Порошковий дріт для різання металів під водою
Номер патенту: 23722
Опубліковано: 16.06.1998
Автори: Гришанов Аркадій Олександрович, Максимов Сергій Юрійович, Паньков Василь Іванович, Савич Ігор Маврикійович

Формула / Реферат
Порошковая проволока для резки металлов под водой, состоящая из стальной оболочки и шихты, содержащей железную окалину, алюминиевый порошок, отличающаяся тем, что шихта дополнительно содержит нитрид бора при следующем соотношении компонентов, маc. %:
железная окалина 60 - 70
алюминиевый порошок 20 - 25
нитрид бора 10 -15,
при этом коэффициент заполнения составляет 25-28%.
Текст
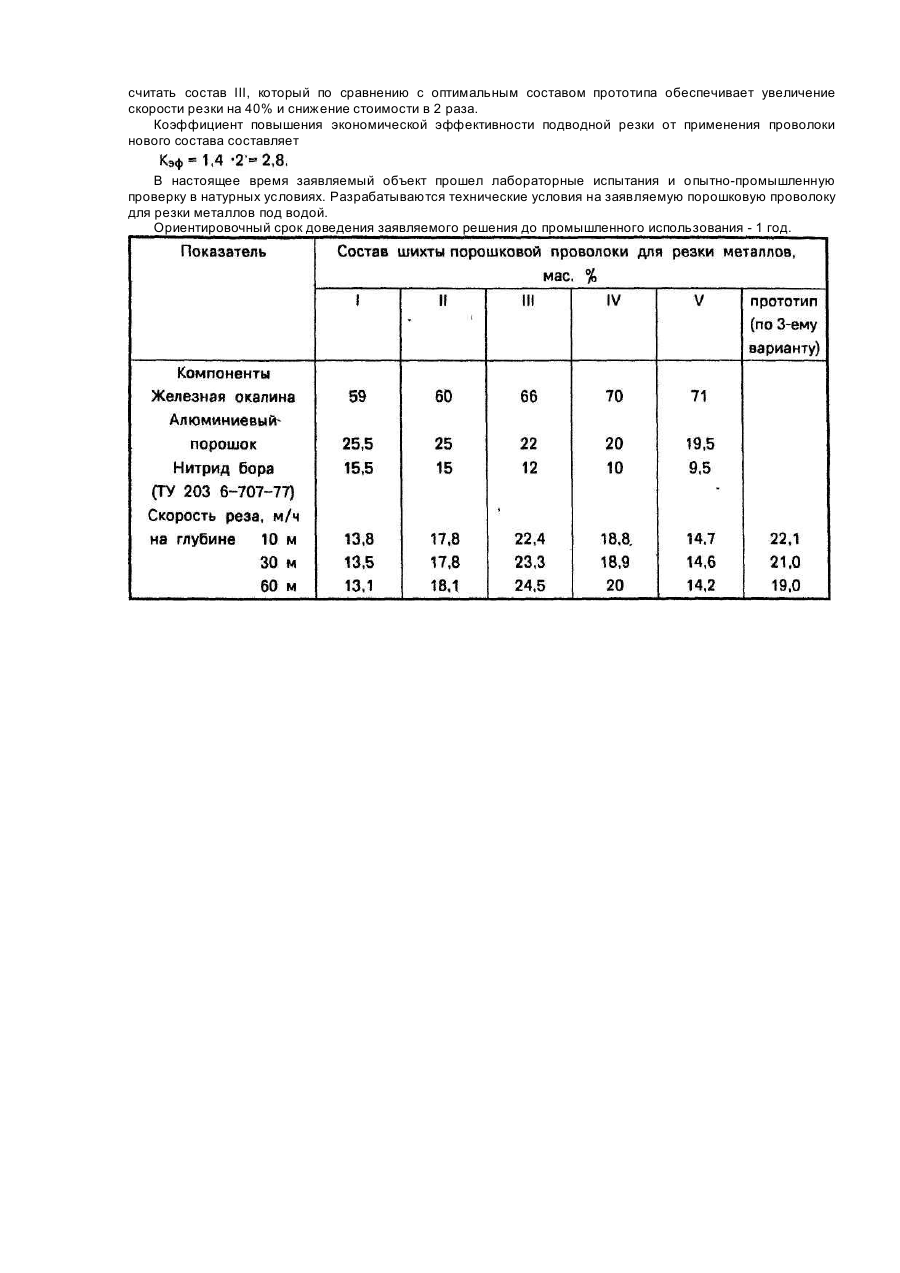
Изобретение относится к области сварки, в частности, к сварочным материалам, а именно к порошковым проволокам для дуговых сварочных процессов, и может быть использовано для механизированной резки при выполнении подводно-технических работ. Известна порошковая проволока для резки [Авт. св. СССР № 542373. кл. В 23 К 35/368], шихта которой содержит следующие компоненты, мас. %: Перекись бария 25-35 Железная окалина 25-55 Двухромовокислый калий 15-25 Алюминиевый порошок 5-15 Основным недостатком указанной проволоки является понижение скорости резки с увеличением глубины и ограничение длительности пребывания под водой, связанные с большой реакционной способностью двухромовокислого калия. Наиболее близкой к заявляемой по составу компонентов шихты является порошковая проволока [Авт. св. СССР №160017, кл. В 23 К 35/368], выбранная в качестве прототипа. Состав проволоки-прототипа характеризуется следующим соотношением компонентов, мас.%: Перекись бария 20-30 Железная окалина 20-50 Двухромовокислый калий 10-20 Алюминиевый порошок 5-15 Гетероцепной полимер 5-40 Недостатком проволоки-прототипа является понижение скорости резки с увеличением глубины и наличие токсичных ингредиентов в шихте. Кроме того, высокая стоимость шихты на основе перекиси бария и полимеров снижает экономичность резки. Поставлена задача создать такую порошковую проволоку для резки металлов под водой, которая могла бы повысить скорость реза с увеличением глубины и не содержала бы вредных и дорогостоящих компонентов. Указанная задача решена таким образом, что порошковая проволока для резки металлов под водой, состоящая из стальной оболочки и шихты, содержащей железную окалину, алюминиевый порошок, дополнительно содержит нитрид бора при следующем соотношении компонентов, мас. %: Железная окалина 60-70 Алюминиевый порошок 20-25 Нитрид бора 10-15 при этом коэффициент заполнения составляет 25-28%. Нитрид бора введен в проволоку в виде оптимально измельченного порошка. Важнейшим преимуществом