Спосіб випалу довгомірних керамічних виробів
Номер патенту: 16374
Опубліковано: 29.08.1997
Автори: Пьяних Нелля Леонідівна, Верба Людмила Іванівна, Бадьін Геннадій Іванович, Криворучко Павло Петрович, Денисенко Олена Олександрівна, Флягіна Галина Степанівна
Формула / Реферат
Способ обжига длинномерных керамических изделий, включающий горизонтальную укладку изделий на подставки с V-образным профилем и последующую термообработку в туннельной печи, отличающийся тем, что, с целью уменьшения кривизны изделия и повышения производительности процесса, укладку изделий на подставки осуществляют в объеме многорядной садки, причем сечение подставки соответствует равностороннему треугольнику, а количество изделий в ряду, соответствует номеру ряда.
Текст
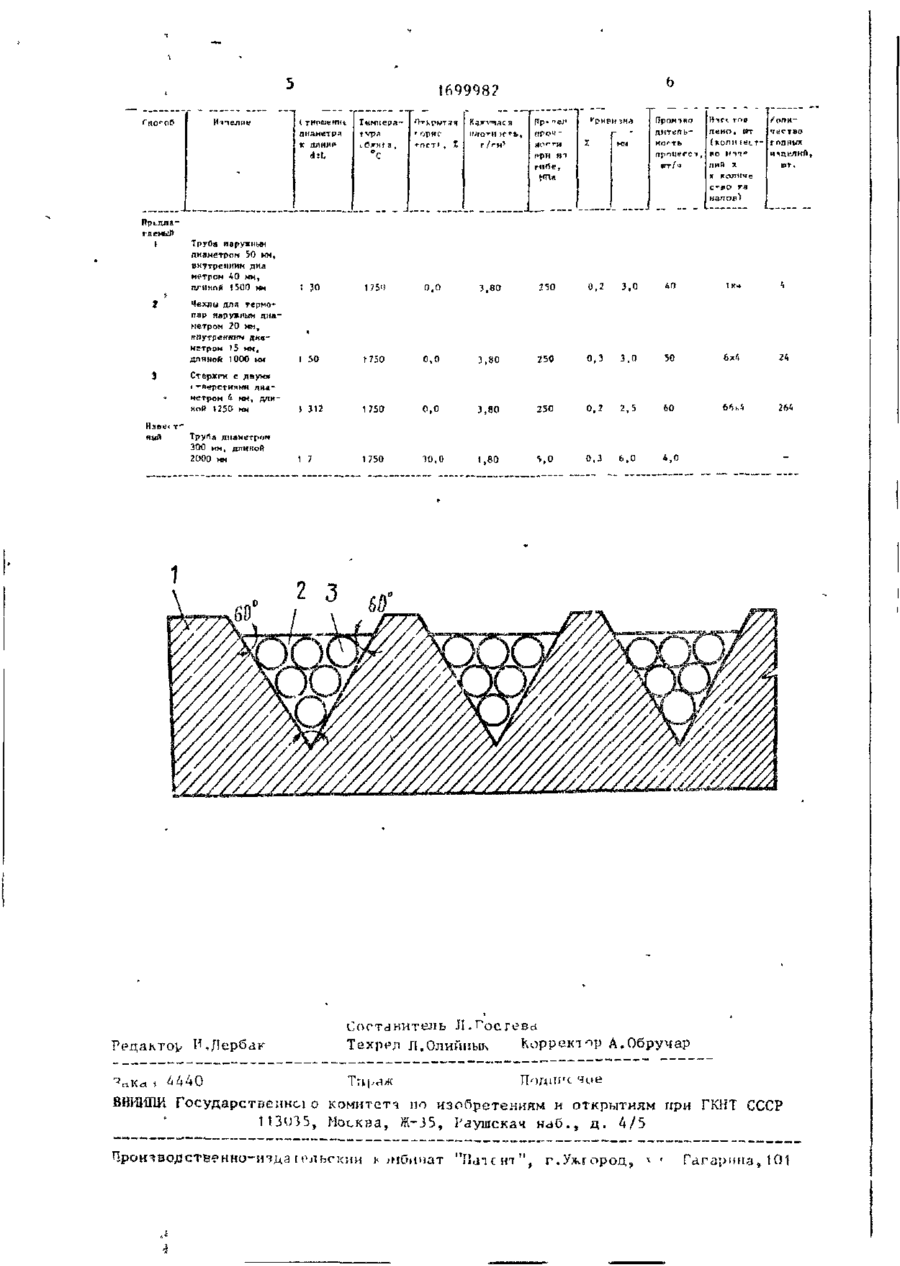
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК С 04 В 33/32 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ПРИ ГННТ СССР К АВТОРСКОМУ СВИДЕТЕЛЬСТ! (21) 47170*0/33 (22) 11.07.89 c f (46) 2 3 . 1 2 , 9 1 . Бюл. N 47 • (71) Украинский научно-исследовательский институт огнеупоров (72) Н.Л.Пьяных, П.П.Криворучко, Л.И.Верба, Е.А.Денисенко, Г.И.Бадьин и Г.С.Флягина (53) 6 6 6 . 6 3 3 ( 0 8 8 . 8 ) (56) Нохратян К.А. Сушка и обжиг в промышленности строительной керамики, М.: Стройиздат, 1962, с. 563. Патент Австрии № 289632, кл. 80 с 12, опублик. 19 71. (54) СПОСОБ ОБЖИГА ДЛИННОМЕРНЫХ КЕРАМИЧЕСКИХ ИЗЛЕЛИЙ Изобретение относится к техноло~ гии изготовлении керамических изделий, в частности длинномернь'х труб г чехлов и стержней і в том числе с внут , ренними каналами. Целью изобретения является уменьшение кривизны изделия и повышение производительности процесса. Обжиг производят в объеме многорядной садки в огнеупорной плите с каналами» стенки которых наклонены симметрично вертикальной оси с образованием угла между ними, причнм укпадку изделий я канап їх осуществляют в несколько рядов по так, что количество ичдеппн в соответствует номеру ряггл г образованием я гнчении равнрстороннеї (57) Изобретение относится к изготовлению керамических изделий, в част~ ности длинномерных труб, чехлов и стержней, в