Спосіб хіміко-термічної обробки металевих виробів
Номер патенту: 5105
Опубліковано: 28.12.1994
Автори: Мазанко Володимир Федорович, Поліщук Дмитро Федорович, Фальченко Віталій Митрофанович, Тишкевич Віктор Михайлович, Ворона Сергій Петрович
Формула / Реферат
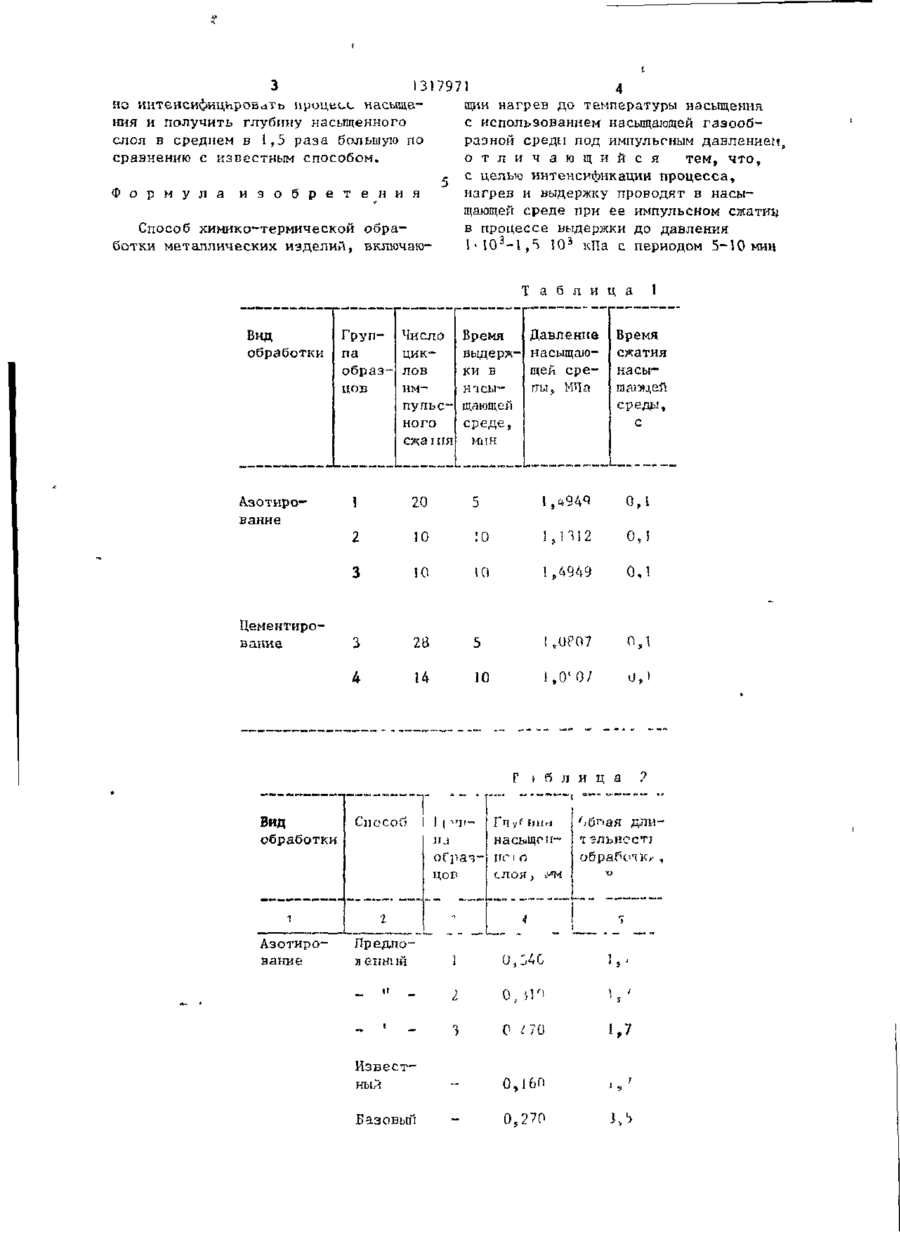
Способ химико-термической обработки металлических изделий, включающий нагрев до температуры насыщения с использованием насыщающей газообразной среды под импульсным давлением, отличающийся тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатии в процессе выдержки до давления 1·103-1,5-103 ''Па с»ери«д« >5-10>иa.