нитрида бора как стабилизирующего компонента в составе шихты порошковой проволоки является его способность взаимодействовать с парами воды, обуславливая повышение тепловой мощности режущей струи и скорости резки. Уменьшение потери тепла происходит, в основном, за счет сокращения энергии на термодиссоциацию водяного пара в объеме газового пузыря, окружающего столб дуги. Следует отметить, что сварочный шлак с нитридом бора имеет полупроводниковые свойства. При нагревании до 800°С проводимость увеличивается на несколько порядков. Это сказывается на снижении величины работы выхода электронов и увеличении эмиссионных характеристик шлака, что позволяет значительно увеличить стабильность горения дуги. Железная окалина в составе проволоки обеспечивает шлаковую защиту, наличие которой способно дополнительно защитить от воздействия окружающей среды (особенно при больших глубинах) зону горения дуги и замедлить процесс остывания расплавленного металла и кромок реза. Алюминиевый порошок введен в состав шихты для усиления экзотермического эффекта и повышения тепловой мощности режущей струи. В реальных условиях подводная резка выполняется на глубинах, доступных водолазу, т.е. в условиях стабилизированного процесса. При подводной резке порошковой проволокой уже на глубине до 10 м процесс нестабилен из-за резких изменений в объеме газового пузыря вокруг столба дуги и больших скоростей охлаждения, что вызывает нарушения устойчивости параметров дуги и скорости резки. В связи с этим для определения технологических параметров резки с использованием заявляемой проволоки были проведены испытания в гидробарокамере, имитирующей реальные условия гидростатического давления. Испытания проволок диаметром 2 мм производились при подводной резке образцов низкоуглеродистой стали толщиной 20 мм на токе 550-600 А при рабочем напряжении 50-55 В под гидростатическим давлением, соответствующем глубине 10, 30, 60 м. Источник тока - ВС-600 М, полярность обратная. Результаты испытаний представлены в таблице. Из таблицы видно, что при увеличении гидростатического давления с ростом глубины от 10 до 60 м процесс резки происходит стабильно, скорость резки возрастает. Таким образом, порошковая проволока с заявленным составом за счет стабилизации параметров дуги под водой обеспечивает достижение основной цели изобретения - увеличение скорости резки в условиях гидростатического давления. Содержание нитрида бора в пределах 10-15% является оптимальным. Верхний предел (15%) связан с технологическими ограничениями. Уменьшение его содержания менее 10% снижает скорость резки. Увеличение в составе шихты количества железной