимірювальним щупами, що під’єднані до аналогово-цифрового перетворювача і комп'ютера. [Патент України №14464, Ляшук О.Л., Левенець В.Б., Дзюра В.О., Геник І.С., Бюл. №5, 2006р]. Основний недолік контрольного пристрою - обмежені технологічні можливості і мала продуктивності праці. Основною метою корисної моделі є розширення технологічних можливостей і підвищення продуктивності контрольних операцій шляхом виконання контрольного пристрою у вигляді плити з вертикальною стійкою, установчого елемента, направляючих, кріпильних і затискних елементів, датчиків з вимірювальним щупами, що підєднані до аналогово-цифрового перетворювача і комп'ютера при чому, в центральному отворі плити розміщено корпус гідропластової затискної оправки, яка з можливістю кругового провертання встановлена у поворотній втулці, а в корпусі виконаний канал з гідропластом з обмежуючим і регулювальними гвинтами і плунжером, на зовнішній частині корпуса затискної оправки розташована затискна тонкостінна втулка, яка з середини є у взаємодії з гідропластом, а ззовні з внутрішньою циліндричною поверхнею корпуса, крім того на штативі, що закріплений у стійці розміщена штанга з можливістю осьового і радіального переміщення, у внутрішню поверхню якої з можливістю осьового переміщення вміщено направляючу, яка приводиться в рух гвинтом, причому вона взаємодіє з корпусом, на якому розміщено перший датчик зі щупом, другий датчик з щупом розміщено в осьовому напрямку вздовж штанги, а третій датчик з щупом розміщений на рухомій втулці, з можливістю осьового переміщення вздовж штативу. Контрольний пристрій для заміру параметрів корпусних деталей зображено на Фіг.1, Фіг.2 вид по А на Фіг.1. Контрольний пристрій складається з плити 1, в центральному отворі 2 якої розміщений корпус 3 гідропластової затискної оправки, який розміщений у поворотній втулці 4 можливістю кругового провертання в якому міститься канал 5 з гідропластом та обмежуючий 6 і регулюючий 7 гвинти з плунжером 8. На зовнішній частині корпуса затискної оправки 3 розташована затискна тонкостінна втулка 9, яка з середини є у взаємодії з гідропластом, а ззовні з внутрішньою циліндричною поверхнею корпуса деталі 10, яка підлягає контролю. На плиті 1 міститься штатив 11, закріплений у стійці 12. На штативі 11 з можливістю осьового та радіального переміщення встановлена штанга 13, у внутрішню поверхню 14 якої з можливістю осьового переміщення вміщено направляючу 15, яка приводиться в рух гвинтом 16. Направляюча 15 взаємодіє з корпусом 17, на якому розміщено перший датчик 18 (ІД 1), а у внутрішньому отворі якого вміщено повзун 19 з можливістю осьового переміщення, що є у взаємодії зі щупом 20, який контролює циліндричність внутрішнього отвору, який коливається на осі 21. Другий датчик 22 з щупом 23, який контролює биття торцевої поверхні деталі (ІД 2) розміщений на рухомій втулці 24, яка переміщується в осьовому напрямку вздовж штанги 13. Третій датчик 25 (ІД 3) з щупом 26, який контролює циліндричність зовнішньої поверхні деталі, розміщений на рухомій втулці 27, яка переміщується в осьовому напрямку вздовж штативу 11, яке здійснюється гвинтом 16. Для установки контрольного пристрою на столі використовують лапи 28, а для переміщення - ручки 29. Сигнали з датчиків 18, 22 та 25 передаються на аналогово-цифровий перетворювач 30 (АЦП), потім на комп'ютер 31 (ЕОМ). Регулювання тиску гідропласту 8 в корпусі 2 здійснюється регулювальним гвинтом 32. Контрольний пристрій для заміру параметрів корпусних деталей працює наступним чином. Перед встановленням деталі 10 конструктивні параметри якої необхідно проконтролювати в контрольний пристрій встановлюється деталь-еталон по конструктивних параметрах якої настроюють комп'ютерну систему 31, через аналогово-цифровий перетворювач 30, на верхні і нижні допустимі межі відповідних параметрів. В разі невідповідності цим межам робочих деталей комп'ютерна система буде видавати інформацію про граничні розміри і можливість їх виправлення або забракує, так як брак не підлягає виправленню. В разі необхідності на пристрої можна встановити щупи з відповідними аналогово-цифровими перетворювачами і приладами шорсткості відповідних поверхонь і передачі їх на комп'ютерну систему 31.