том числе с внутренними каналами, С целью уменьшения кривизны изделия и повышения производительности процесса в способе, включающем горизонтальную укладку изделий на под ставки с V-образным профилем и последующую термообработку в туннельной печи, укладку изделий на подставки осуществляют в объеме многорядной садки* причем сечение подставки соответствует равностороннему треугольнику, а количество изделий в ряду соответствует номеру ряда. 1 ил., 1 табл. треугольника с вершиной. обращенной книзу. Способ позволяет проводить обжиг изделий в таких условиях, которые обеспечивают фиксирование изделий вдоль по длине, по двум и более образуюсь в минимальном обжиговом объеме при максимальной плотности упаковки, в результате чего достигается значительное снижение кривизны изделий и повышение предепа прочности на изгиб. 1 На чертеже представлено ра шещ* ние изделий в плите, вид гиерели. Способ осуществляют глелующпм об разом« Высушенные изделия 3 (тр\оп. ггержни, чехлы для термопар) линщтрпм от 2 до 20 им п длимом 1ПОО~1'>0() чм. •h\ 1699982 выполненные из корунда, укладывают для обжига в пламенную печь горизонтально в объеме многорядной садки в каналы 2 огнеупорной плиты 1. Стерж-• ни каналов наклонены симметрично относительно вертикальной оси с образованием угла между собой, который составляет примерно 60 . Укладку и з делий осуществляют в несколько рядов fg по высоте: Е первый ряд пдоль линии пересечения поверхностей - одно и з делие, во второй ряд - два, в третий ряд - три изделия и так далее таким образом, чтобіл количество изделия в 15 ряду соответствовало номеру ряда. При этом в сечении укладки образуется равносторонний треугольник с вершиной, обращенной книзу печи. Такое размещение изделий в каналах печи 20 обеспечивает их фиксирование соответственно по трем (верхний ряд), четырем (нижний ряд) и пяти (средние ряды) образующим в осевом направлении. После укладки для предотвращения при?5 пекания изделия пересыпают спеченным корундом с размером частиц 0,2-0,5 мм Количество ее берут такое, чтобы изделия плотно примыкали друг к другу, как по высоте, так и по іоризон30 тали. в каждый