Автономний пристрій для дугового зварювання
Номер патенту: 23804
Опубліковано: 16.06.1998
Автори: Патон Борис Євгенович, Дудко Данило Андрійович, Кістерська Світлана Михайлівна, Коротинський Олександр Євтихієвич
Формула / Реферат
Автономное устройство для дуговой сварки, содержащее держатель электрода или шланговый держатель и механизм подачи проволоки, системы управления и газоснабжения, установленные на каком-либо транспортном средстве - автомобиле, танке или другом с двигателем внутреннего сгорания, снабженном электрическим стартером, причем зарядный генератор и аккумулятор транспортного средства включены параллельно друг другу, отличающееся тем, что оно снабжено преобразователем напряжения, вход которого через контактор подключен к системе "аккумулятор - генератор, а выход - к аккумулятору и дуговому промежутку, причем вход преобразователя представляет собой соединенные вместе первичные обмотки трансформатора, вторые концы которых подключены к коммутирующим элементам, управляющие цепи которых соединены с задающим генератором блока управления, а выход преобразователя напряжения образован двумя вторичными основными обмотками, соединенные концы которых подключены к дуговому промежутку, вторые концы подключены к выпрямительным диодам, которые своими выводами соединены с положительной клеммой аккумулятора, причем основные обмотки связаны с дополнительными обмотками, один конец которых соединен с основной обмоткой, а другой - с конденсаторами, подключенными к диодам схемы удвоения напряжения.
Текст
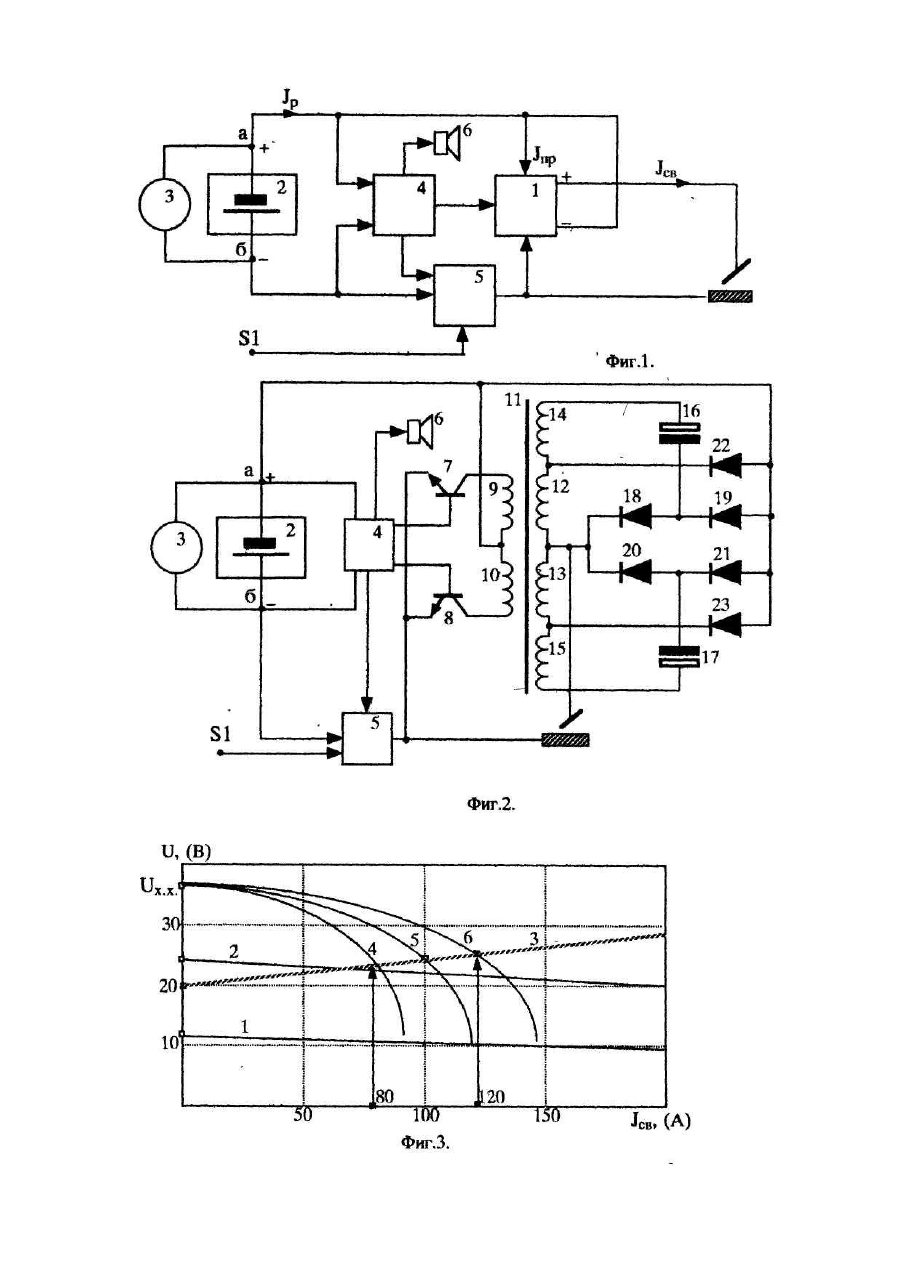
Изобретение относится к сварочной технике, а также другим родственным технологиям (резка, нанесение покрытий и т.д.) и может быть использовано при разработке специализированных источников питания для сварки штучными электродами. Оно может также использоваться для механизированной сварки в защитных газах. Его область применения машиностроение, транспорт, строительство и другие отрасли народного хозяйства. Наиболее широкое применение изобретение получит при проведении ремонтных работ для восстановления автомобилей, сельхозтехники, при монтажных работах в полевых условиях, а также при проведении технологических работ в космосе. Оборудование, использующееся в настоящее время для проведения указанных работ, как правило, отличается громоздкостью, дороговизной и низкой мобильностью, что затрудняет его применение в полевых и монтажных условия х. Известен переносной сварочный агрегат американской фирмы MOSA с приводом от бензинового двигателя, который может транспортироваться к месту сварки в багажнике автомобиля [Mosa portable affordable powerful. Welding Journal// октябрь, 1987. - C.8]. Этот аппарат маломощный и не обладает возможностью регулирования величины сварочного тока в процессе сварки. Известен также сварочный агрегат, способный обеспечить более высокое значение напряжения холостого хода и рабочего тока, что достигается за счет оснащения конструкции дополнительным генератором [Schwelb strom, aus dem BCW//Baumaschinendiens, ФРГ. - 1989. – 25. - №12. - C.956]. Но применение дополнительного генератора для обеспечения требуемой мощности источника связано со значительными затратами, что отражается на себестоимости оборудования и рентабельности процесса сварки. В качестве прототипа заявляемого изобретения принято автономное устройство, включающее сварочный пистолет со встроенным механизмом подачи проволоки или отдельным подающим механизмом и держатель со шлангом, системы управления и газоснабжения, установленные на каком-либо транспортном устройстве с двигателем внутреннего сгорания, снабженным электрическим стартером, в котором для питания сварочной дуги используют параллельно включенные зарядный генератор и аккумулятор [Авт.