Деформуюче-ріжуча протяжка
Номер патенту: 23465
Опубліковано: 02.06.1998
Автори: Лопатенко Сергій Гарнольдович, Чернявський Олег Олександрович, Чернявський Олександр Васильович

Формула / Реферат
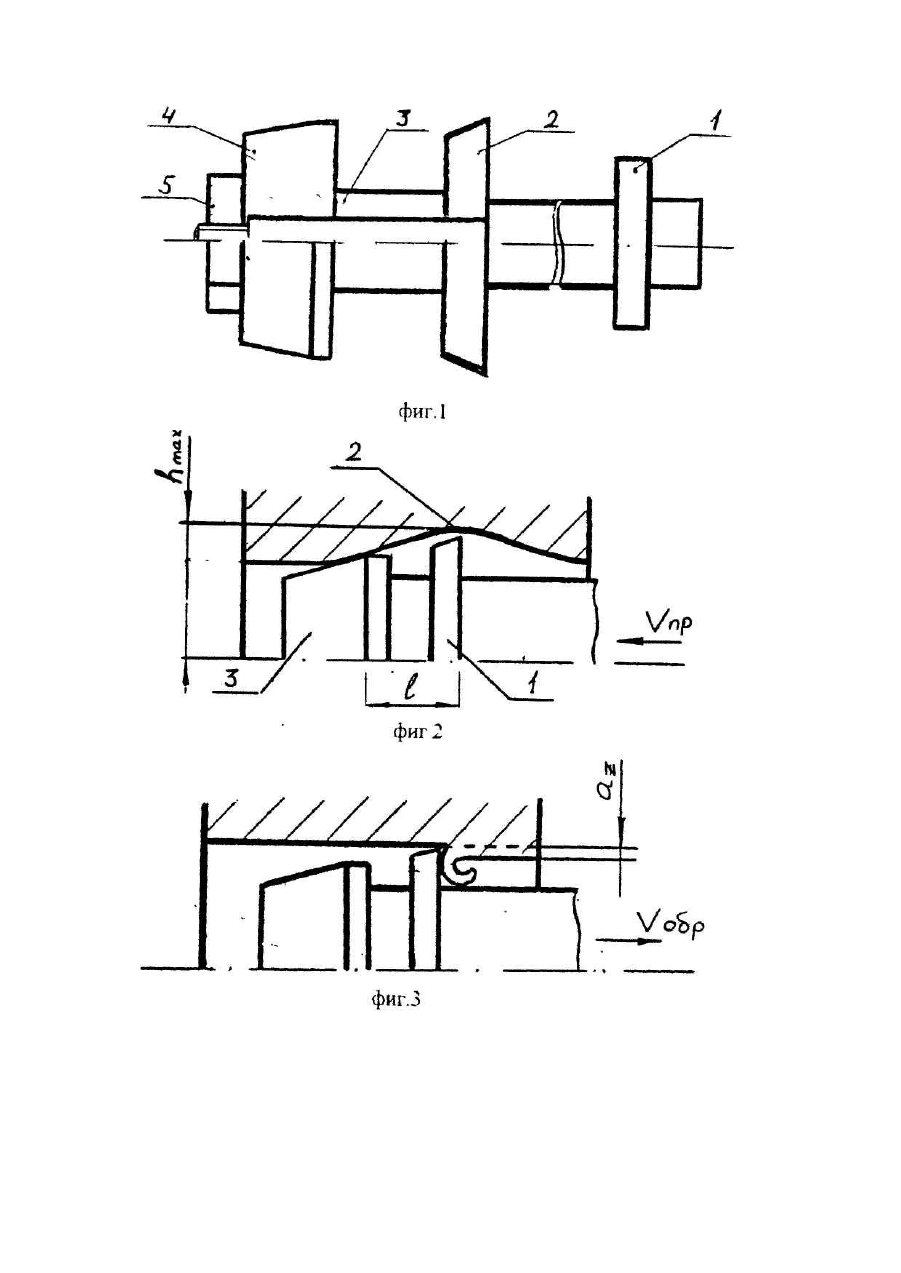
1. Деформирующе-режущая протяжка, состоящая из последовательно расположенных на оправке деформирующего и режущего зубьев, отличающаяся тем, что протяжка снабжена дистанционной втулкой, установленной на оправке между деформирующим и режущим зубьями, причем деформирующий зуб ориентирован по направлению прямого хода инструмента, а режущий - обратного, при этом расстояние между вершинами равно расстоянию до максимума волны внеконтактной деформации.
