Спосіб хіміко-термічної обробки твердосплавних пластин
Номер патенту: 23328
Опубліковано: 31.08.1998
Автори: Каплун Віталій Григорович, Снозик Олександр Володимирович
Формула / Реферат
Способ химико-термической обработки твердосплавных пластин, включающий азотирование в азотосодержащей атмосфере, отличающийся тем, что азотирование проводят в тлеющем разряде при температуре 540-700°С, давлении 100-400Па, в азотно-аргоновой среде с концентрацией аргона 10-75%.
Текст
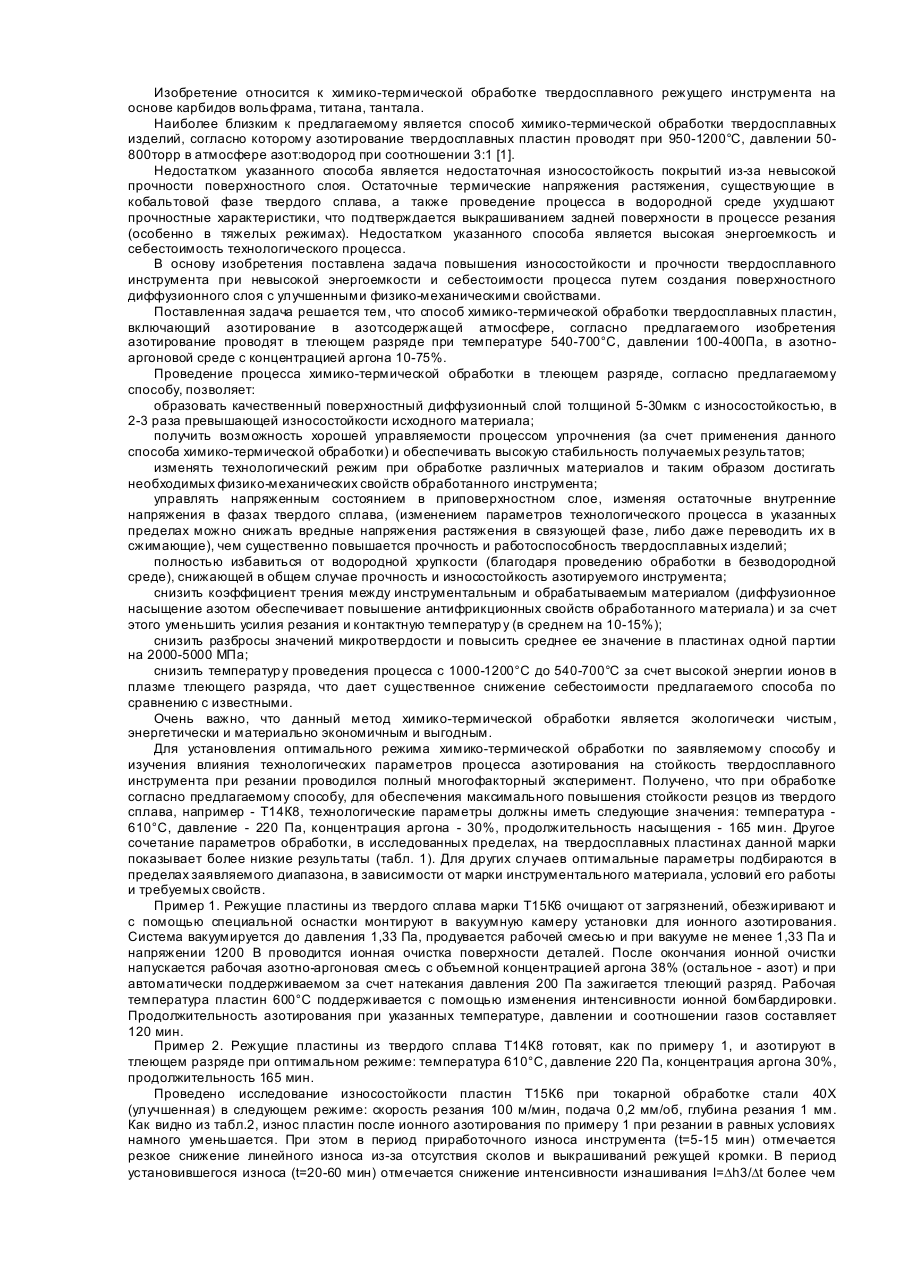
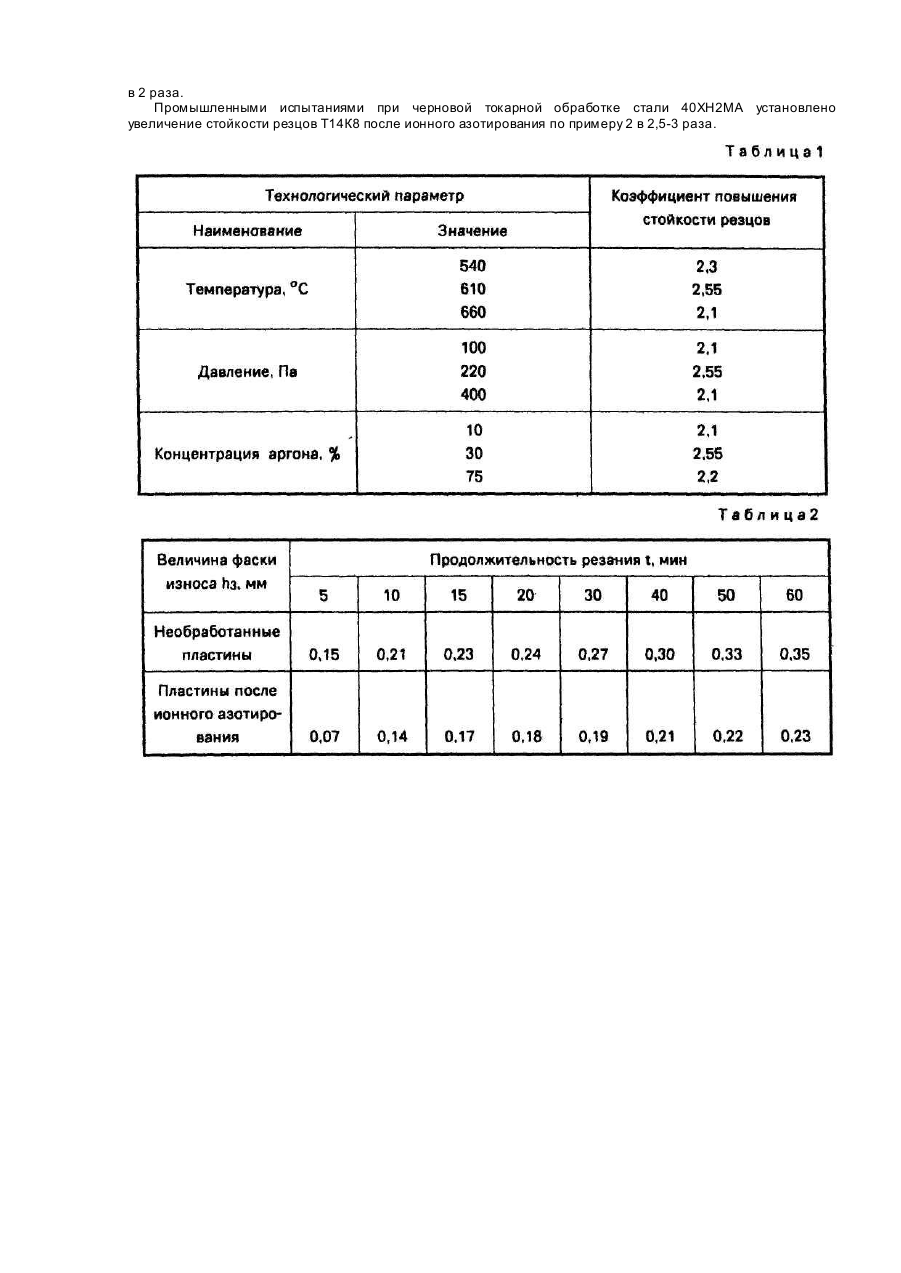
Изобретение относится к химико-термической обработке твердосплавного режущего инструмента на основе карбидов вольфрама, титана, тантала. Наиболее близким к предлагаемому является способ химико-термической обработки твердосплавных изделий, согласно которому азотирование твердосплавных пластин проводят при 950-1200°С, давлении 50800торр в атмосфере азот:водород при соотношении 3:1 [1]. Недостатком указанного способа является недостаточная износостойкость покрытий из-за невысокой прочности поверхностного слоя. Остаточные термические напряжения растяжения, существующие в кобальтовой фазе твердого сплава, а также проведение процесса в водородной среде ухудшают прочностные характеристики, что подтверждается выкрашиванием задней поверхности в процессе резания (особенно в тяжелых режимах). Недостатком указанного способа является высокая энергоемкость и себестоимость технологического процесса. В основу изобретения поставлена задача повышения износостойкости и прочности твердосплавного инструмента при невысокой энергоемкости и себестоимости процесса путем создания поверхностного диффузионного слоя с улучшенными физико-механическими свойствами. Поставленная задача решается тем, что способ химико-термической обработки твердосплавных пластин, включающий азотирование в азотсодержащей атмосфере, согласно предлагаемого изобретения азотирование проводят в тлеющем разряде при температуре 540-700°С, давлении 100-400Па, в азотноаргоновой среде с концентрацией аргона 10-75%. Проведение процесса химико-термической обработки в тлеющем разряде, согласно предлагаемому способу, позволяет: образовать качественный поверхностный диффузионный слой толщиной 5-30мкм с износостойкостью, в 2-3 раза превышающей износостойкости исходного материала; получить возможность хорошей управляемости процессом упрочнения (за счет применения данного способа химико-термической обработки) и обеспечивать высокую стабильность получаемых результатов; изменять технологический режим при обработке различных