св. СССР №1743065, кл. В 23 К 9/10, 03.11.90 (или Патент Украины №8)]. Аккумулятор устройства подсоединен к дуге через разделительный вентиль. Недостатком устройства является невозможность использования его для ручной дуговой сварки, так как внешняя характеристика является достаточно жесткой, пригодной только для механизированной сварки. Устройство рассчитано на сварку тонкой проволокой; напряжения аккумулятора недостаточно для обеспечения стабильного процесса сварки штучными электродами или толстой проволокой. В основу изобретения поставлена задача создания автономного устройства для дуговой сварки с расширенными функциональными возможностями путем введения в состав электрической схемы устройства дополнительных элементов, что обеспечивает технический результат, выражающийся в улучшении динамических характеристик, в частности, увеличении напряжения холостого хода и напряжения поджига дуги. Сущность изобретения заключается в том, что автономное устройство для дуговой сварки, содержащее держатель электрода или шланговый держатель и механизм подачи проволоки, системы управления и газоснабжения, установленные на каком-либо транспортном средстве - автомобиле, комбайне, танке или другом с двигателем внутреннего сгорания, снабженном электрическим стартером, причем зарядный генератор и аккумулятор транспортного средства включены параллельно друг другу, снабжено преобразователем напряжения, вход которого через контактор подключен к системе "генератор-аккумулятор", а выход - к аккумулятору к дуговому промежутку, причем вход преобразователя представляет собой соединенные вместе первичные обмотки трансформатора, вторые концы которых подключены к коммутирующим элементам, управляющие цепи которых соединены с задающим генератором блока управления, а выход преобразователя образован двумя вторичными основными обмотками, соединенные концы которых подключены к дуговому промежутку, вторые концы подключены к выпрямительным диодам, которые своими выходами соединены с положительной клеммой аккумулятора, причем основные обмотки соединены с дополнительными обмотками, один конец которых связан с основной обмоткой, а другой - с конденсаторами, подключенными к схеме удвоения напряжения. Отличием предлагаемого изобретения от описанного в прототипе является наличие в схеме устройства преобразователя напряжения и особенности подключения элементов электрической схемы, что в, итоге позволяет при использовании обычных автомобильных аккумуляторных батарей с напряжением »12 В обеспечить рабочие характеристики источника питания, достаточные для осуществления ручной дуговой сварки. На фиг.1 изображена блок-схема сварочного устройства; на фиг.2 - принципиальная электрическая схема; на фиг.3 - вольтамперная характеристика источника питания, отражающая области устойчивых режимов ручной дуговой сварки. Устройство состоит из следующих элементов (фиг, 1): 1 - преобразователь напряжения (ПН), 2 - аккумулятор, 3 - генератор, 4 - блок управления (БУ), 5 - контактор, 6 - сигнализатор разряда. Дополнительный инверторный преобразователь 1 включен последовательно с аккумулятором 2, заряжаемым генератором 3, и дуговым промежутком. Режимы работы устройства задаются блоком управления 4, который подключен непосредственно к клеммам а-б аккумулятора 2. Коммутатор 5, предназначенный для включения и отключения устройства, установлен между клеммой 6 и дуговым промежутком. Сигнализатор 6, использующийся для формирования звукового сигнала, подключен к блоку управления 4. Взаимосвязь элементов блока управления 4 отражает приведенная на фиг.2 электрическая схема. Блок