Спосіб очищення виробів від керамічних стержнів
Номер патенту: 23106
Опубліковано: 30.06.1998
Автори: Замковий Василь Євгенійович, Калашников Генадій Петрович, Іванов Анатолій Іванович, Насекан Юрій Петрович, Очинський Володимир Миколайович

Формула / Реферат
Способ очистки изделий от керамических стержней, преимущественно корундовых, включающий термическую обработку изделий растворами гидроксида натрия, калия или их смесей, отличающийся тем, что обработку проводят в растворах с общей концентрацией щелочи 400-1600 г/дм3 при температуре 250-500°С.
Текст
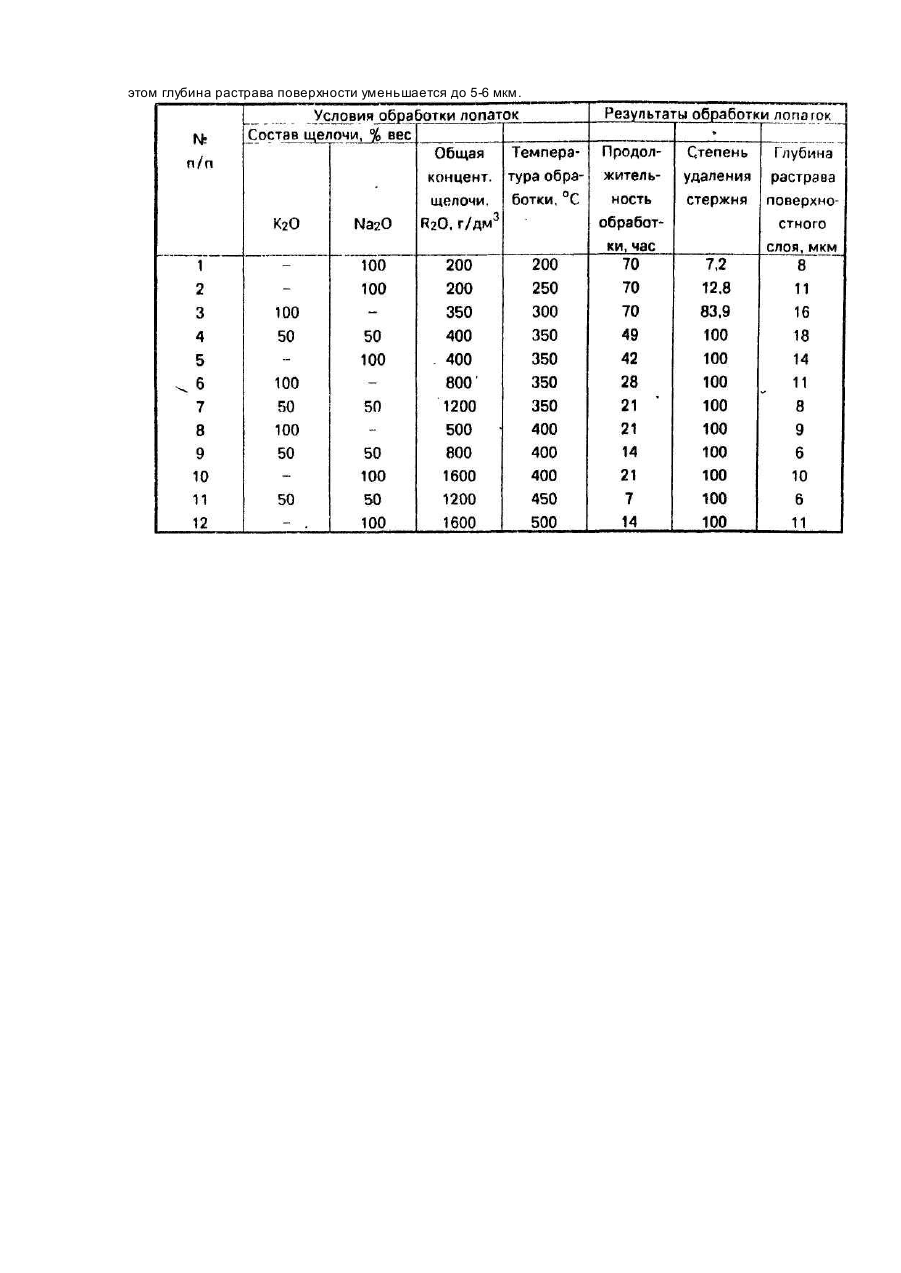
Изобретение относится к литейному производству, а именно к способам очистки от керамики внутренних полостей отливок, получаемых методами направленной кристаллизации. Известен способ удаления керамических стержней, изготовленных из b-АІ2 О3 из отливок, получаемых направленным затвердеванием эвтектических и жаропрочных сплавов [Патент США №4141781, кл. В 22 D 29/00, опублик. 1979]. Отливку с керамическим стержнем помещают в автоклав с раствором NaOH или КОН и нагревают до 200°С. Обработка керамических стержней щелочными растворами при температурах ниже 200°С не обеспечивает полного растворения корундовой составляющей стержней. После удаления легкорастворимых связок стержня необходимо обрабатывать дополнительно, используя методы механического удаления зерен корунда. Известный способ не обеспечивает достижение высокого качества изделий. Во внутренних труднодоступных полостях лопаток сохраняются остатки неудаленной керамики, для растворения которой необходимо увеличивать продолжительность щелочной обработки лопаток. Увеличение продолжительности обработки в свою очередь приводит к растравливанию поверхности самой лопатки, т.е. к снижению качества изделия. Даже в условиях максимальных концентраций и температур скорость растворения стержней, а следовательно, и необходимая продолжительность обработки лопаток остается не менее 40 часов, а в случаях растворения стержней с высоким содержанием корунда вообще не обеспечивает их полного удаления. Практика очистки лопаток от корундовых стержней показала, что в большинстве случаев для полного удаления стержней в известных режимах, 15-30% лопаток необходимо возвращать на повторную обработку из-за наличия остатков керамики во внутренних полостях. Глубина растравливания металлической поверхности изделия составляет при этом не менее 10 мкм. Задачей изобретения является создание способа очистки внутренних полостей изделий от керамических стержней, в котором за счет изменения условий процесса обеспечивается повышение качества очистки и скорости удаления корундовых стержней. Для решения поставленной задачи в способе очистки изделий от керамических стержней, включающем термическую обработку изделий растворами гидроксидов натрия, калия или их смесей, согласно изобретению обработку проводят в растворах с общей концентрацией щелочи 400-1600 г/дм 3 при температуре 250-500°С. При концентрации щелочей ниже 400 г/дм 3 и температуры ниже 250°С для