окалины более 70% и снижение менее 60% отрицательно сказывается на устойчивости горения дуги и скорости реза. Содержание алюминиевого порошка свыше 25% снижает стабильность процесса резки, а менее 20% приводит к уменьшению экзотермического эффекта. Таким образом, оптимальным вариантом состава шихты заявляемой порошковой проволоки следует считать состав III, который по сравнению с оптимальным составом прототипа обеспечивает увеличение скорости резки на 40% и снижение стоимости в 2 раза. Коэффициент повышения экономической эффективности подводной резки от применения проволоки нового состава составляет В настоящее время заявляемый объект прошел лабораторные испытания и опытно-промышленную проверку в натурных условиях. Разрабатываются технические условия на заявляемую порошковую проволоку для резки металлов под водой. Ориентировочный срок доведения заявляемого решения до промышленного использования - 1 год.
ДивитисяДодаткова інформація
Автори англійськоюHryshanov Arkadii Oleksandrovych, Pankov Vasyl Ivanovych, Savych Ihor Mavrykiiovych, Maksymov Serhii Yuriiovych
Автори російськоюГришанов Аркадий Александрович, Паньков Василий Иванович, Савич Игорь Маврикиевич, Максимов Сергей Юрьевич
МПК / Мітки
МПК: B23K 35/368
Мітки: дріт, різання, порошковий, водою, металів
Код посилання
<a href="https://ua.patents.su/2-23722-poroshkovijj-drit-dlya-rizannya-metaliv-pid-vodoyu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для різання металів під водою</a>
Порошковий дріт для підводного різання

Номер патенту: 3128
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Нефедов Юрій Миколайович, Данченко Михайло Євгеньович, Савич Ігор Маврикійович, Грецький Юрій Якович
МПК: B23K 35/368
Мітки: різання, порошковий, дріт, підводного
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из низколегированной стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью увеличения скорости резки за счет стабилизации параметров дуги в условиях гидростатического давления на глубине до 15 м, шихта содержит в качестве газообразующего компонента селитру, а в качестве стабилизирующего —...
Порошковий дріт для підводного різання

Номер патенту: 3129
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Данченко Михайло Євгеньович, Савич Ігор Маврикійович
МПК: B23K 35/368
Мітки: різання, дріт, підводного, порошковий
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью повышения производительности и экономичности подводной резки и уменьшения удельного расхода электродных материалов, шихта в качестве газообразующего компонента содержит сидерит, а в качестве стабилизирующего компонента — щелочной силикат,...