материалов и таким образом достигать необходимых физико-механических свойств обработанного инструмента; управлять напряженным состоянием в приповерхностном слое, изменяя остаточные внутренние напряжения в фазах твердого сплава, (изменением параметров технологического процесса в указанных пределах можно снижать вредные напряжения растяжения в связующей фазе, либо даже переводить их в сжимающие), чем существенно повышается прочность и работоспособность твердосплавных изделий; полностью избавиться от водородной хрупкости (благодаря проведению обработки в безводородной среде), снижающей в общем случае прочность и износостойкость азотируемого инструмента; снизить коэффициент трения между инструментальным и обрабатываемым материалом (диффузионное насыщение азотом обеспечивает повышение антифрикционных свойств обработанного материала) и за счет этого уменьшить усилия резания и контактную температур у (в среднем на 10-15%); снизить разбросы значений микротвердости и повысить среднее ее значение в пластинах одной партии на 2000-5000 МПа; снизить температур у проведения процесса с 1000-1200°С до 540-700°С за счет высокой энергии ионов в плазме тлеющего разряда, что дает существенное снижение себестоимости предлагаемого способа по сравнению с известными. Очень важно, что данный метод химико-термической обработки является экологически чистым, энергетически и материально экономичным и выгодным. Для установления оптимального режима химико-термической обработки по заявляемому способу и изучения влияния технологических параметров процесса азотирования на стойкость твердосплавного инструмента при резании проводился полный многофакторный эксперимент. Получено, что при обработке согласно предлагаемому способу, для обеспечения максимального повышения стойкости резцов из твердого сплава, например - Т14К8, технологические параметры должны иметь следующие значения: температура 610°С, давление - 220 Па, концентрация аргона - 30%, продолжительность насыщения - 165 мин. Другое сочетание параметров обработки, в исследованных пределах, на твердосплавных пластинах данной марки показывает более низкие результаты (табл. 1). Для других случаев оптимальные параметры подбираются в пределах заявляемого диапазона, в зависимости от марки инструментального материала, условий его работы и требуемых свойств. Пример 1. Режущие пластины из твердого сплава марки Т15К6 очищают от загрязнений, обезжиривают и с помощью специальной оснастки монтируют в вакуумную камеру установки для ионного азотирования. Система вакуумируется до давления 