обеспечения полного удаления стержней требуется увеличение продолжительности обработки. Увеличению скорости разложения способствуют повышение температуры и концентрации щелочного раствора. С ростом температуры выше 500°С резко ускоряются процессы растравливания сплава, из которого изготовлены лопатки, хотя продолжительность процесса удаления керамики при этом сокращается в несколько раз. Кроме того, выщелачивание при температурах вы ше 500°С технически связано с трудностями из-за высоких давлений, возникающих в автоклаве. Верхняя величина концентрации щелочи обусловлена пределом растворения ее и алюминатов на ее основе в воде. При концентрации щелочей более 1600 г/дм 3 наблюдается снижение скорости выщелачивания, что, вероятно, связано с экранированием поверхности корундового стержня нерагтворившейся частью щелочи и (или) щелочными алюминатами-продуктами взаимодействия щелочи с корундом. При охлаждении смесей с концентрацией Na2О более 1600 г/дм 3 наблюдается "застывание" обработанных лопаток в закристаллизованном объеме щелочи, что затрудняет их извлечение и требует дополнительно размыва закристаллизовавшейся щелочи. Во всем заявляемом диапазоне концентраций щелочи разрушение поверхностного слоя сплава лопаток было в пределах допустимых значений и не превышало 10 мкм. Большое влияние на растравливание поверхности лопаток оказывает температура и продолжительность обработки. Оптимальными для повышения качества обработки являются, концентрация щелочного раствора 500- 800 г/дм 3, продолжительность обработки не более 20 часов при температуре 400°С. Пример. Обработке подвергали лопатки, полученные методом направленной кристаллизации, основой для формирования внутренней полости которых служили корундовые стержни с содержанием a-АІ2О3 93% и кварца 7% Обработку проводили щелочами марки Х4 в стальных автоклавах емкостью 500 и 1000 см 3. Автоклавы емкостью 500 см 3 были оснащены прижимными крышками, что позволяло вести выщелачивание при температурах до 300°С и давлениях не более 5,0 МПа. Автоклавы на 1000 см 3 имели специальный запорный узел с самоуплотняющейся крышкой, что позволяло вести выщелачивание при температурах до 600°С и давлении до 45,0 МПа. Температуру определяли с помощью термопары, введенной внутрь автоклава. Щелочные растворы для обработки готовили непосредственно в автоклавах, загружая расчетное количество гранулированной щелочи и воды Продолжительность обработки определяли с момента достижения температуры раствора заданных значений. Продолжительность каждого опыта по выщелачиванию составляла 7 часов, после чего автоклав охлаждали до комнатной температуры, извлекали лопатку и определяли степень удаления стержня. При необходимости цикл обработки лопатки повторяли несколько раз до полного растворения корундового стержня. Суммарная продолжительность обработки не превышала 70 часов. Качество лопатки, а именно растрав поверхностного слоя и наличие остатков неудаленной керамики в труднодоступных местах внутренних полостей, определяли рентгеноспектральным