Пристрій для розточування кільцевих канавок в отворах корпусних деталей
Номер патенту: 52117
Опубліковано: 16.12.2002
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович
Формула / Реферат
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальнo розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з відповідними пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим, що розточувальні різці є в контакті між собою площинами зі сторони переднього кута, причому в кожному із розточувальних різців виконані пази спеціальної форми, утворені спряженням параболи, розміщеної з боку вершини різця і частини вкороченого еліпса, мала вісь якого є паралельною до напрямку їх руху у вихідному положенні розточувальних різців, пази спеціальної форми є у взаємодії з еліпсною оправкою, що виконана на кінці хвостовика, за рахунок чого розточувальний різець має радіальний виліт інструменту в залежності від кута провороту ![]() хвостовика відносно втулки, де
хвостовика відносно втулки, де ![]() і
і ![]() - відповідно велика і мала півосі еліпсної оправки, Х - величина радіального вильоту розточувального різця в радіальному напрямку, а гвинти є у взаємодії з косими пазами, що виконані у хвостовику з кутом підйому спіралі
- відповідно велика і мала півосі еліпсної оправки, Х - величина радіального вильоту розточувального різця в радіальному напрямку, а гвинти є у взаємодії з косими пазами, що виконані у хвостовику з кутом підйому спіралі ![]() , де А - величина розгортки косого паза при його провороті на кут підйому, D - діаметр хвостовика, на якому виконано косий паз,
, де А - величина розгортки косого паза при його провороті на кут підйому, D - діаметр хвостовика, на якому виконано косий паз, ![]() - величина кута провороту хвостовика відносно центрувальної втулки в градусах, записана десятковим дробом, причому кутова величина провороту хвостовика є більшою у косих пазах хвостовика, ніж глибина канавок в розточуваному отворі центральної втулки.
- величина кута провороту хвостовика відносно центрувальної втулки в градусах, записана десятковим дробом, причому кутова величина провороту хвостовика є більшою у косих пазах хвостовика, ніж глибина канавок в розточуваному отворі центральної втулки.
Текст
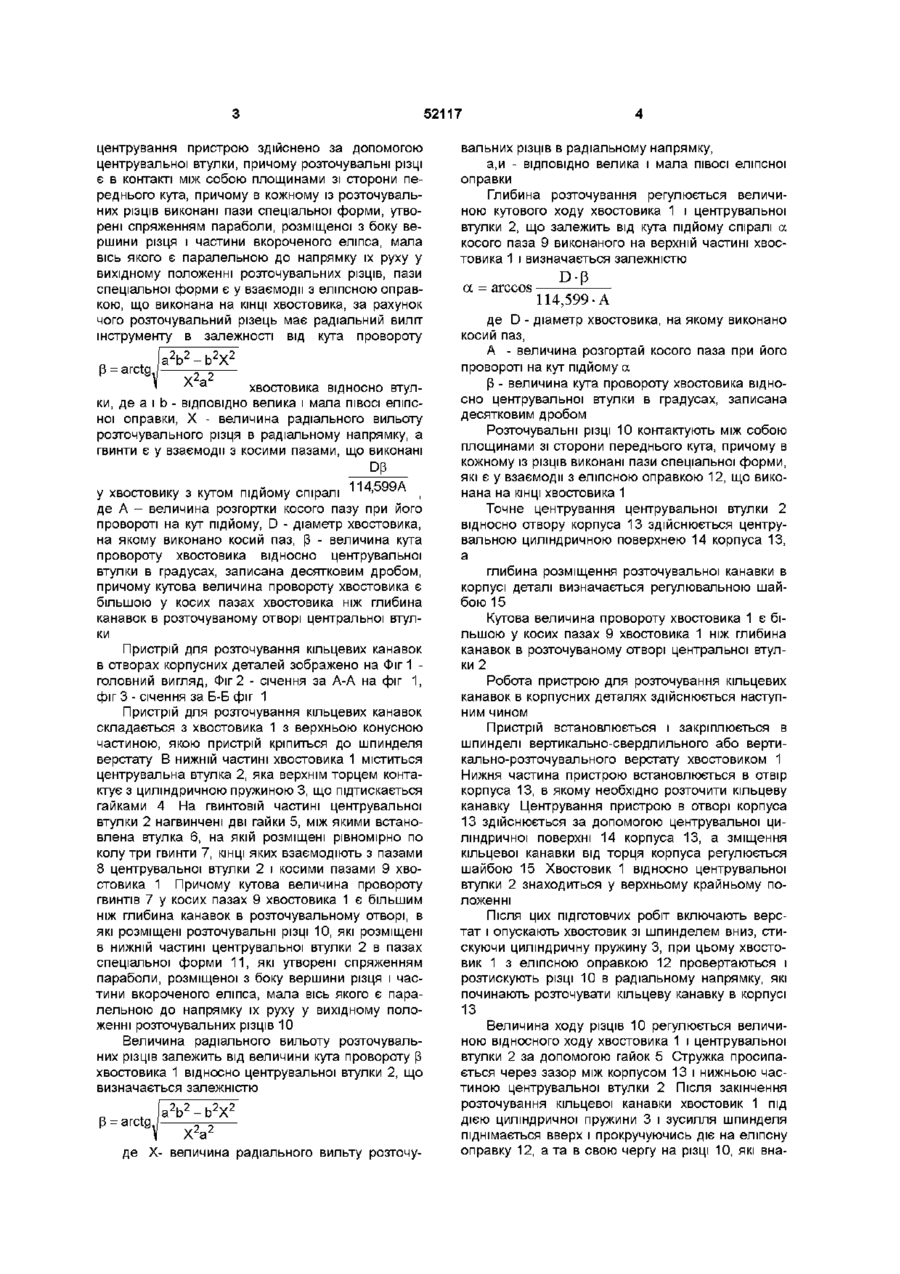
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з ВІДПОВІДНИМИ пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим, що розточувальні різці є в контакті між собою площинами зі сторони переднього кута, причому в кожному із розточувальних різців виконані пази спеціальної форми, утворені спряженням параболи, розміщеної з боку вершини різця і частини вкороченого еліпса, мала вісь якого є паралельною до напрямку їх руху у вихідному положенні розточувальних різців, пази спеціальної форми є у взаємодії з еліпсною оправкою, що виконана на КІНЦІ хвостовика, за рахунок чого розточувальний різець має радіальний виліт інструменту в залежності від кута провороту Винахід відноситься до галузі машинобудування і може мати широке використання для розточування кільцевих канавок в отворах корпусних деталей під манжети, стопорні кільця та інше Відомий пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою в нижній частині якої радіальне розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з ВІДПОВІДНИМИ пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу (Гевко Б М , та ІНШІ "Механізми з гвинтовими пристроями", Львів, видавництво "Світ", рис 6 10, 1993р) Основний недолік вищевказаного пристрою полягає в тому, що він не забезпечує надійного відведення різців у вихідне положення при їх розточуванні В основу винаходу поставлено задачу підвищення надійності виконання технологічного процесу шляхом виконання пристрою для розточування кільцевих канавок в отворах корпусних деталей у вигляді хвостовика, що є в контакті з центрувальною втулкою в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з ВІДПОВІДНИМИ пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою хвостовика, що є в контакті з центрувальною втулкою в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені пальці, які є в контакті з ВІДПОВІДНИМИ пазами хвостовика і центрувальної втулки, а = arctg хвостовика відносно XV втулки, де а і b - ВІДПОВІДНО велика і мала ПІВОСІ еліпсної оправки, X - величина радіального вильоту розточувального різця в радіальному напрямку, а гвинти є у взаємодії з косими пазами, що виконані у хвостовику з кутом підйому спіралі а = arccos 114,599 А , де А - величина розгорт ки косого паза при його провороті на кут підйому, D - діаметр хвостовика, на якому виконано косий паз, р - величина кута провороту хвостовика відносно центрувальної втулки в градусах, записана десятковим дробом, причому кутова величина провороту хвостовика є більшою у косих пазах хвостовика, ніж глибина канавок в розточуваному отворі центральної втулки ю 52117 центрування пристрою здійснено за допомогою центрувальної втулки, причому розточувальні різці є в контакті між собою площинами зі сторони переднього кута, причому в кожному із розточувальних різців виконані пази спеціальної форми, утворені спряженням параболи, розміщеної з боку вершини різця і частини вкороченого еліпса, мала вісь якого є паралельною до напрямку їх руху у вихідному положенні розточувальних різців, пази спеціальної форми є у взаємодії з еліпсною оправкою, що виконана на КІНЦІ хвостовика, за рахунок чого розточувальний різець має радіальний виліт інструменту в залежності від кута провороту = arctg 2V2 .2и2 azbz-bzX 2 Х а 2 хвостовика відносно втул ки, де а і b - ВІДПОВІДНО велика і мала ПІВОСІ еліпс ної оправки, X - величина радіального вильоту розточувального різця в радіальному напрямку, а гвинти є у взаємодії з косими пазами, що виконані Dp у хвостовику з кутом підйому спіралі де А - величина розгортки косого пазу при його провороті на кут підйому, D - діаметр хвостовика, на якому виконано косий паз, [3 - величина кута провороту хвостовика відносно центрувальної втулки в градусах, записана десятковим дробом, причому кутова величина провороту хвостовика є більшою у косих пазах хвостовика ніж глибина канавок в розточуваному отворі центральної втулки Пристрій для розточування кільцевих канавок в отворах корпусних деталей зображено на Фіг 1 головний вигляд, Фіг 2 - січення за А-А на фіг 1, фіг 3 - січення за Б-Б фіг 1 Пристрій для розточування кільцевих канавок складається з хвостовика 1 з верхньою конусною частиною, якою пристрій кріпиться до шпинделя верстату В нижній частині хвостовика 1 міститься центрувальна втулка 2, яка верхнім торцем контактує з циліндричною пружиною 3, що підтискається гайками 4 На гвинтовій частині центрувальної втулки 2 нагвинчені дві гайки 5, між якими встановлена втулка 6, на якій розміщені рівномірно по колу три гвинти 7, КІНЦІ яких взаємодіють з пазами 8 центрувальної втулки 2 і косими пазами 9 хвостовика 1 Причому кутова