канал корундовой плиты г четырьмя канилятт длиной 1300 мм, шириной 375 мм и высотой 60 мм, В первый ряд вдоль линии пересечения стенок канала помещают одно изделие, во второй ряд - два изделия, в третий - три изделия и так далее, всего 264 шт. Изделия загружают в пламенную печь горизонтально, предварительно пересыпав спеченным корундом с р а з мером зерен 0,5 мм. Обжиг производят при 1750°С. Получают всего 264 готовых изделий при разовой загрузке в одном канале 66 шт. Кривизна изделий 2,5 мм (0,2%), Предел прочности при изгибе 250 ИПа. В таблице приведены экспериментальные данные но обжигу длинномерных корундовых изделий. Использование предлагаемого способа обжига в промышленности позволит снизить трудоемкость процесса, уменьшить затраты на огнеупорный припас, значительно повысить производительность труда и обеспечить высокотемпературные установки предприятий черной металлургии высококачественными термопреобразователями на основе корундовых защитных чехлов и изоляторов с необходимыми служебными показателями за счет повышения темпе, ратуры их службы до 1300°С. Обжиг изделий производят при 1730-1750°С, в процессе которого происходит спекание и усадка, при этом вся кладка смещается вниз, сох- ,- Ф о р м у л а и з о б р е т е н и я раняя фиксацию изделий, в результате чего исключается возможность их иск*Способ обжига длинномерных керарквления по длине. Огнеупорные «литы мических изделий, пключающий горизонизготавливают из материала, аналогии тальную укладку изделий ка подставки но по материалу обжигаемых издегсий, ^Q І V-оСфазным профилем и последующую например из корунда они имеют длину термообработку в туннельной печи, 1000-1500 мм, ширину 300-460 мм и о т л и ч а ю щ и й с я тем, что', высоту 60-80 мм. Количество каналов с целью уменьшения кривизны изделия в плите обусловлено производительИ ПОВЫЩеНИЯ ПрОИЭВОДИТеЛЬИОСТН П р З " ностью печи и количеством обжигаемых цесса, укладку изделий на подставки 45 изделий и составляет, как правило, осуществляют в объеме мчогеркдноп 3-5 шт. садки, причем сечение полставки соот- • П р и м е р . Высушенные корундоветствует равностороннему