и кристаллооптическим методами после разрезания лопатки, Результаты испытаний и условие обработки лопаток газотурбинных двигателей растворами щелочей приведены в таблице. Использование концентраций щелочи известного способа не обеспечивает полного удаления корундового стержня (см. серии 1 и 2 степень удаления стержня в которых составила 12,8 и 83,9% соответственно). Повышение концентрации щелочи с 400 до 1600 г/дм 3 обеспечивает резкое увеличение скорости обработки. Для полного удаления керамики необходимо от 1 до 7 циклов по 7 часов каждый, при этом глубина растрава поверхности уменьшается до 5-6 мкм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for removal of ceramic cores from articles
Автори англійськоюNasekan Yurii Petrovych, Ivanov Anatolii Ivanovych, Zamkovyi Vasyl Yevheniiovych, Ochynskyi Volodymyr Mykolaiovych, Kalashnykov Henadii Petrovych
Назва патенту російськоюСпособ очистки изделий от керамических стержней
Автори російськоюНасекан Юрий Петрович, Иванов Анатолий Иванович, Замковый Василий Евгеньевич, Очинский Владимир Николаевич, Калашников Геннадий Петрович
МПК / Мітки
МПК: B22D 29/00
Мітки: виробів, спосіб, керамічних, очищення, стержнів
Код посилання
<a href="https://ua.patents.su/2-23106-sposib-ochishhennya-virobiv-vid-keramichnikh-sterzhniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення виробів від керамічних стержнів</a>
Спосіб видалення корундових керамічних стержнів із внутрішніх порожнин виробів
Номер патенту: 8363
Опубліковано: 29.03.1996
Автори: Логвинов Юрій Іванович, Клочихін Валерій Григорович, Богуслаєв Вячеслав Олександрович, Котяхов Леонід Олександрович, Гончаров Валентин Іванович, Морозов Анатолій Олексійович
МПК: B22D 29/00
Мітки: керамічних, порожнин, спосіб, корундових, внутрішніх, виробів, стержнів, видалення
Формула / Реферат:
Способ удаления корундовых керамических стержней из внутренних полостей изделий, включающий обработку изделий водными растворами гидроксидов натрия, калия или их смесями в автоклаве при температуре 250-400°С, отличающийся тем, что обработку производят при концентрации щелочей в растворах 450-750 г/дм, объеме заполнения автоклава до 80% и перемешивании раствора посредством вращения автоклава.
Зв’яки для виготовлення керамічних виробів методом екструзії
Номер патенту: 16368
Опубліковано: 29.08.1997
Автори: Денисенко Олена Олександрівна, Верба Людмила Іванівна, П'яних Неля Леонідівна, Бадьін Геннадій Іванович, Криворучко Павло Петрович
МПК: C04B 35/63, C04B 35/622, C04B 35/66
Мітки: виробів, екструзії, методом, виготовлення, керамічних, зв'яки
Формула / Реферат:
Связка для изготовления керамических изделий методом экструзии, включающая воду, глицерин и полиакриламид, отличающаяся тем, что, с целью снижения продолжительности сушки и увеличения выхода годных изделий без изменения их плотности, она содержит дополнительно метилцеллюлозу и продукт переработки сульфатосодержащих отходов акрилатних производств на основе фенола при следующем соотношении компонентов, мас.%,:Глицерин ...