1,33 Па, продувается рабочей смесью и при вакууме не менее 1,33 Па и напряжении 1200 В проводится ионная очистка поверхности деталей. После окончания ионной очистки напускается рабочая азотно-аргоновая смесь с объемной концентрацией аргона 38% (остальное - азот) и при автоматически поддерживаемом за счет натекания давления 200 Па зажигается тлеющий разряд. Рабочая температура пластин 600°С поддерживается с помощью изменения интенсивности ионной бомбардировки. Продолжительность азотирования при указанных температуре, давлении и соотношении газов составляет 120 мин. Пример 2. Режущие пластины из твердого сплава Т14К8 готовят, как по примеру 1, и азотируют в тлеющем разряде при оптимальном режиме: температура 610°С, давление 220 Па, концентрация аргона 30%, продолжительность 165 мин. Проведено исследование износостойкости пластин Т15К6 при токарной обработке стали 40Х (улучшенная) в следующем режиме: скорость резания 100 м/мин, подача 0,2 мм/об, глубина резания 1 мм. Как видно из табл.2, износ пластин после ионного азотирования по примеру 1 при резании в равных условиях намного уменьшается. При этом в период приработочного износа инструмента (t=5-15 мин) отмечается резкое снижение линейного износа из-за отсутствия сколов и выкрашиваний режущей кромки. В период установившегося износа (t=20-60 мин) отмечается снижение интенсивности изнашивания І=Dh3/Dt более чем в 2 раза. Промышленными испытаниями при черновой токарной обработке стали 40ХН2МА установлено увеличение стойкости резцов Т14К8 после ионного азотирования по примеру 2 в 2,5-3 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for chemical and thermal treatment of hardmetal plates
Автори англійськоюKaplun Vitalii Hryhorovych, Snozyk Oleksandr Volodymyrovych
Назва патенту російськоюСпособ химико-термическо! обработки твердосплавных пластин
Автори російськоюКаплун Виталий Григорьевич, Снозык Александр Владимирович
МПК / Мітки
МПК: C23C 8/06
Мітки: обробки, хіміко-термічної, пластин, спосіб, твердосплавних
Код посилання
<a href="https://ua.patents.su/2-23328-sposib-khimiko-termichno-obrobki-tverdosplavnikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки твердосплавних пластин</a>
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Ступак Римма Іванівна, Саблєв Леонід Павлович, Григор'єв Сергій Миколайович
МПК: C23C 14/48
Мітки: хіміко-термічної, обробки, виробів, спосіб
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 14388
Опубліковано: 25.04.1997