Порошковий дріт для зварювання під водою
Номер патенту: 19627
Опубліковано: 25.12.1997
Автори: Білоусов Олексій Валерійович, Гришанов Аркадій Олександрович
МПК: B23K 35/36
Мітки: дріт, водою, зварювання, порошковий
Формула / Реферат:
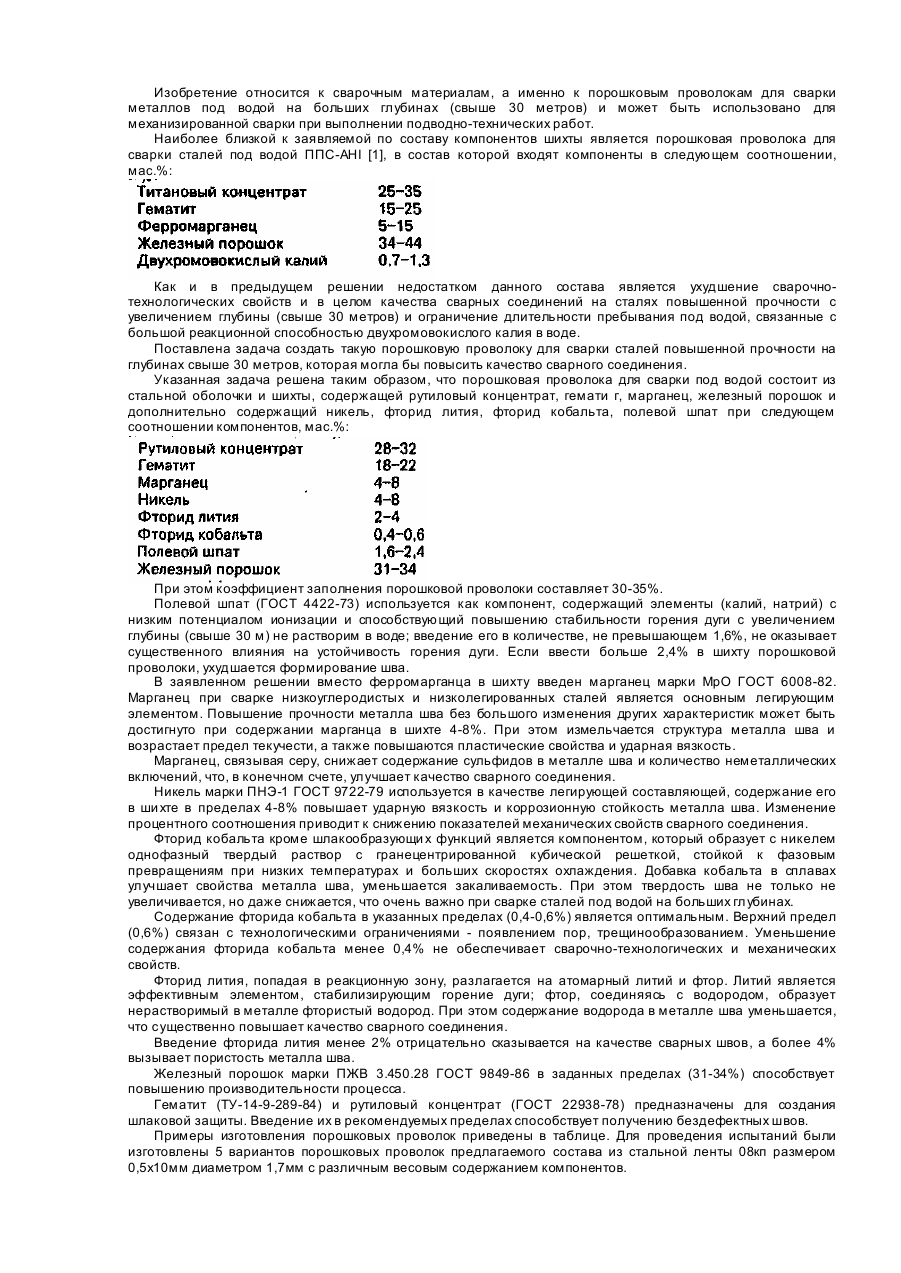
Порошковая проволока для сварки под водой, состоящая из стальной оболочки и порошкообразной шихты, включающей рутиловый концентрат, гематит, марганец, железный порошок, отличающаяся тем, что шихта содержит дополнительно никель, фторид лития, фторид кобальта, полевой шпат при следующем соотношении компонентов, мас.%:при этом коэффициент заполнения порошковой проволоки составляет 30-35%.