Спосіб виготовлення керамічних виробів
Номер патенту: 17333
Опубліковано: 01.04.1997
Автори: Бархоленко Вячеслав Олександрович, Смоляр Анатолій Сергійович, Малоштан Сергій Миколайович
МПК: C04B 35/64, C04B 33/32
Мітки: виробів, керамічних, спосіб, виготовлення
Формула / Реферат:
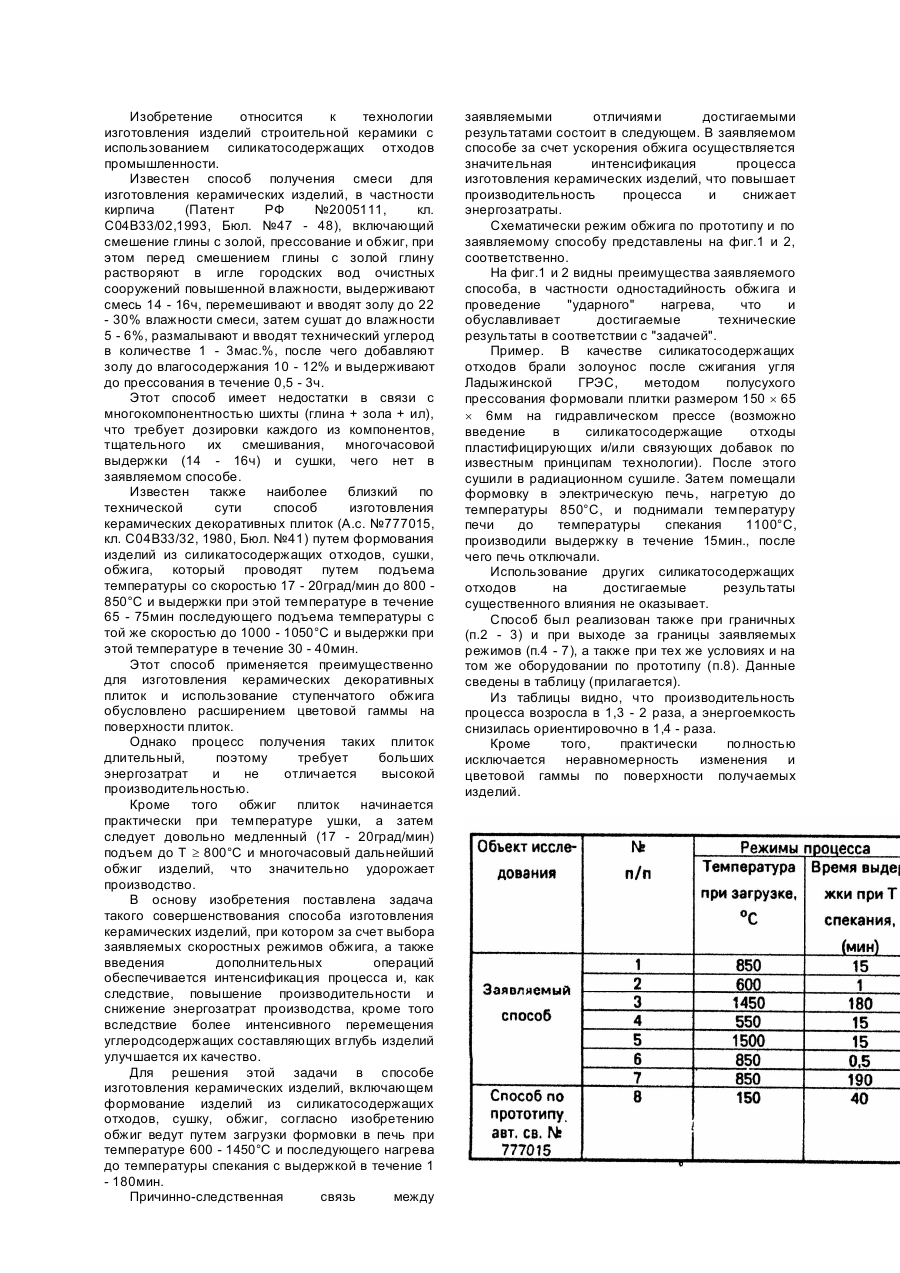
Способ изготовления керамических изделий, включающий формование изделий из силикатосодержащих отходов, сушку, обжиг, отличающийся тем, что обжиг ведут путем загрузки формовки в печь при температуре 600 - 1450°C и последующего нагрева до температуры спекания с выдержкой в течение 1 - 180мин.
Спосіб випалу довгомірних керамічних виробів
Номер патенту: 16374
Опубліковано: 29.08.1997
Автори: Пьяних Нелля Леонідівна, Бадьін Геннадій Іванович, Криворучко Павло Петрович, Верба Людмила Іванівна, Денисенко Олена Олександрівна, Флягіна Галина Степанівна
МПК: C04B 33/32
Мітки: виробів, випалу, спосіб, керамічних, довгомірних
Формула / Реферат:
Способ обжига длинномерных керамических изделий, включающий горизонтальную укладку изделий на подставки с V-образным профилем и последующую термообработку в туннельной печи, отличающийся тем, что, с целью уменьшения кривизны изделия и повышения производительности процесса, укладку изделий на подставки осуществляют в объеме многорядной садки, причем сечение подставки соответствует равностороннему треугольнику, а количество изделий в ряду,...