Текст
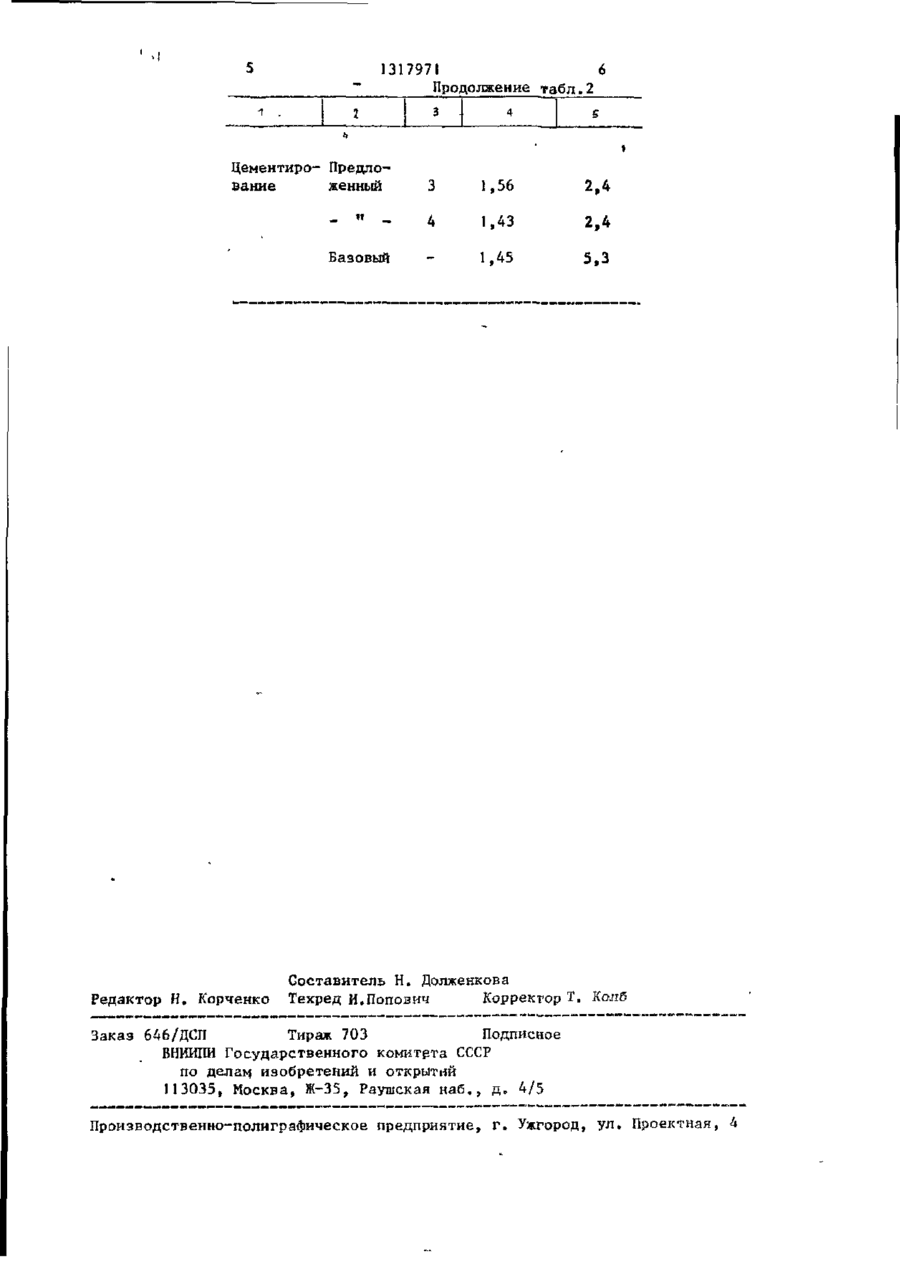
Изобретение относится к химикотермической обработке металлических изделии и может быть использовано в машиностроении, энергетике и дру гих отраслях промышленности. Цель изобретения - интенсификация процесса. Способ химико-термической обработки реализуют следующим образом. Обрабатываемое изделие нагревают до температуры насыщения и выдерживают в газообразной насыщающей среде при температуре насыщения в течение 5-Ю мин. По окончании выдержки производят импульсное сжатие насыщаю'щей среды до давления 1 10 -1,5-1О3 кПа. Затем снова выдерживают изделие в насыщающей среде 5-Ю іти, Впцєржку в насыщающей среде и импупьсное сжатие повторяют многократно. Обработка дянным способом позвопяет увеличить глубину насыщенного споч, 2 табл. 00 Лч ! _ 1317971 2 Изобретение относится к химикос использованием пересчетного притермичес^сой обрчГіотке металлических бира ПСО-2-2ііМ, работающего в режиизделий и может быть использовано в ме проверка на частоте I МГц и машиностроении, энергетике и других имеющего дистанционный запуск и отраслях промышленности* 5 остановку счета. Для запуска и Цель изобретения - интенсификаостановки счета прибора использовация процесса. ли магнитные датчики. Погрешность Обрабатываемое издание помещают измерения времени составляла в устройство для насыщения, нагре±1•10' с. Давление газообразной насывают до температуры насыщения и вы~ 10 щающей среды определяли расчетио с дерхиБШот в газообразной насыщающей использованием объединенного газосреде при температуре насыщения в вого закона. Температуру насыщающей течение 5™10 мин. По окончании высреды считали постоянной, так как держки производят импульсное сжатие прирост температуры за счет сжатия насыщающей газообразной среды до *5 до указанных давлений незначительдавления I•10'-1,5 • 10^ кПа. Затем ный и им можно пренебречь. Тогда, снова выдертсивают изделие в насызадавая объем в реакционной -зоне, щающей среде 5-Ю мин. Выдержку в модно определить давление насыщающей насыщающей среде и импульсное сжасреды в момент сжатия* тие повторяют последовательно и мно- 20 Результаты испытания приведены гократно. в табл» 2. Введение операции импульсного Предложенным способом осуществсжатия газообразной насыщающей среляли также цементацию деталей из ды приводит к увеличению кинетичесстали марки 4ОХ в природном газе* 25 Параметры и результаты обработки кой энергии газа и возрастанию количества атомов, обладающих макприведены в табл. 1 и К симальной кинетической энергией, Кроме того, проводили силицироЭто способствует активации газовой вание образцов технически чистого фазы, з также более интенсивному молибдена по предложенному способу подводу атомов насыщающего элемен30 в смеси тетрахлорчд кремния арта к поверхности обрабатываемого гон при парциальном давлении рабочей изделия. Все это обеспечивает инсмеси хлоридов 32 кПа и температуре тенсификацш-о процесса. 