Деталь 10, параметри якої необхідно проконтролювати, встановлюють на гідропластову затискну оправку 3, коли тиск в системі є мінімальним і після цього підтискують гідропласт 5 регулювальним гвинтом 32. Внаслідок тиску гідропласту затискна тонкостінна втулка 8, збільшуючись в діаметрі і надійно затискає деталь 10. Далі датчик 17 із щупом 20 підводиться до контакту із внутрішньою поверхнею деталі 31. Також щуп 23 підводиться до торцевої поверхні деталі 10, а щуп 26 - до зовнішньої циліндричної поверхні і вмикається комп'ютер 31 та аналогово-цифровим перетворювач 30. При обертанні деталей щупи датчиків 18, 22 та 25 коливаються на нерівностях поверхні деталі 10, що спричинює зміну індуктивності датчиків, яка сприймається аналоговоцифровим перетворювачем 30 і перетворює сигнали з датчиків у цифровий сигнал, який передається на комп'ютером 31. Результати реалізуються на комп'ютером програмнo: будуються графіки, обчислюються величини відхилень, тощо. Після повного оберту деталь 10 знімається, датчики відводяться а результати роздруковуються на принтері. До переваг контрольного пристрою відноситься розширення технологічних можливостей і підвищення продуктивності контрольних операцій.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for measuring dimensions of base members
Автори англійськоюHevko Ihor Bohdanovych, Bilyk Stefania Hryhorivna, Henyk Ihor Stepanovych, Hrabar Andrii Volodymyrovych
Назва патенту російськоюУстройство для измерения размеров корпусных деталей
Автори російськоюГевко Игорь Богданович, Билык Стефания Григорьевна, Геник Игорь Степанович, Грабар Андрей Владимирович
МПК / Мітки
МПК: G01B 3/00
Мітки: корпусних, параметрів, контрольний, пристрій, деталей, заміру
Код посилання
<a href="https://ua.patents.su/2-22755-kontrolnijj-pristrijj-dlya-zamiru-parametriv-korpusnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Контрольний пристрій для заміру параметрів корпусних деталей</a>
Контрольний пристрій для заміру конструктивних параметрів деталей типу “тіл обертання”
Номер патенту: 14464
Опубліковано: 15.05.2006
Автори: Ляшук Олег Леонтійович, Дзюра Володимир Олексійович, Геник Ігор Степанович, Левенець Володимир Богданович, Колісник Олег Анатолійович
МПК: G01B 3/20
Мітки: конструктивних, типу, пристрій, контрольний, деталей, обертання, тіл, заміру, параметрів
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів деталей типу «тіл обертання», який виконано у вигляді основи з вертикальною стійкою, установного елемента у вигляді вала і затискних елементів, індикаторної головки з вимірювальним щупом, напрямними і кріпильними елементами, який відрізняється тим, що вал консольно встановлений у вертикальну стійку типу "ластівчина хвоста" в підшипниках кочення з можливістю обертання, на валу...
Контрольний пристрій для заміру конструктивних параметрів шнека
Номер патенту: 52272
Опубліковано: 16.12.2002
Автори: Гудь Віктор Зеновійович, Пилипець Михайло Ількович, Драган Андрій Петрович, Лясота Оксана Михайлівна, Лещук Роман Ярославович
МПК: G01B 21/02, G01B 5/00, G01B 3/20
Мітки: пристрій, конструктивних, параметрів, заміру, контрольний, шнека
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів шнека, який виконаний у вигляді плити-основи, штанги і рухомої каретки, яка встановлена на напрямних з можливістю осьового переміщення, механізму приводу, вимірювального перетворювача і пристрою обробки та видачі результатів вимірювання, який відрізняється тим, що з лівого боку плити-основи встановлено кроковий електродвигун, вал якого жорстко з'єднаний з лівим кінцем вала...