Устаткування для формування керамічних виробів
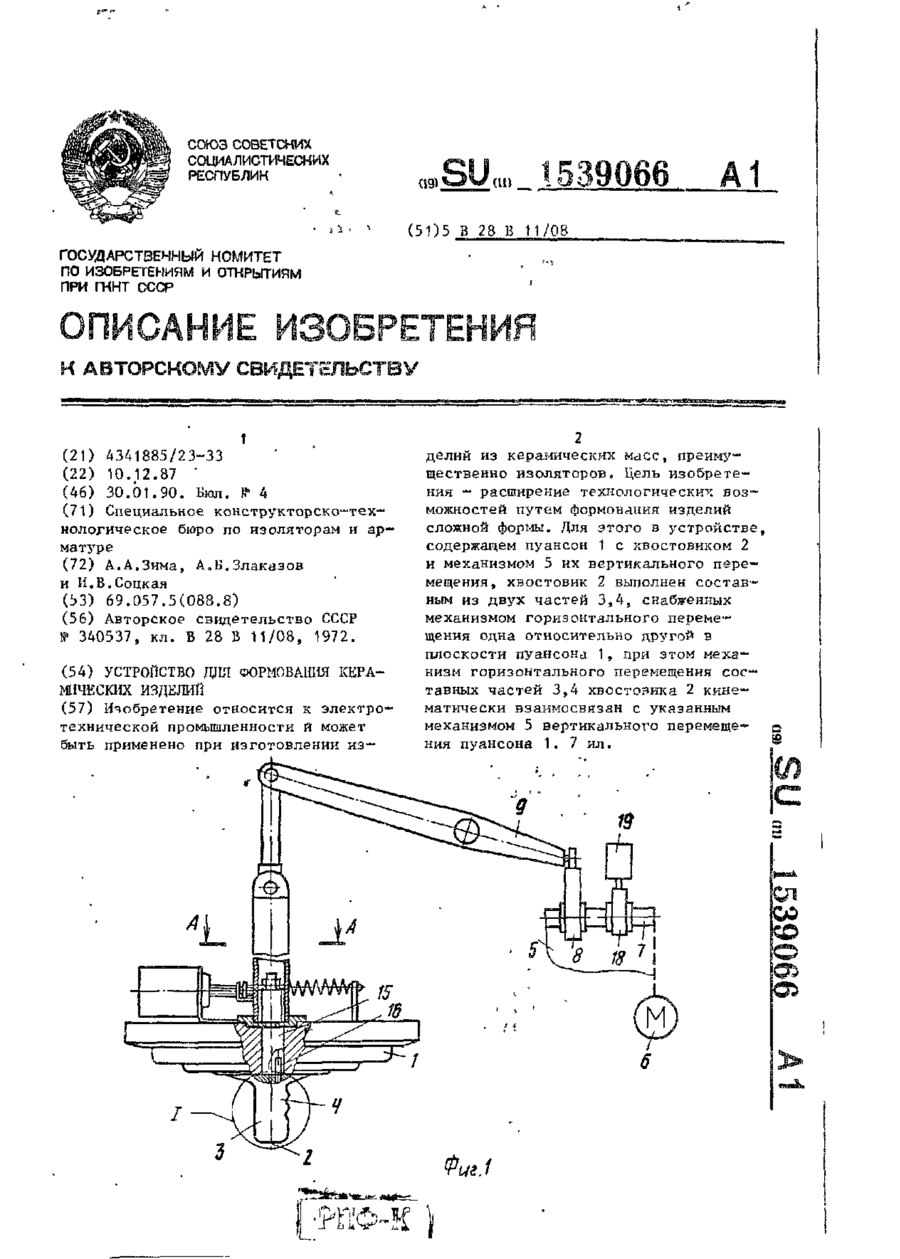
Номер патенту: 11537
Опубліковано: 25.12.1996
Автори: Зима Анатолій Олександрович, Злаказов Олександр Борисович, Соцкая Ірина Володимирівна
МПК: B28B 11/08
Мітки: керамічних, виробів, формування, устаткування
Формула / Реферат:
Устройство для формования керамических изделий, преимущественно электроизоляторов, содержащее привод, пуансон с хвостовиком и механизм их вертикального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем формования изделии сложной формы, пуансон выполнен составным и снабжен механизмом взаимного горизонтального перемещения его частей, состоящим из электромагнита, пружины и системы рычагов, а привод...
Попередній патент: Кріпильний пристрій
Наступний патент: Шинуючий апарат для лікування пародонтиту
Випадковий патент: Спосіб газоочистки і пристрій для його здійснення