1200°С. Длительность выдержек в насыщающей среде составляла 10 мин, а Проводили азотирование стали 35 давление, до готороїо*"сжималась ' 4Х38ФМФ„ Из стали изготавливали газообразная смесь, 1,4949 МПа; семь групп образцов паупером число циклов .14. Общее время обработ30x30x50 мм, которые помещали в ки составляло 2,5 ч. S результате нержавеющую трубу, находящуюся в силицироваяпя на поверхности образтрубчатой т;ечп, нагретой в случае 40 цов образовался компактный, равноазотирования до SSO^C и до 430 С мерныйs однородный слой толщиной при цементировании. В качестве на48 мкм, состоящий п з дисилицида сыщающих сред использовали, аммиак. молибдена с никротвердостью После нагрева до температуры на!4?0 кг/мм"* При еллицпровании но сыщения образцы выдергивались в на45 базовому способу в той же газовой сыщающей среде, которую затем среде и температуре лыдержки в насыподвергали импульсному сжатию по щающей среде 1200 С спой толщиной режимам, приведенні ї в табл., 1 „ м в 42 мкм был получен за 4 о ( а его Сжатие газообразной насыщающей микротвердость составляла ІЗЯ0 кг/мм\ среды осуществляли с помощью 50 Таким образом, енлицирование молибпоршня с термоустойчивым уплотнением. дена по предложенному способу позвоЭнергию к поршню подводили с поляет более чем в 1,5 раза сократить мощью ударной трубы с холодным толвремя обработки при одновременном каїпщим газом к быстроденст вукядими увеличении микротззердостії покрытия клапанами, что обеспечивало воз53 и его толщины. можность варьирования времени сжатия насыщающей среды. Измерение вреПредложенный способ химико-термимени сжатия производили методом ческой обработки по сравнению с ич~ последовательного дискретного счета вестным способом позволяет знзчитель 317971 но интенсифицировать ироцесе насыщения и получить глубину насыщенного слоя в среднем в 1,5 раза большую по сравнению с известным способом. Ф о р м у л а нагрев до температуры насыщения с использованием насыщающей газообразной среди под импульсным давлением, о т л и ч а ю щ и й с я тем, что, с целью интенсификации процесса, нагрев и выдержку проводят в насыщающей среде при ее импульсном сжатие в процессе выдержки до давления 3 3 1 • !0 --1,S 10 кПа с периодом 5-10 мин и з о б р е т е н и я Способ химико-термической обработки металлических изделий, включаю Т а б л и ц а Вид Груп обработки Число цик Давление насыщающей срепы, МПа Время па выдержобраз- лов ки в насыимцов пульс- щающей ного среде, сдашл мин 1 Время сжатия насыпщицей среды, с 1 __ 5 1,4944 0,1 10 :о !,П12 0,1 10 10 1,4949 0,1 3 28 5 і,0?07 0,1 А 14 10 1 ,0 і 0/ и, і Г sб л и Ц а Вид 20 3 Цементирование 1 2 Азотирование ? Способ !( ^, обработки friyf Инн цов насыцги 1ЗЯЬНОСТЇ пс і о ITJ обрабочк*-, СЛОЯ , ifM. •о _ і г * 7 Азотирование Предлоя еині ш 1 os:/c і»' 1 0, і Г» і / 'І 3 0 /70 1,7 0,160 __ it _ ' Извест ный Базовый 0.270 і' з 5 — 1 . 1317971 6 Продолжение табл. 2 2 Цементиро- Предловакие женный 3 4 1,56 5 2,4 2,4 Базовый Редактор Н. Корченко 1,. 5,3 Составитель Н. Долженкова Техред И.Попович Корректор Т. Колб Заказ 646/ДСП Тираж 703 Подписное ВНИИПИ Государственного комитета СССР по делан изобретений и открытий ПЗО35, Москва, Ж-35, Раушская каб., д е А/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, й
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of thermo-chemical treatment of metal articles
Автори англійськоюVorona Serhii Petrovych, Polischuk Dmytro Fedorovych, Polischuk Dmytro Fedorovych, Tyshkevych Victor Mykhailovych, Falchenko Vitalii Mytrofanovych
Назва патенту російськоюСпособ химико-термической обработки металлических изделий
Автори російськоюВорона Сергей Петрович, Мазанко Владимир Федорович, Полищук Дмитрий Федорович, Тышкевич Виктор Михайлович, Фальченко Виталий Митрофанович
МПК / Мітки
МПК: C23C 8/06