Контрольний пристрій для заміру конструктивних параметрів шнеків
Номер патенту: 22781
Опубліковано: 25.04.2007
Автори: Гевко Іван Богданович, Новосад Іван Ярославович, Драган Андрій Петрович, Колесник Олег Анатолійович
МПК: G01B 3/02
Мітки: конструктивних, шнеків, контрольний, пристрій, параметрів, заміру
Формула / Реферат:
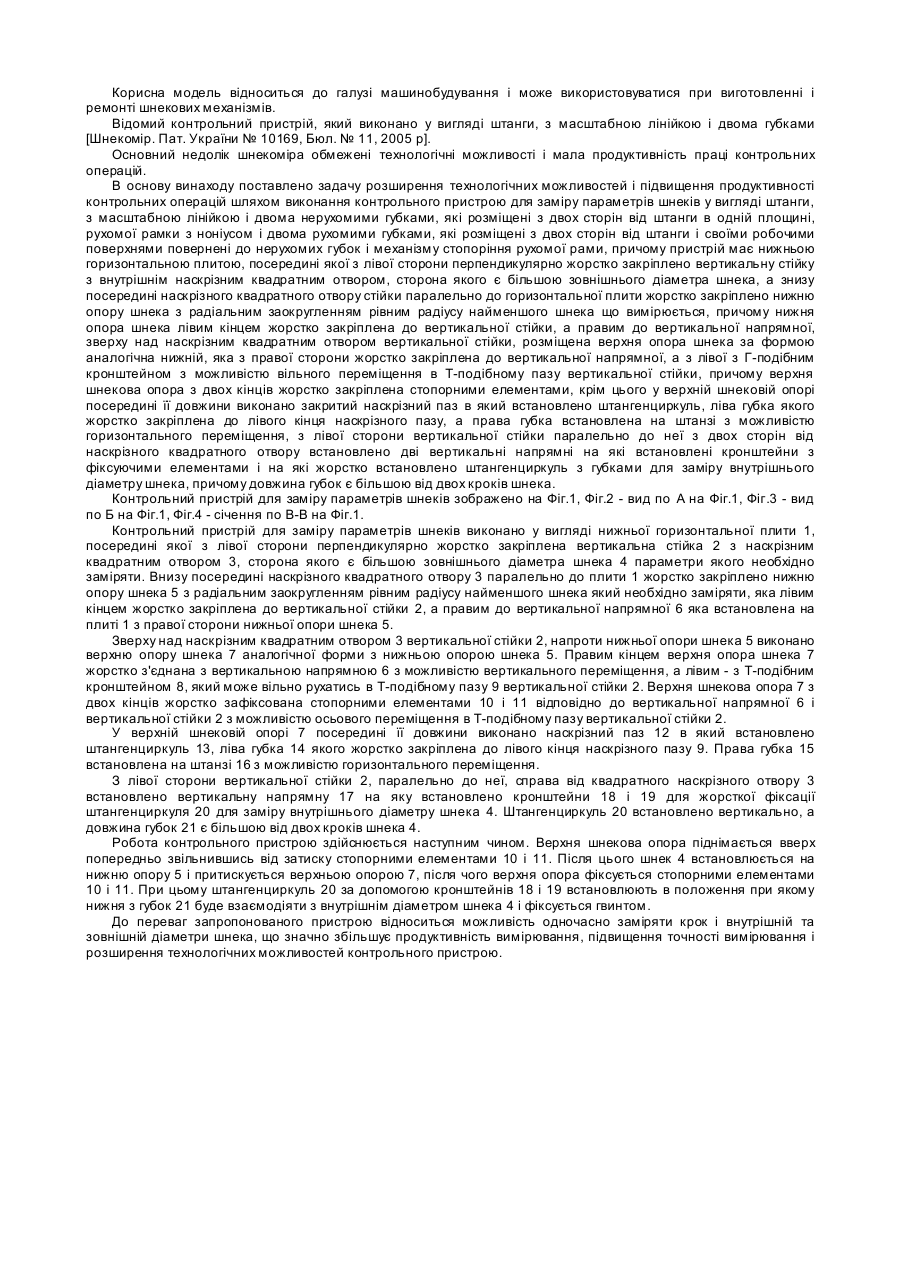
Контрольний пристрій для заміру конструктивних параметрів шнеків, який виконаний у вигляді штанги з масштабною лінійкою і двома губками, який відрізняється тим, що пристрій має нижню горизонтальну плиту, посередині якої з лівої сторони перпендикулярно жорстко закріплено вертикальну стійку з наскрізним квадратним отвором, сторона якого є більшою зовнішнього діаметра шнека, а знизу посередині наскрізного квадратного отвору стійки, паралельно до...
