Кантувач прокату заготовчих станів
Номер патенту: 2319
Опубліковано: 16.02.2004
Автори: Литвин Олександр Іванович, Панченко Валентин Кузьмич, Беленков Віктор Юхимович
Формула / Реферат
Кантувач прокату заготовчих станів, що має кантуючу втулку з проводкою та привід її повороту, який відрізняється тим, що має одноплечий важіль, нижня частина виконана у вигляді кантуючої втулки, зовнішня поверхня якої виконана у вигляді кулачка , виступ якого розташований по діагоналі отвору проводки, та дорівнює половині різниці діагоналі прокату та його сторони, причому нижня поверхня втулки спряжена з холостим опорним роликом.
Текст
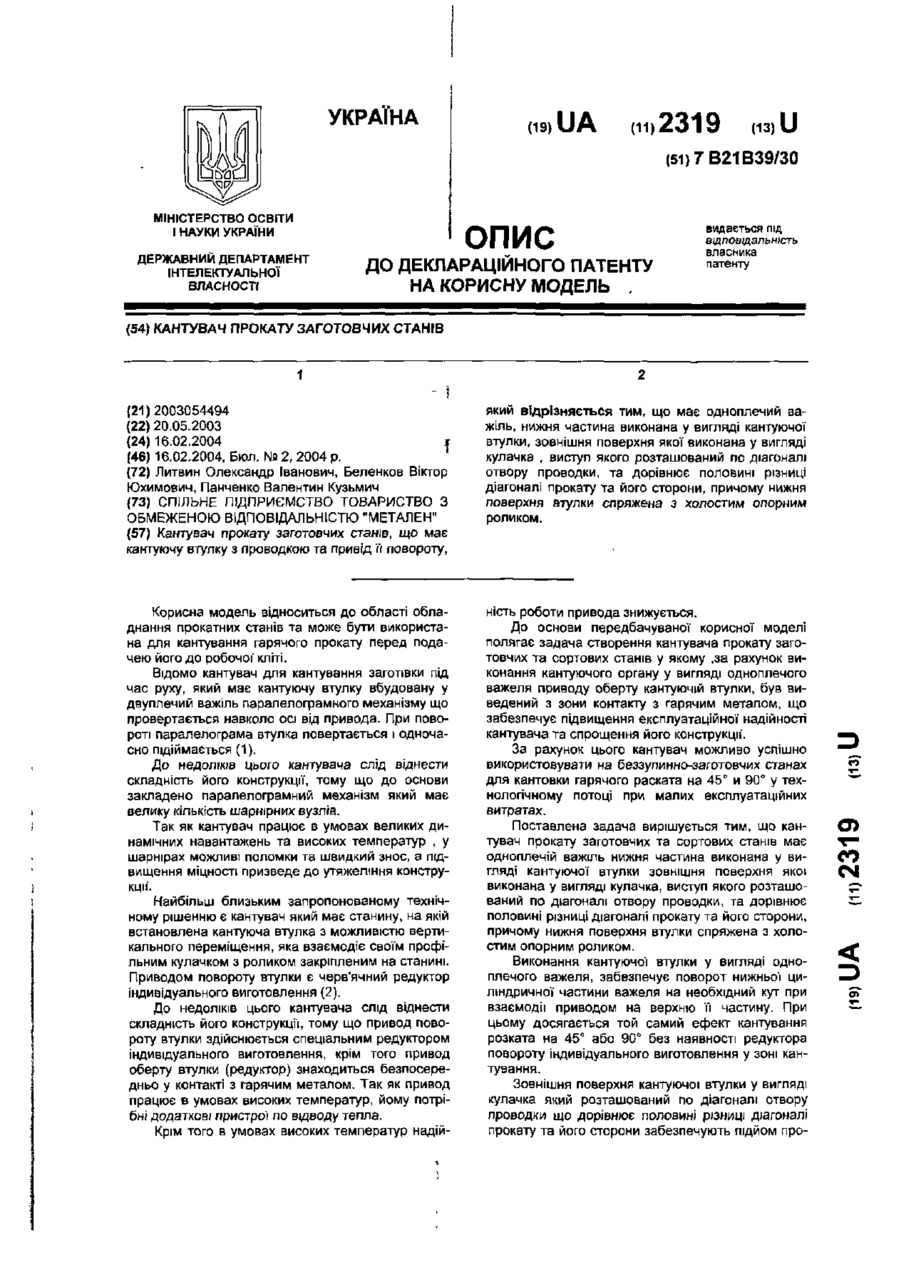
Кантувач прокату заготовчих станів, що має кантуючу втулку з проводкою та привід її повороту, який відрізняється тим, що має одноплечий важіль, нижня частина виконана у вигляді кантуючої втулки, зовнішня поверхня якої виконана у вигляді кулачка , виступ якого розташований по діагоналі отвору проводки, та дорівнює половині різниці діагоналі прокату та його сторони, причому нижня поверхня втулки спряжена з холостим опорним роликом. Корисна модель відноситься до області обладнання прокатних станів та може бути використана для кантування гарячого прокату перед подачею його до робочої" кліті. Відомо кантувач для кантування заготівки під час руху, який має кантуючу втулку вбудовану у двуплечий важіль паралелограмного механізму що провертається навколо осі від привода. При повороті паралелограма втулка повертається і одночасно підіймається (1). До недоліків цього кантувача слід віднести складність його конструкції, тому що до основи закладено паралелограмний механізм який має велику кількість шарнірних вузлів. Так як кантувач працює в умовах великих динамічних навантажень та високих температур , у шарнірах можливі поломки та швидкий знос, а підвищення міцності призведе до утяжеління конструкції1. Найбільш близьким запропонованому технічному рішенню є кантувач який має станину, на якій встановлена кантуюча втулка з можливістю вертикального переміщення, яка взаємодіє своїм профільним кулачком з роликом закріпленим на станині. Приводом повороту втулки є черв'ячний редуктор Індивідуального виготовлення (2). До недоліків цього кантувача слід віднести складність його конструкції, тому що привод повороту втулки здійснюється спеціальним редуктором індивідуального виготовлення, крім того привод оберту втулки (редуктор) знаходиться безпосередньо у контакті з гарячим металом. Так як привод працює в умовах високих температур, йому потрібні додаткові пристрої по відводу тепла. Крім того в умовах високих температур надій ність роботи привода знижується. До основи передбачуваної корисної моделі полягає задача створення кантувача прокату заготовчих та сортових станів у якому ,за рахунок виконання кантуючого органу у вигляді одноплечого важеля приводу оберту кантуючій втулки, був виведений з зони контакту з гарячим металом, що забезпечує підвищення експлуатаційної надійності кантувача та спрощення його конструкції. За рахунок цього кантувач можливо успішно використовувати на беззупинно-заготовчих станах для кантовки