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Анікін Анатолій Афанасьєвіч, Любич Сергій Олександрович, Любич Олександр Йосипович, Корягін Владімір Алєксєєвіч, Пчелінцев Віктор Олександрович
МПК: B23K 35/368
Мітки: порошковий, чавуну, наплавки, дріт
Формула / Реферат:
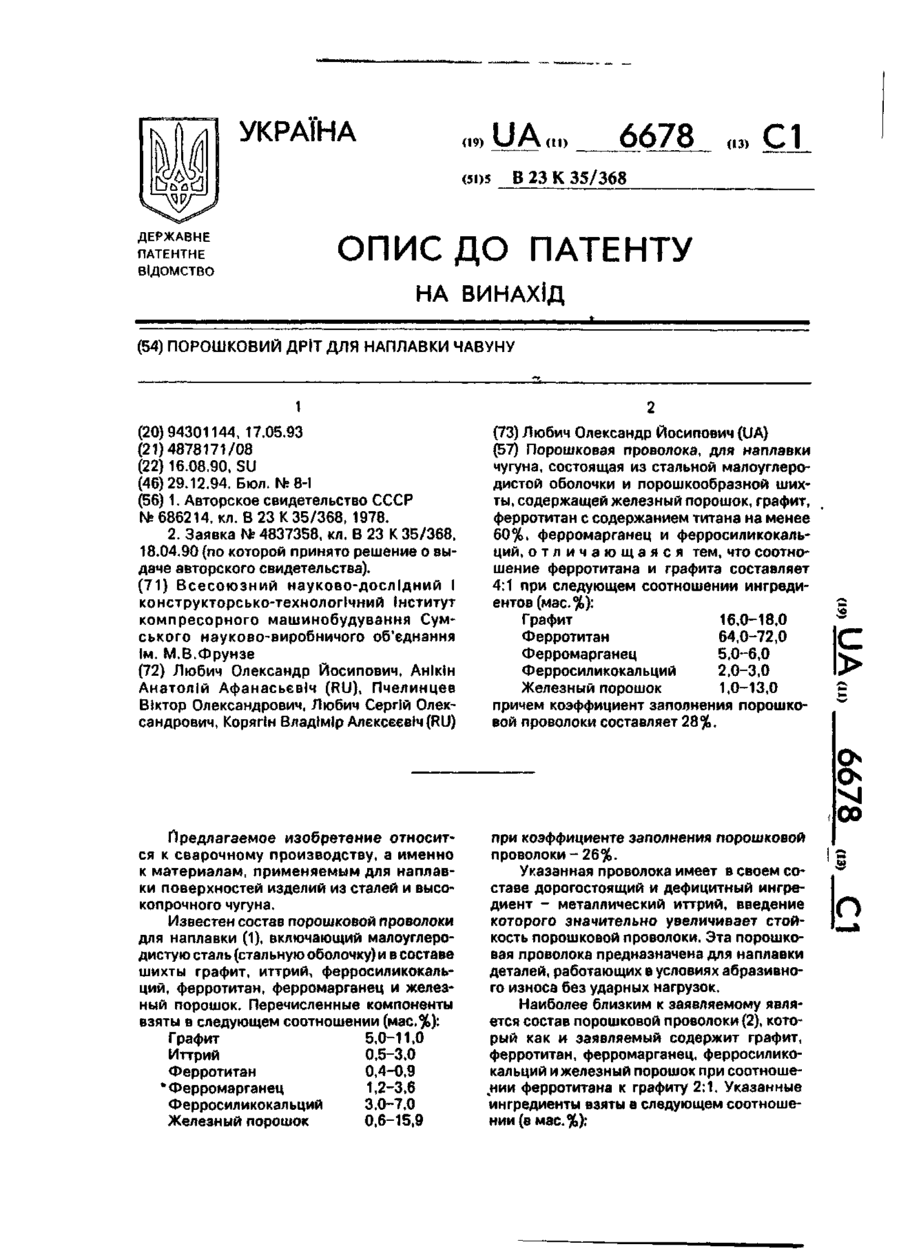
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Рак Петро Іванович, Походня Ігор Костянтинович, Альтер Володимир Федорович, Шлєпаков Валерій Миколайович