треугольвые стержни диаметром h мм и длиной нику, а количество чзцелий в ряду 1250 мм в копичегтяе 6Ь шт загружают -п соответствует номеру ряда. 1699982 Теміїераrvpa Предлагаемый І Открытая ' op и г •глеті , Z Ичгс тпг Про нэяо л и к о , »т д « т ЙЛЬ(поли і е ^ т Н()і- 1 Ь л р о песет, лий я ВТ /ч * КОЛНЧС его га нал оя'І P p . "Є) 1 г/гн' ТруОа наружным диаметром 50 мм, внутренним диз метром ДО мм, ш*нн(\Й 1500 мм 1 30 175') 0,0 3,fi0 2^0 0,2 3,0 40 Че)(ли дли термопар наружным днанетром 20 мм, япутрентт янянгтром 15 мн, длиной 1000 мм 1 50 Г 750 0,0 3,80 250 0,3 3,0 50 і 312 1750 0,0 3,80 250 0,2 2,5 60 1750 10,0 1,80 5,0 0,3 6,0 /олиЧЙГТВО годных 4 4DW1K(1, ют. 4,0 би'. 26 Стержщ с лвум» метром U км, длиной 1250 ни 300 ИМ, JOTHFlofl 2000 мм 26u Редактор И.Дербак Состанитель Л . ^ о с г е в а Техрел Л.Олиннык Корректор А.Обручар ^вКа » 4440 Ттц-алс ПодіН'с чиє ВНИИПИ Государственны о комитетя по изобретениям и открытиям при ГКНТ СССР , Москва, Ж-35, ІМушскач н а б . , д . 4/5 Проитводственио-ичда июльский ь «мбннат "Лапси-г", г.Ужгород, ^ • Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for burning of long-length ceramic articles
Автори англійськоюPianykh Nellia Leonidivna, Kryvoruchko Pavlo Petrovych, Verba Liudmyla Ivanivna, Denysenko Olena Oleksandrivna, Badin Hannadii Ivanovych, Fliahina Halyna Stepanivna
Назва патенту російськоюСпособ обжига длинномерных керамических изделий
Автори російськоюПьяных Нелля Леонидовна, Криворучко Павел Петрович, Верба Людмила Ивановна, Денисенко Елена Александровна, Бадьин Геннадий Иванович, Флягина Галина Степановна
МПК / Мітки
МПК: C04B 33/32
Мітки: виробів, випалу, керамічних, довгомірних, спосіб
Код посилання
<a href="https://ua.patents.su/4-16374-sposib-vipalu-dovgomirnikh-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб випалу довгомірних керамічних виробів</a>
Спосіб виготовлення керамічних виробів
Номер патенту: 17333
Опубліковано: 01.04.1997
Автори: Бархоленко Вячеслав Олександрович, Смоляр Анатолій Сергійович, Малоштан Сергій Миколайович
МПК: C04B 33/32, C04B 35/64
Мітки: спосіб, виробів, керамічних, виготовлення