Індикаторний нутромір для заміру параметрів кільцевих канавок
Номер патенту: 65901
Опубліковано: 15.04.2004
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович
МПК: G01B 3/22
Мітки: заміру, індикаторний, канавок, нутромір, параметрів, кільцевих
Формула / Реферат:
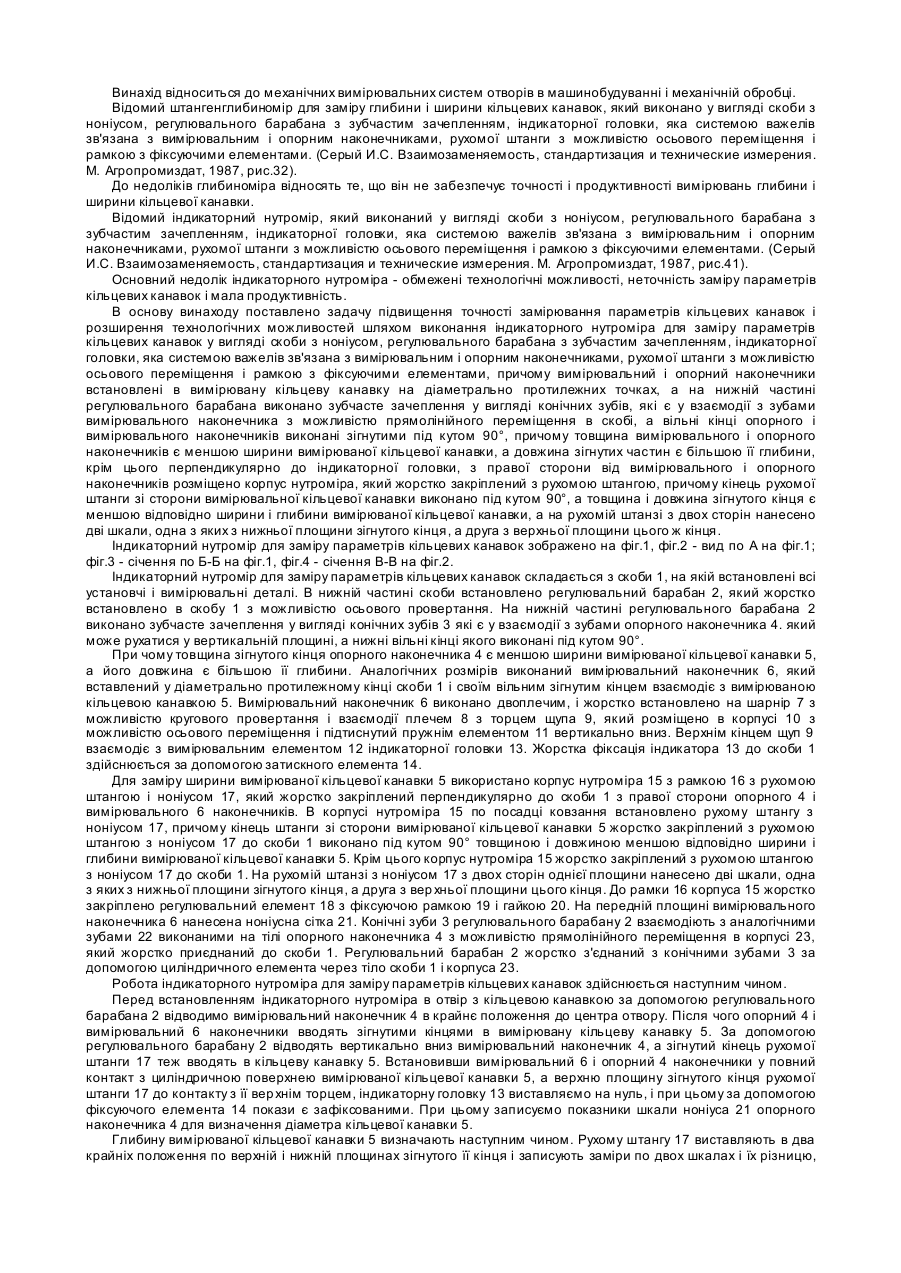
Індикаторний нутромір для заміру параметрів кільцевих канавок, який виконаний у вигляді скоби з ноніусом, регулювального барабана з зубчастим зачепленням, індикаторної головки, яка системою важелів зв'язана з вимірювальним і опорним наконечниками, рухомої штанги з можливістю осьового переміщення і рамкою з фіксуючими елементами, який відрізняється тим, що вимірний і опорний наконечники встановлені у вимірювану кільцеву канавку на діаметрально...
Пристрій для розточування кільцевих канавок в отворах корпусних деталей
Номер патенту: 52117
Опубліковано: 16.12.2002
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович
МПК: B23B 41/00, B23B 35/00
Мітки: корпусних, розточування, отворах, канавок, деталей, кільцевих, пристрій
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальнo розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з відповідними пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим,...
Попередній патент: Спосіб ранньої діагностики атеросклерозу
Наступний патент: Оправка для волочіння труб
Випадковий патент: Диференційний підсилювач