состоит из транзисторных ключей 7 и 8. подключенных своими коллекторами к первичным обмоткам 9 и 10 трансформатора 11. Трансформатор содержит вторичные обмотки 12, 13, 14 и 15, причем обмотка 14 через конденсатор 16, а обмотка 15 через конденсатор 17 соединены с выпрямительным мостом, образованным диодами 18, 19, 20 и 21. Обмотки 12 и 13 соединены соответственно с диодами 22 и 23, которые образуют основной выпрямитель. Устройство работает следующим образом. Его включение осуществляется с помощью коммутатора 5 по команде S1. При подключении БУ (4) к клеммам аккумулятора а-б задающий генератор (ЗГ), входящий в его состав, формирует тактовые импульсы, которые управляют работой силовых коммутаторов, выполненных на транзисторах 7,8. Последние своими коллекторами подключены к соответствующим обмоткам 9, 10, общая точка которых соединена с положительной клеммой аккумулятора 2. Две вторичные обмотки 12,13 трансформатора 11 выполнены таким образом, чтобы напряжение холостого хода (Ux.х.) на их концах в сумме с напряжением аккумулятора 2 было достаточным для обеспечения стабильного горения дуги при ручной сварке. Как показывает опыт, величина этого напряжения »36 В. Следовательно, при использовании транспортного средства, снабженного аккумулятором с напряжением 12 В, коэффициент трансформации должен соответствовать »2, а при напряжении аккумулятора 24 В - 0,5. С учетом указанных коэффициентов трансформации рассчитываются числа витков обмоток 12, 13. Для обеспечения повышения напряжения во время поджига дуги основные обмотки трансформатора 11 соединены с дополнительными обмотками 14, 15, которые выполнены так, чтобы увеличить напряжение на 68 В, которое необходимо для надежной работы удвоителя напряжения, схема которого образована конденсаторами 16, 17 и диодами 18, 19, 20 и 21. Основное назначение удвоителя, способного обеспечить ток нагрузки 10-15 А, повышение стабильности горения дуги. Выпрямление основного сварочного тока выполняется силовыми диодами 22,23, общие точки которых также подключены к положительной клемме аккумулятора. Общая точка обмоток 12,13 соединена непосредственно с дуговым промежутком. Как нетрудно видеть из приведенного описания схемы (фиг.2), предлагается устройство с комбинированной внешней характеристикой (ВХ). Она определяется суперпозицией ВХ аккумулятора и ВХ ПН. Аналитические выражения для такого устройства можно представить в виде следующи х формул: где UA (Jсв) - изменение напряжения на аккумуляторе, вызванное протеканием разрядного тока; UАх.х. - напряжение холостого хода аккумулятора; Jp - полный разрядный ток; k1 - коэффициент пропорциональности. Нетрудно показать, что в принятой схеме включения (режим вольтодобавки) функциональная связь между током сварки Jсв и полным разрядным током имеет вид: где kтр - коэффициент передачи трансформатора 11. Для UА = 12 В kтр = 2, а для UА = 24 В kтр = 0,5. С учетом (2) выражение (1) можно преобразовать к виду: UA(Jсв) = U Ax.x. - k 1(kтр+1)Jсв, (3) Выражение, характеризующее напряжение на выходе преобразователя напряжения I – Uпр, можно представить квадратичным полиномом: где Uпр. х.