Формула / Реферат:
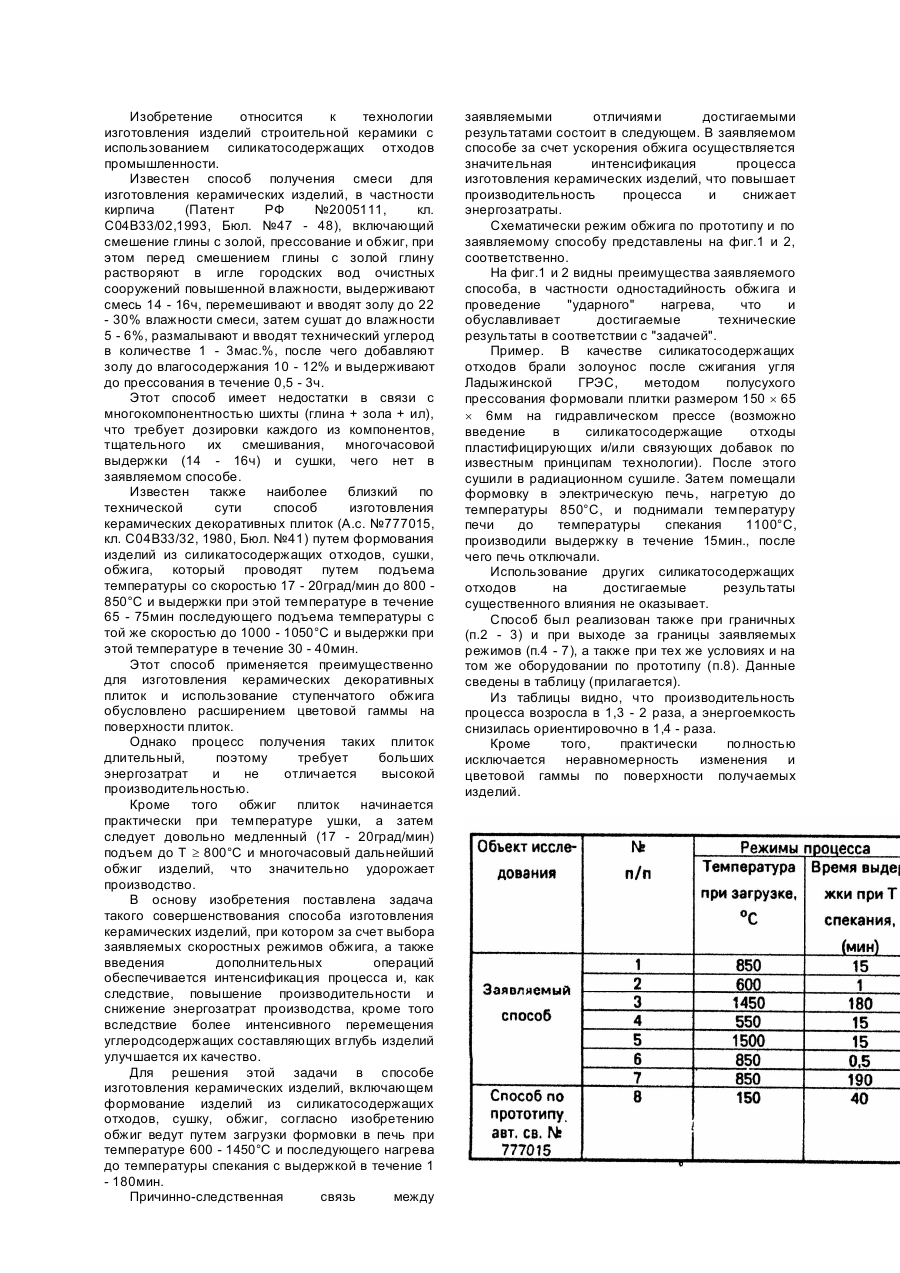
Способ изготовления керамических изделий, включающий формование изделий из силикатосодержащих отходов, сушку, обжиг, отличающийся тем, что обжиг ведут путем загрузки формовки в печь при температуре 600 - 1450°C и последующего нагрева до температуры спекания с выдержкой в течение 1 - 180мин.
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Гур'янов Ігор Валерійович, Вов'янко Сергій Олександрович, Кожушко Григорій Мефодійович, Магда Віктор Іванович, Самусенко Юрій Васильович
МПК: C04B 41/88, C04B 41/85
Мітки: керамічних, виготовлення, металізованих, виробів, спосіб
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Шихта для виготування керамічних будівельних виробів
Номер патенту: 6885
Опубліковано: 31.03.1995
Автори: Малишев Ігор Петрович, Шаповалова Тетяна Федорівна, Шевцов Анатолій Леонідович, Білокрис Галина Олександрівна
МПК: C04B 18/04, C04B 33/00
Мітки: керамічних, виготування, будівельних, виробів, шихта
Формула / Реферат:
(57) Шихта для изготовления керамических строительных изделий, включающий глину и доменный шлак, отличающаяся тем, что она дополнительно содержит пыль электрофильтров шамотно-обжигового производства карбидкремниевых изделий -отработанную засыпку при следующем соотношении компонентов, мас.%: Доменный шлак 18-25 Пыль электрофильтров шамотно-обжигового производства 20-25 ...
Пристрій для нагромаджування довгомірних виробів
Номер патенту: 2542
Опубліковано: 26.12.1994
Автори: Кіт Ольга Іванівна, Цехмістро Юрій Семенович, Ципляков Іван Петрович, Швець Володимир Петрович
МПК: B65G 47/02
Мітки: виробів, пристрій, нагромаджування, довгомірних
Формула / Реферат:
1. Устройство для накопления длинномерных изделий, содержащее расположенные на опорной плите, по меньшей мере, два основания с установленными на них с одной стороны стойками, отличающееся тем, что оно снабжено механизмом уплотнения и выравнивания длинномерных изделий, который выполнен в виде приводных плоских секторов, расположенных напротив стоек с другой стороны оснований и шарнирно установленных на последних с возможностью поворота в...