величина провороту гвинтів 7 у косих пазах 9 хвостовика 1 є більшим ніж глибина канавок в розточувальному отворі, в які розміщені розточувальні різці 10, які розміщені в нижній частині центрувальної втулки 2 в пазах спеціальної форми 1 1 , які утворені спряженням параболи, розміщеної з боку вершини різця і частини вкороченого еліпса, мала вісь якого є паралельною до напрямку їх руху у вихідному положенні розточувальних різців 10 Величина радіального вильоту розточувальних різців залежить від величини кута провороту [З хвостовика 1 відносно центрувальної втулки 2, що визначається залежністю = arctg де .2u2 V a z b z - b z2X 2 X2a2 Х- величина радіального вильту розточу вальних різців в радіальному напрямку, а,и - ВІДПОВІДНО велика і мала ПІВОСІ еліпсної оправки Глибина розточування регулюється величиною кутового ходу хвостовика 1 і центрувальної втулки 2, що залежить від кута підйому спіралі а косого паза 9 виконаного на верхній частині хвостовика 1 і визначається залежністю D-P а = arccos 114,599 А де D - діаметр хвостовика, на якому виконано косий паз, А - величина розгортай косого паза при його провороті на кут підйому а [З - величина кута провороту хвостовика відносно центрувальної втулки в градусах, записана десятковим дробом Розточувальні різці 10 контактують між собою площинами зі сторони переднього кута, причому в кожному із різців виконані пази спеціальної форми, які є у взаємодії з еліпсною оправкою 12, що виконана на КІНЦІ хвостовика 1 Точне центрування центрувальної втулки 2 відносно отвору корпуса 13 здійснюється центрувальною циліндричною поверхнею 14 корпуса 13, а глибина розміщення розточувальної канавки в корпусі деталі визначається регулювальною шайбою 15 Кутова величина провороту хвостовика 1 є більшою у косих пазах 9 хвостовика 1 ніж глибина канавок в розточуваному отворі центральної втулки 2 Робота пристрою для розточування кільцевих канавок в корпусних деталях здійснюється наступним чином Пристрій встановлюється і закріплюється в шпинделі вертикально-свердлильного або вертикально-розточувального верстату хвостовиком 1 Нижня частина пристрою встановлюється в отвір корпуса 13, в якому необхідно розточити кільцеву канавку Центрування пристрою в отворі корпуса 13 здійснюється за допомогою центрувальної циліндричної поверхні 14 корпуса 13, а зміщення кільцевої канавки від торця корпуса регулюється шайбою 15 Хвостовик 1 відносно центрувальної втулки 2 знаходиться у верхньому крайньому положенні Після ЦИХ ПІДГОТОВЧИХ робіт включають верстат і опускають хвостовик зі шпинделем вниз, стискуючи циліндричну пружину 3, при цьому хвостовик 1 з еліпсною оправкою 12 провертаються і розтискують різці 10 в радіальному напрямку, які починають розточувати кільцеву канавку в корпусі 13 Величина ходу різців 10 регулюється величиною відносного ходу хвостовика 1 і центрувальної втулки 2 за допомогою гайок 5 Стружка просипається через зазор між корпусом 13 і нижньою частиною центрувальної втулки 2 Після закінчення розточування кільцевої канавки хвостовик 1 під дією циліндричної пружини 3 і зусилля шпинделя піднімається вверх і прокручуючись діє на еліпсну оправку 12, а та в свою чергу на різці 10, які вна 52117 слідок цього відходять у вихідне положення Закінчивши технологічний процес розточування розточувальний пристрій переставляють на інший отвір корпуса для подальшої обробки У випадку збільшення або зменшення глибини кільця канавки проводиться регулювання розміщення гвинтів 7 за допомогою гайок 5 Ширина кільцевої канавки визначається шириною різальної кромки різця До переваг пристрою відноситься підвищена надійність виконання технологічного процесу за рахунок усунення можливих випадків засідання різців 10 в кільцевих канавках корпусу 14 по А-А фіг,2 поБ-Б 14 фіг.З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for boring circular grooves in the holes of basic parts