гарячого раската на 45° и 90° у технологічному потоці при малих експлуатаційних витратах. Поставлена задача вирішується тим, що кантувач прокату заготовчих та сортових станів має одноплечій важіль нижня частина виконана у вигляді кантуючої втулки зовнішня поверхня якої виконана у вигляді кулачка, виступ якого розташований по діагоналі отвору проводки, та дорівнює половині різниці діагоналі прокату та його сторони, причому нижня поверхня втулки спряжена з холостим опорним роликом. Виконання кантуючої втулки у вигляді одноплечого важеля, забезпечує поворот нижньої циліндричної частини важеля на необхідний кут при взаємодії приводом на верхню її частину. При цьому досягається той самий ефект кантування розката на 45° або 90° без наявності редуктора повороту Індивідуального виготовлення у зоні кантування. Зовнішня поверхня кантуючої втулки у вигляді кулачка який розташований по діагоналі отвору проводки що дорівнює половині різниці діагоналі прокату та його сторони забезпечують підйом про о 2319 кату над роликом рольгангу , що знижує тиск на ролик рольгангу тому що кантуючи втулка підіймається при знаходженні кулачка втулки на поверхні холостого опорного ролика. Перелічені вище ознаки забезпечують надійне кантування гарячого розката у технологічному потоці, підвищують експлуатаційну надійність кантувача, спрощення конструкції. Передбачувана корисна модель пояснюється кресленням, на фіг. 7 зображен кантувач, вид попереду, на фіг.2 розріз А-А, на фіг.З розріз Б-Б на фіг.4. Зображена кантуюча втулка у вихідному положенні з поворотом на 45° и 90° (зображена тонкими лініями). Кантувач має станину 1, у стойках 2 якої встановлені, підшипники 3 з можливістю вільного переміщення у вертикальній площині, у підшипниках 3 з можливістю обертання циліндричними кінцями 4 посаджена нижня частина 5 кантуючої втулки, а середній участок 6 нижньої частини кантуючої втулки має виступ 7 у вигляді кулачка. Крім того участок втулки має квадратний отвір у якому встановлена змінна проводка 8 Кантуюча втулка у верхній частині має важіль 9 який шарнірно зв'язан тягою 10 з приводом повороту кантуючої втулки (привод умовно не показан). Середній участок 6 нижньої частини кантуючої втулки опирається на опорний ролик 11, встановлений на станині 1. /о Комп'ютерна верстка М. Мацело Кантувач працює таким чином. У вихідному положенні нижня частина 5 кантуючої втулки знаходиться у положенні зображеному на фіг.4 (жирною лінією). При подачі прокату рольгангом у проводки кантуючій втулці вмикається електричний привід повороту втулки через тягу 10 - важіль 9, нижня частина 5 втулки циліндричними опорними кінцями 4 провертається у підшипниках 3 на кут 45". При цьому середній участок 6 нижньої частини 5 втулки прокатується з крапки А до крапки Б віступу 7 по холостому опорному ролику 11. При зміні профіля підіймається або опускається нижня частина кантуючої втулки, а разом з нею здійснюють вертикальне переміщення підшипники З у стойках 2 станини 1 (на фіг.4 зображено тонкими лініями). При кантуванні раскату на 45° втулка підіймається вгору на стрілу виступу кулачка 7, а при кантуванні далі на 90° вона опускається на цей розмір донизу. При виході окантованого раската з проводки вмикається привід на реверс та через тягу 10 ричаг 9 , кантуюча втулка з проводкою 8 встановлюється у вихідне положення. Джерела інформації 1. "Машини та агрегати металургійних заводів" том 3, "Металургія" 1981р., с.307. 