Мітки: металевих, обробки, хіміко-термічної, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/4-5105-sposib-khimiko-termichno-obrobki-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки металевих виробів</a>
Спосіб термічної обробки інструменту із швидкоріжучої сталі
Номер патенту: 2598
Опубліковано: 26.12.1994
Автори: Лєсін Георгій Георгійович, Жалнін Олександр Васильович, Хижняк Віктор Гаврилович, Мороз Олена Григорівна, Лоскутов Володимир Федорович
МПК: C21D 9/22
Мітки: обробки, швидкоріжучої, термічної, спосіб, сталі, інструменту
Формула / Реферат:
Способ термической обработки инструмента из быстрорежущей стали, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, отличающийся тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае. %:щавелевокислый аммоний ...
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Рязанцев Юрій Михайлович, Дроб'язко Володимир Олексійович, Власов Леонід Олексійович, Толстих Владислав Самуїлович, Калиновський Сергій Костянтинович, Куксенко Іван Васильович, Іл'юшонок Валерій Васильович, Дейнеко Леонід Миколайович, Большаков Володимир Іванович
МПК: C21D 1/56
Мітки: великогабаритних, виробів, спосіб, обробки, термічної
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Гартівне середовище для термічної обробки сталевих виробів
Номер патенту: 4005
Опубліковано: 27.12.1994
Автори: Кобаско Микола Іванович, Гранкін Василь Ігнатович
МПК: C21D 1/34
Мітки: гартівне, виробів, обробки, середовище, термічної, сталевих
Формула / Реферат:
Закалочная среда для термической обработки стальных изделий, содержащая воду и минеральную соль, отличающаяся тем, что, с целью улучшения качества изделия, в качестве минеральной соли она содержит хлориды одно- и двухвалентных элементов и дополнительно гидроокись кальция с водородным показателем рН 7,5-12,5 при следующем соотношении компонентов, мас.%:хлориды одно- и двухвалентных элементов 6-77...
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Касьяновський Вячеслав Аркадійович, Лозовий Віктор Іванович, Дручок Генріетта Володимирівна, Євдохін Олексій Іванович, Крихта Валерій Петрович, Галак Микола Матвійович, Гетьман Віктор Андрійович, Виноградова Валентина Василівна
МПК: B08B 7/04, B08B 3/10, C23G 3/00, B08B 3/08
Мітки: пристрій, металевих, виробів, здійснення, очищення, окалини, спосіб
Формула / Реферат:
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Спосіб теплової обробки виробів із важкого бетону
Номер патенту: 2465
Опубліковано: 26.12.1994
Автори: Калініченко Станіслав Іванович, Улько Петро Іванович, Коршунов Михайло Олександрович, Дикань Сергій Антонович
МПК: C04B 40/02
Мітки: теплової, обробки, бетону, виробів, спосіб, важкого
Формула / Реферат:
Способ тепловой обработки изделий из тяжелого бетона, включающий нагрев в среде продуктов сгорания природного газа при нормальном давлении до 85—95 °C с регулируемой скоростью повышения температуры и понижения влажности среды до 20—40 % с последующим остыванием, отличающийся тем, что, с целью снижения расхода газа при сохранении прочности бетона, повышение температуры среды осуществляют со скоростью: 30—50°С/ч в течение 0,5ч; 14—20°С/ч в...
Попередній патент: Штучний зуб
Наступний патент: Трансформатор з ступінчатим регулюванням напруги
Випадковий патент: Застосування системної реконструктивної терапії як способу усунення гриж міжхребцевих дисків