2. Деформирующе-режущая протяжка по п.1, отличающаяся тем, что максимальная высота режущего зуба hmax равна сумме высот деформирующего зуба и волны внеконтактной деформации.
Текст
Изобретение относится к области обработки металла резанием и пластическим деформированием, в частности к инструменту по обработке отверстий в деталях типа втулок и гильз. Наиболее близким техническим решением к заявленному является инструмент [1], содержащий деформирующий и режущий зубья, расположенные в одном направлении и обеспечивающие совмещение холодного пластического деформирования с резанием, что позволяет достигать высоких показателей качества обработанной поверхности либо снижать затраты на обработку. Предварительное пластическое деформирование заготовки позволяет снизить припуск под режущие зубья, за счет уменьшения погрешности формы отверстия, и повысить обрабатываемость металла резанием. В итоге это положительно сказывается на энергетических показателях операции протягивания и качестве обработанной поверхности. Однако деформирующе-режущие протяжки, как и обычные режущие, относятся к инструментам одностороннего действия, то есть обработка осуществляется только при прямом перемещении инструмента, а обратный ход является холостым. Последнее приводит к нерациональному использованию рабочего времени и влечет за собой потерю производительности и повышение энергозатрат на обработку. Кроме того, имеются протяжки (3) двухстороннего действия, у которых процесс резания производится при прямом ходе, что не позволяет использовать эффект волны внеконтактной деформации, возникающей за деформирующим элементом и эффект снижения силы протягивания при резании в направлении противоположном деформированию. Использование обратного (холостого) хода инструмента в качестве рабочего, в существующих деформирующе-режущи х протяжках нерационально по причинам, приведенным ниже. В процессе протягивания, в зависимости от физико-механических свойств обрабатываемого материала, параметров режима обработки и размеров заготовки, возможно возникновение разбивки или, чаще всего, усадки обработанного отверстия. При наличии разбивки, использовать обратный ход в качестве рабочего нет смысла, т.к. рабочие элементы либо не будут контактировать с обрабатываемой поверхностью вообще, или частично контактируя, приведут к ухудшению ее качества. В случае упругого восстановления детали (усадки) - калибрующие и некоторые режущие зубья могут входить в контакт с изделием по задней поверхности режущего клина и, тем самым, вызывать повышенный их износ, преждевременную потерю работоспособности инструмента и ухудшение качества обработанной поверхности. Цель изобретения - обеспечение возможности обработки деталей при прямом и обратном ходе. Поставленная цель достигается благодаря специальной конструкции протяжки, состоящей из оправки, на которой последовательно расположены и ориентированы в противоположных направлениях режущий и деформирующий зубья, деформирующий в направлении прямого хода, а режущий - обратного. Предлагаемый инструмент позволяет вести обработку при прямом и обратном ходе. Использование такого инструмента дает возможность снизить затраты инструментального материала, времени обработки (за счет снижения длины инструмента) и силы протягивания (за счет использования эффекта, возникающего при резании в направлении противоположном деформированию). На фиг.1 изображена конструкция протяжки; на фиг.2 и 3 - инструмент в процессе обработки детали при прямом обратном ходе соответственно. Заявляемый инструмент состоит из оправки 1, на которой последовательно расположены режущий зуб 2, дистанционная втулка 3 и деформирующий зуб 4, причем деформирующий з уб ориентирован по направлению прямого хода инструмента, а режущий - обратного при этом расстояние между их вершинами равно расстоянию до максимума волны внеконтактной деформации. Конструктивно это расстояние обеспечивается величиной дистанционной втулки. Крепление на оправке осуществляется при помощи гайки 5. Максимальная допустимая высота режущего з уба hmax равна сумме высот деформирующего зуба и волны внеконтактной деформации. Заявляемый инструмент (фиг.2 и 3) показан в процессе обработки, при прямом ходе – Vпр (процесс деформирования). Режущий зуб 1 располагается в области максимальной высоты волны внеконтактной деформации 2, возникающей за деформирующем элементе 3. На фиг.3 изображен инструмент в процессе обратного хода (процесс резания). При прямом ходе протяжки, деформирующий элемент пластически деформирует поверхностный слой заготовки 3. Из-за наличия волны внеконтактной деформации, режущий зуб не контактирует с обрабатываемой поверхностью. После выхода деформирующего элемента из зоны обработки, волны внеконтактной деформации исчезает и происходит упругое восстановление детали, что позволяет при обратном перемещении инструмента режущему зубу срезать заданный припуск предварительно сформированного слоя заготовки.