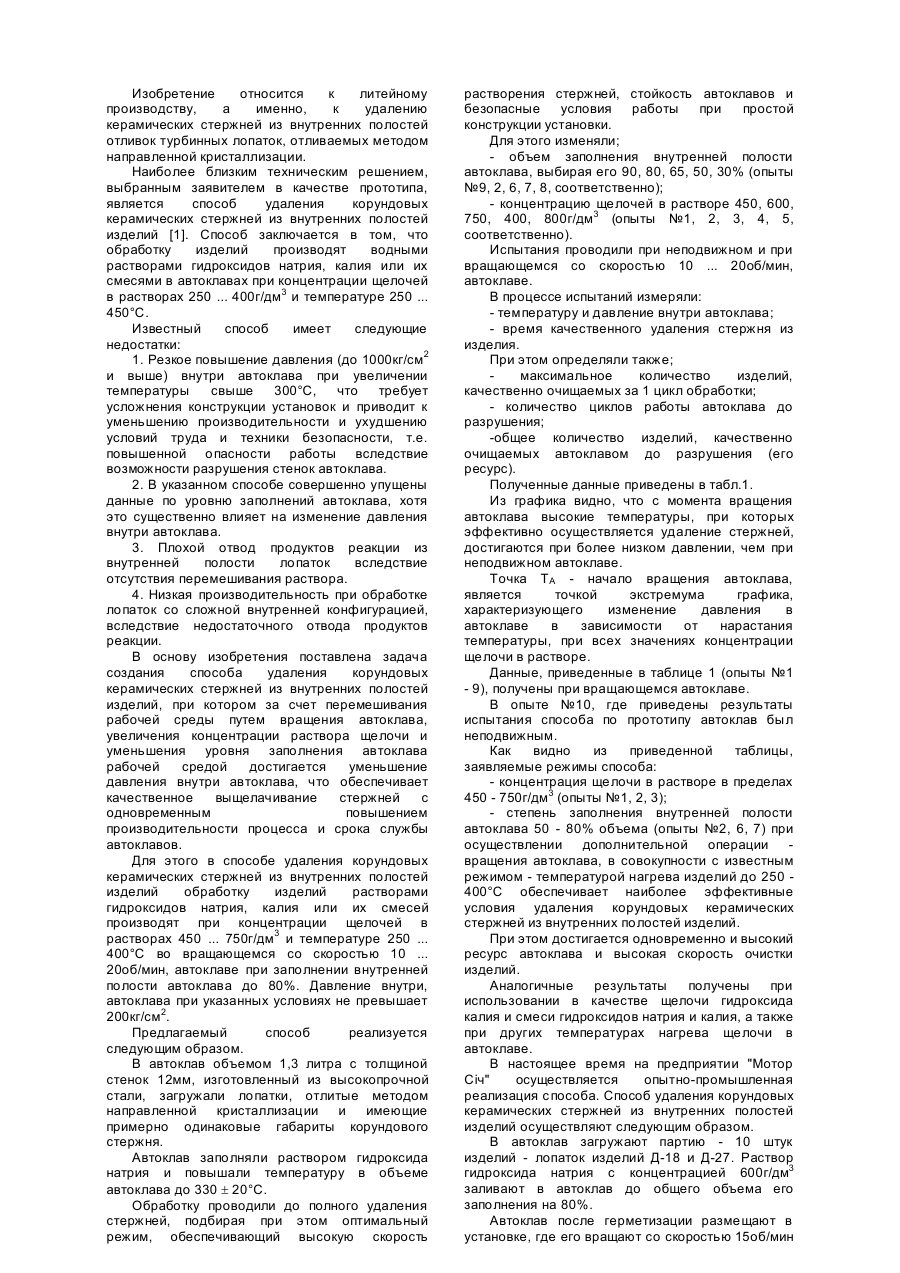
Спосіб видалення корундових керамічних стержнів із внутрішніх порожнин виробів
Номер патенту: 8363
Опубліковано: 29.03.1996
Автори: Морозов Анатолій Олексійович, Богуслаєв Вячеслав Олександрович, Клочихін Валерій Григорович, Котяхов Леонід Олександрович, Гончаров Валентин Іванович, Логвинов Юрій Іванович
МПК: B22D 29/00
Мітки: порожнин, видалення, спосіб, внутрішніх, стержнів, корундових, виробів, керамічних
Формула / Реферат:
Способ удаления корундовых керамических стержней из внутренних полостей изделий, включающий обработку изделий водными растворами гидроксидов натрия, калия или их смесями в автоклаве при температуре 250-400°С, отличающийся тем, что обработку производят при концентрации щелочей в растворах 450-750 г/дм, объеме заполнения автоклава до 80% и перемешивании раствора посредством вращения автоклава.
Попередній патент: Спосіб виготовлення забоєчного матеріалу
Наступний патент: Пристрій для регулювання потоку парашутистів