Автори англійськоюMatviichuk Anatolii Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюУстройство для расточки кольцевых канавок в отверстиях корпусных деталей
Автори російськоюМатвийчук Анатолий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23B 35/00, B23B 41/00
Мітки: розточування, канавок, отворах, пристрій, деталей, корпусних, кільцевих
Код посилання
<a href="https://ua.patents.su/3-52117-pristrijj-dlya-roztochuvannya-kilcevikh-kanavok-v-otvorakh-korpusnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розточування кільцевих канавок в отворах корпусних деталей</a>
Пристрій для розточування кільцевих канавок в отворах деталей
Номер патенту: 49471
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 41/00
Мітки: канавок, кільцевих, деталей, пристрій, розточування, отворах
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між...
Пристрій для розточування кільцевих канавок в отворах деталей

Номер патенту: 49289
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: канавок, кільцевих, деталей, пристрій, розточування, отворах
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, що виконаний у вигляді хвостовика, який є у взаємодії з втулкою, в нижній частині якої радіально розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад три пальці, які є у взаємодії з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснено за допомогою центрувального корпусу, який відрізняється...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Ігор Богданович, Головняк Руслан Васильович, Гевко Іван Богданович
МПК: B23B 5/00
Мітки: розточування, пристрій, канавок, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Пристрій для нанесення стружковідокремлювальних канавок
Номер патенту: 45467
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B23D 43/00
Мітки: нанесення, пристрій, стружковідокремлювальних, канавок
Формула / Реферат:
Пристрій для нанесення стружковідокремлювальних канавок при обробці труб протягуванням, що складається з базової втулки, в радіальні отвори якої вставлені деформуючі елементи, які півсферичними поверхнями в окружному напрямку сконтактовані з конічною поверхнею втулки регулювання висоти їх виступів і зафіксовані втулкою регулювання кутів нахилу відносно осі протяжки, який відрізняється тим, що деформуючі елементи виконані з можливістю...
Спосіб розточування шнекових спіралей і пристрій для його здійснення
Номер патенту: 49467
Опубліковано: 16.09.2002
Автори: Геник Ігор Степанович, Лещук Роман Ярославович, Гевко Ігор Богданович, Гудь Віктор Зеновійович
МПК: B23B 5/00
Мітки: спіралей, здійснення, спосіб, шнекових, пристрій, розточування
Формула / Реферат:
1. Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по зовнішній поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при...
Попередній патент: Фрикційна запобіжна муфта
Наступний патент: Адаптивний спосіб реєстрації присутності та торкання різального інструменту до деталі
Випадковий патент: Спосіб загоєння місцевих променевих ушкоджень шкіри