ДивитисяДодаткова інформація
Автори англійськоюCherniavskyi Oleksandr Vasyliovych
Автори російськоюЧернявский Александр Васильевич
МПК / Мітки
МПК: B23D 43/00
Мітки: деформуюче-ріжуча, протяжка
Код посилання
<a href="https://ua.patents.su/2-23465-deformuyuche-rizhucha-protyazhka.html" target="_blank" rel="follow" title="База патентів України">Деформуюче-ріжуча протяжка</a>
Шліцьова протяжка

Номер патенту: 13202
Опубліковано: 28.02.1997
Автори: Пшеничний Ігор Арсентійович, Гриценко Микола Іванович, Ємець Микола Васильович
МПК: B23D 43/00
Формула / Реферат:
(57) Шлицевая протяжка, на боковых поверхностях зубьев которой выполнены режущие кромки, отличающаяся тем, что зубья протяжки выполнены в направлении от первого зуба к последнему с уменьшающейся шириной.
Різальний інструмент для обробки отворів
Номер патенту: 19628
Опубліковано: 25.12.1997
Автори: Крепак Сергій Олександрович, Крепак Олександр Сергійович, Чайковська Валерія Едуардівна
МПК: B23F 21/00
Мітки: різальний, отворів, інструмент, обробки
Формула / Реферат:
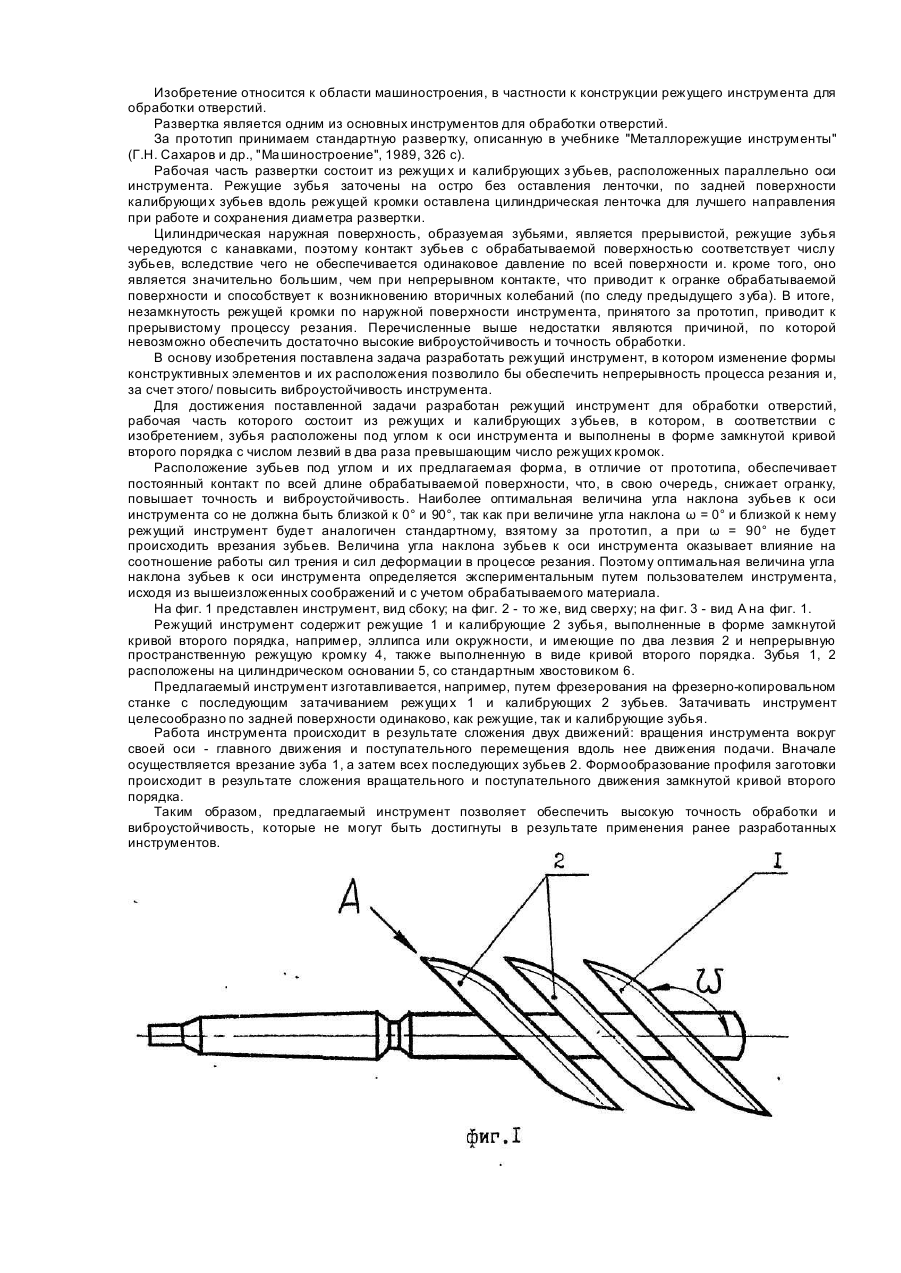
Режущий инструмент для обработки отверстий, содержащий рабочую часть, образованную режущими и калибрующими зубьями с лезвиями и режущими кромками, отличающийся тем, что зубья расположены подуглом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок.
Ріжучий інструмент
Номер патенту: 16555
Опубліковано: 29.08.1997
Автори: Червяков Володимир Миколайович, Топоров Олег Олексійович, Кушніров Павло Васильович
МПК: B23C 5/02
Мітки: ріжучий, інструмент
Формула / Реферат:
Режущий инструмент, содержащий корпус, в отверстиях которого установлены цилиндрические режущие вставки с центральными отверстиями, закрепляемые с помощью винтов, установленных в резьбовых отверстиях корпуса, перпендикуляр осям отверстий под режущие вставки, отличающийся тем, что, с целью повышения стойкости инструмента путем увеличения жесткости креплений режущих вставок, центральные отверстия во вставках выполнены диаметром, определяемым из...
Ріжучий інструмент
Номер патенту: 9945
Опубліковано: 30.09.1996
Автори: Жеребний Сергій Михайлович, Жеребний Михайло Олександрович
МПК: B23B 27/00
Мітки: інструмент, ріжучий
Формула / Реферат:
(57) 1. Режущий инструмент, содержащийдержавку, в пазу которой, сужающемся в направлении от вершины, закрепляется режущая пластина, имеющая переднюю поверхность и хвостовик, ограниченный опорными поверхностями прилежащей и противолежащей к передней поверхности, предназначенными для взаимодействия с соответствующими поверхностями гнезда державки, отличающийся тем, что опорная поверхность режущей пластины, противолежащая передней поверхности,...
Ріжуча пластина жеребного

Номер патенту: 9944
Опубліковано: 30.09.1996
Автор: Жеребний Михайло Олександрович
МПК: B23B 27/00
Мітки: ріжуча, пластина, жеребного
Формула / Реферат:
(57) Режущая пластина, имеющая режущую часть, ограниченную основанием и боковыми сторонами, и крепежную часть, отличающаяся тем, что последняя выполнена в виде двух выступов в форме трехгранных пирамид, причем одна из граней пирамид совпадает с основанием пластины, а другая - с соответствующей боковой поверхностью пластины.
Попередній патент: Токарний копіювальний напівавтомат
Наступний патент: Електродвигун
Випадковий патент: Спосіб контролю вигинної жорсткості полімерної плівки