2. Авторське свідоцтво СРСР №506452 КЛ В21В39/30 1974р. Підписне Тираж 39 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м. Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'ї Хохлових, 15, м. Київ, 04119
ДивитисяДодаткова інформація
Автори англійськоюLytvyn Oleksandr Ivanovych
Автори російськоюЛитвин Александр Иванович
МПК / Мітки
МПК: B21B 39/20
Мітки: прокату, заготовчих, кантувач, станів
Код посилання
<a href="https://ua.patents.su/2-2319-kantuvach-prokatu-zagotovchikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Кантувач прокату заготовчих станів</a>
Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів
Номер патенту: 38750
Опубліковано: 15.05.2001
Автори: Крускаль Леонід Маркусович, Шрамко Микола Єгорович, Бабенко Михайло Антонович, Худик Валеріан Тарасович, Довгаль Петро Григорович, Блохін Дмитро Порфирович, Кокшаров Олександр Миколайович, Квашин Валерій Миколайович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Хандусенко Леонід Павлович, Хиноцький Анатолій Климентійович
МПК: B21B 39/00
Мітки: прокату, сортового, холодильниках, станів, пристрій, дрібносортних, підрівнювання
Формула / Реферат:
(21) 2000095343(54) (57) Дата прийняття рішення 28 лютого 2001р.Пристрій ддя підрівнювання сортового прокату на холодильниках дрібносортних станів, який складається із приводних роликів, встановлених у...
Кантувач
Номер патенту: 32282
Опубліковано: 15.12.2000
Автори: Сапожніков Михайло Борисович, Стороженко Юрій Генадійович, Солонінко Олег Дем'янович, Гончар Сергій Вікторович, Сташкевич Олег Георгійович
МПК: B66F 19/00, B65H 9/00, B66F 9/00, B65G 7/00
Мітки: кантувач
Текст:
...взаємного розташування його складових частин - перекидача і ложа, при якому виключена можливість браку при кантуванні (ушкодження кромок рулона, розрив обв'язки). Суть винаходу полягає в тому, що відомий кантувач додатково оздоблений ложем, з'єднаним з перекидачем тягами з можливістю повороту перекидача відносно ложа. При цьому перекидач виконано у вигляді двох'ярусної платформи, верхня поверхня якої створена напрямними, які встановлені з...
Рольганг-кантувач прокатного стану
Номер патенту: 34645
Опубліковано: 15.03.2001
Автори: Брехов Євген Володимирович, Плотников Володимир Олександрович, Васільєв Юрій Андрійович, Гребенюк Надія Павлівна
МПК: B21B 39/14
Мітки: прокатного, рольганг-кантувач, стану
Формула / Реферат:
Рольганг-кантувач прокатного стану, що містить в собі раму з циліндричними роликами, механізм перевертання рами та механізм, призначений зафіксувати палету з бунтом дроту, який відрізняться тим, що рольганг-кантувач оснащений важелем, шарнірно з'єднаним з рамою через ланцюг змінної довжини та розміщений по осі зафіксованої палети, при цьому один кінець важеля шарнірно з'єднаний з приводом повороту важеля, а другий - виконано з можливістю...