х. - напряжение на выходе 1 в режиме холостого хода, k2, k3 - коэффициенты пропорциональности, которые характеризуют свойства трансформатора 11 (его жесткость). Суммирование (3) и (4) приводит к выражению для ВХ предлагаемого устройства. Графическая иллюстрация приведенных выражений дана на фиг.3. Здесь кривые 1 и 2 отображают ВХ соответственно 12-ти и 24-х вольтовых аккумуляторов. Кривые 4, 5, 6 представляют внешние характеристики источника питания при различной "жесткости" трансформатора 11. Как известно, в соответствии с ГОСТ 95-77, при ручной сварке штучными электродами вторичное напряжение U2 и сварочный ток связаны отношением; U2 = 20 + 0,04×Jсв - кривая 3. Следовательно, границы устойчивых режимов определяются точками пересечения кривых 4, 5, 6 с кривой 3. Соответственно в приведенном примере достижимые значения сварочных токов равны 80, 100 и 120 А. Откуда, использовавшись выражением (2), найдем, что для 24-х вольтовой батареи полный разрядный ток будет равен соответственно 120, 150 и 180 А. В случае 12-ти вольтовой батареи полярный разрядный ток значительно выше - 280, 350 и 420 А. При разряде аккумулятора 2 ниже допустимого уровня появляется звуковой сигнал тревоги и спустя 5 с, которые отводятся сварщику на завершение процесса, срабатывает контактор 5 и отключает аккумулятор.
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Dudko Danylo Andriiovych, Korotynskyi Oleksandr Yevtykhiievych
Автори російськоюПатон Борис Евгеньевич, Дудко Даниил Андреевич, Коротинский Александр Евтихиевич
МПК / Мітки
МПК: B23K 9/10
Мітки: дугового, пристрій, автономний, зварювання
Код посилання
<a href="https://ua.patents.su/3-23804-avtonomnijj-pristrijj-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Автономний пристрій для дугового зварювання</a>
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Дудко Данило Андрійович, Горбенко Микола Володимирович, Зацерковний Сергій Анатолійович, Кістерська Світлана Михайлівна
МПК: B23K 9/10
Мітки: дугового, пристрій, дротом, зварювання, електродним, автономний, механізованого, тонким
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Пристрій для дугового зварювання
Номер патенту: 3757
Опубліковано: 27.12.1994
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Формула / Реферат:
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора...
Пристрій для дугового зварювання
Номер патенту: 14137
Опубліковано: 25.04.1997
Автори: Глущенко Анатолій Димитрович, Худяков Вячеслав Іванович, Дудко Данило Андріьович, Потап'євський Аркадій Григорович
МПК: B23K 9/095
Мітки: зварювання, пристрій, дугового
Формула / Реферат:
1. Устройство для дуговой сварки плавящимся электродом, содержащее механизм подачи электродной проволоки с блоком реле. источник питания дуги, блок дистанционного изменения напряжения источника питания, включающий пусковое и исполнительное реле, а также промежуточное реле, подключенное к блоку реле механизма подачи электродной проволоки, отличающееся тем, что, с целью повышения качества начального и конечного участков сварного соединения,...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Махлін Наум Мордухович, Гавва Віктор Маркович, Федотенков В'ячеслав Георгійович, Зацерковний Сергій Анатолійович
МПК: B23K 9/00
Мітки: випрямляч, дугового, плавким, електродом, зварювання
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Випрямляч для дугового зварювання
Номер патенту: 3758
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Карпенко Олександр Петрович
МПК: B23K 9/00
Мітки: дугового, зварювання, випрямляч
Формула / Реферат:
1. Выпрямитель для дуговой сварки, содержащий понижающий силовой трансформатор, вентильные блоки и индуктивное сопротивление, отличающийся тем, что вторичная обмотка силового трансформатора выполнена из основной и дополнительной секций, включенных последовательно, цепь основной секции выполнена с повышенным индуктивным сопротивлением, дополнительная секция выполнена с минимальным рассеянием и выходным напряжением меньше суммы анодного и...
Попередній патент: Купаж для виготовлення рожевого ігристого вина та спосіб його виготовлення
Наступний патент: Порошковий дріт для різання металів під водою
Випадковий патент: П'єзокерамічний сканер