МПК: B23K 35/02
Мітки: порошковий, дріт
Формула / Реферат:
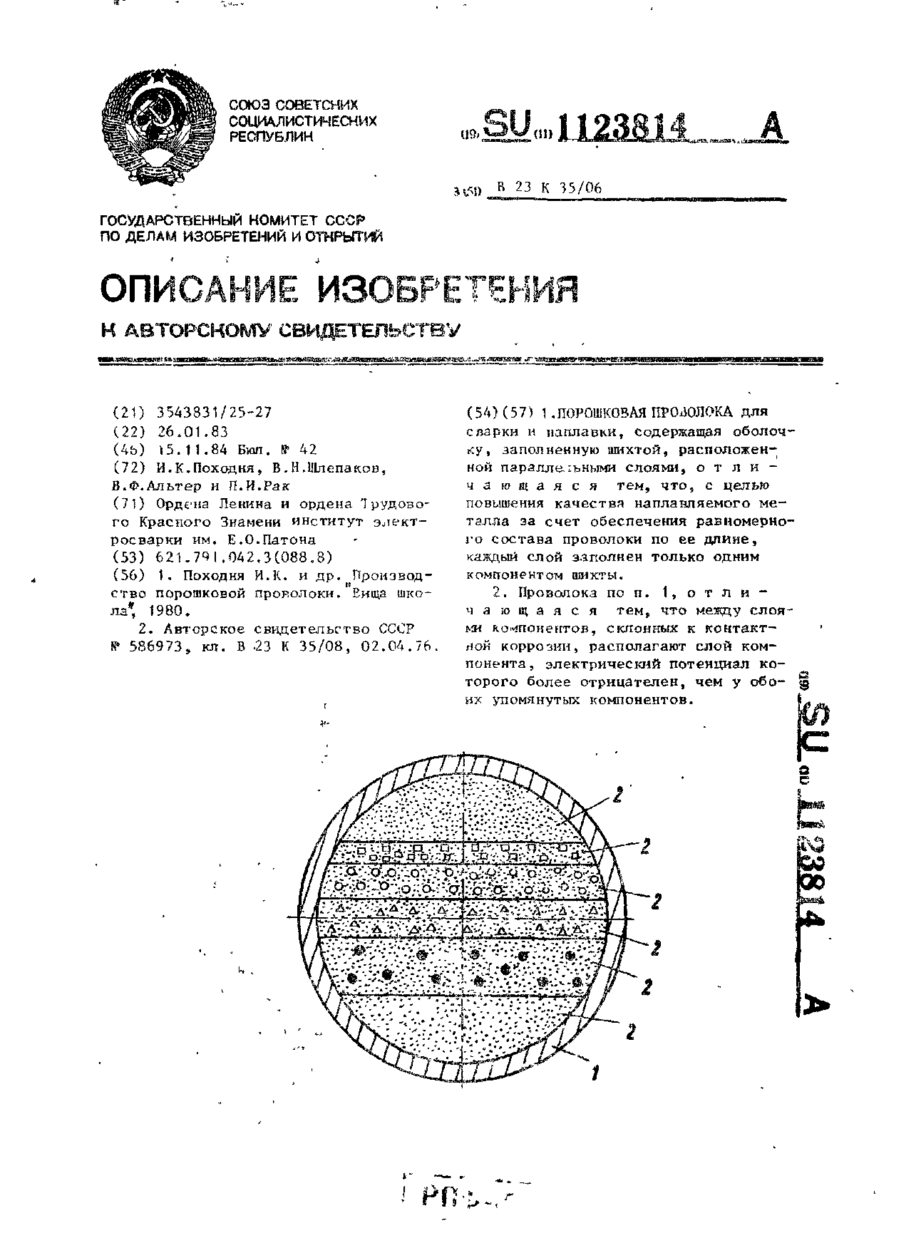
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Попередній патент: Автономний пристрій для дугового зварювання
Наступний патент: Бактерицидний препарат “тімопен” для лікування пустульозних вульвовагінітів (баланопоститів) великої рогатої худоби
Випадковий патент: Багаторівневий торговельний стелаж для розміщення ємностей з рідиною та подання рекламної інформації