Кантувач кувального крана
Номер патенту: 63278
Опубліковано: 15.01.2004
Автори: Крупко Валерій Григорович, Дорохов Микола Юрійович
МПК: B21J 13/00
Мітки: кантувач, кувального, крана
Формула / Реферат:
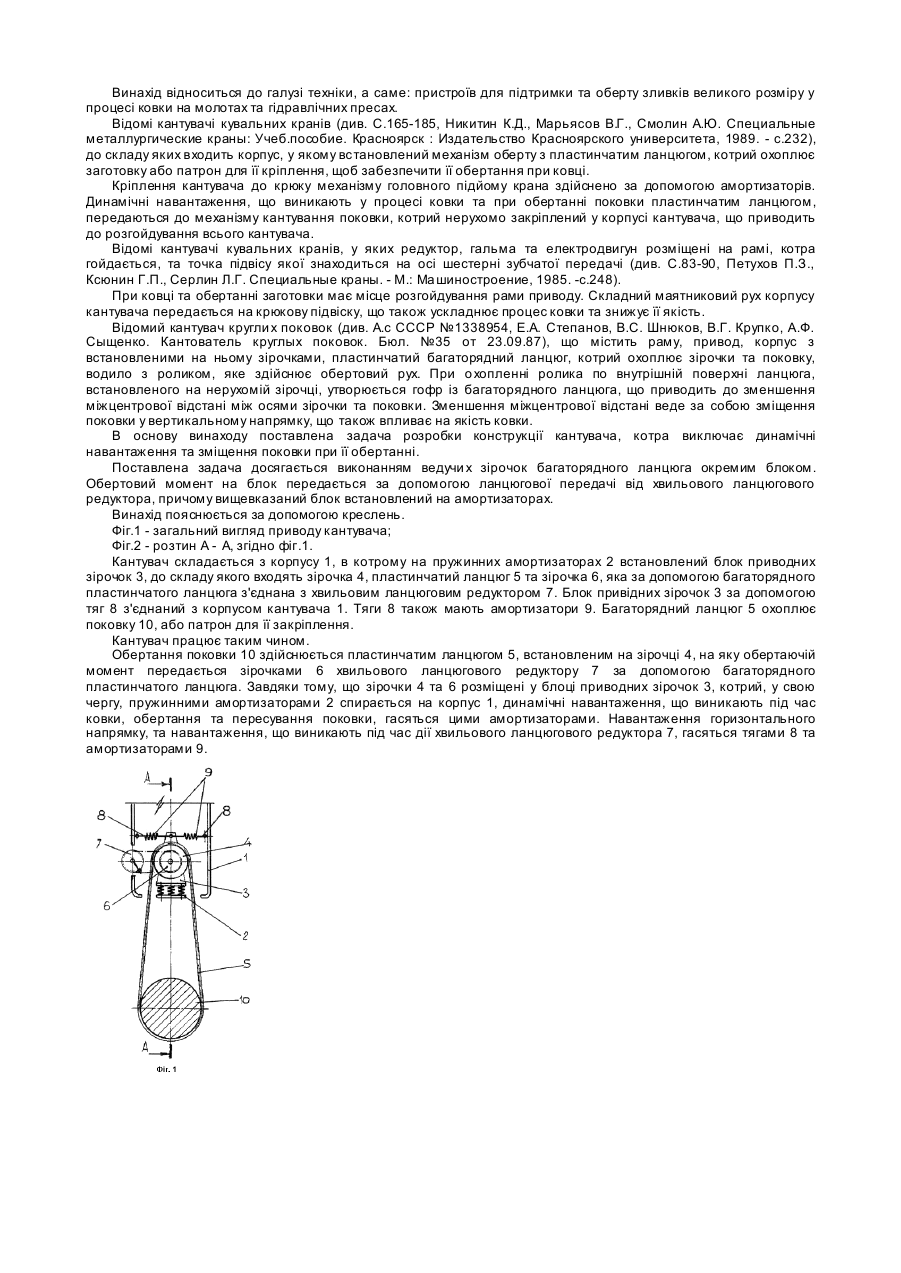
Кантувач кувального крана, що містить раму, привід, корпус з встановленими на ньому зірочками, пластинчатий багаторядний ланцюг, який охоплює зірочку та поковку, водило з роликом, яке здійснює обертовий рух, який відрізняється тим, що обертання поковки здійснюють пластинчатим ланцюгом, встановленим на зірочці, яка виконана єдиним блоком з веденою зірочкою хвильового ланцюгового редуктора, причому блок, у свою чергу, пружинними амортизаторами...
Кантувач листів
Номер патенту: 39201
Опубліковано: 15.06.2001
Автор: Сурма Святослав Іванович
МПК: B65G 7/00, B65H 15/00
Формула / Реферат:
Кантувач листів, що містить стійки, зв"язану з ними опорну раму, важелі для кантування листа, зв"язані з гідроциліндрами, підпружинені опори для контактування з листом і розташовані на стійках засоби фіксації листа у вертикальному положенні, який відрізняється тим, що на опорній рамі встановлені горизонтальні напрямні, в яких розташовані повзуни з роликами, важелі виконані із взаємодіючими з роликами повзунів напрямними пазами,...
Попередній патент: Спосіб отримання виливків блока циліндрів двигуна
Наступний патент: Лебідка відкотна
Випадковий патент: Шпик бутербродний вітамінізований для альпіністів