Автори: Овчаренко Валерій Давидович, Саблєв Леонід Павлович, Григор'єв Сергій Миколайович, Шелохаєв Володимир Іванович, Аксенов Іван Іванович, Хороших Володимир Максимович, Ломіно Микола Степанович, Андреєв Анатолій Афанасійович, Ступак Римма Іванівна, Гаврилко Ігор Васильович
МПК: C23C 12/00
Мітки: інструменту, хіміко-термічної, обробки, спосіб
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение методом конденсационно-ионной бомбардировки на обрабатываемое изделие нитрида титана и азотирование в плазме газового вакуумно-дугового разряда между обрабатываемым изделием - анодом и дополнительным катодом, отличающийся тем, что, с целью повышения эксплуатационной стойкости обработанного инструмента, азотирование и нанесение нитрида титана производят в одном...
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Григор'єв Сергій Миколайович, Ступак Римма Іванівна, Верещака Анатолій Степанович, Саблєв Леонід Павлович, Андреєв Анатолій Афанасійович
МПК: C23C 8/00
Мітки: хіміко-термічної, спосіб, інструменту, обробки
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб хіміко-термічної обробки металевих виробів
Номер патенту: 5105
Опубліковано: 28.12.1994
Автори: Фальченко Віталій Митрофанович, Поліщук Дмитро Федорович, Тишкевич Віктор Михайлович, Мазанко Володимир Федорович, Ворона Сергій Петрович
МПК: C23C 8/06
Мітки: хіміко-термічної, металевих, спосіб, виробів, обробки
Формула / Реферат:
Способ химико-термической обработки металлических изделий, включающий нагрев до температуры насыщения с использованием насыщающей газообразной среды под импульсным давлением, отличающийся тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатии в процессе выдержки до давления 1·103-1,5-103 ''Па с»ери«д« >5-10>иa.
Спосіб хіміко-термічної обробки виробів

Номер патенту: 8625
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович, Бубнов Ігор Васильович, Савостіков Олександр Іванович, Ступак Римма Іванівна, Чикрижов Олександр Михайлович, Верещака Анатолій Степанович
МПК: C23C 14/48
Мітки: обробки, спосіб, хіміко-термічної, виробів
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного вакуумно-дугового разряда в атмосфере реакционного газа, нагрев изделий и их выдержку в плазме разряда при отрицательном потенциале на поверхности, отличающийся тем, что, с целью повышения износостойкости изделий, выдержку осуществляют при плавающем потенциале на поверхности обрабатываемых изделий, причем в процессе выдержки осуществляют дополнительный...
Попередній патент: Спосіб лікування ішемічної хвороби серця з супровідною патологією гєпатобіліарної системи
Наступний патент: Клейова композиція