Порошковий дріт для зварювання під водою
Номер патенту: 19627
Опубліковано: 25.12.1997
Автори: Гришанов Аркадій Олександрович, Білоусов Олексій Валерійович
Формула / Реферат
Порошковая проволока для сварки под водой, состоящая из стальной оболочки и порошкообразной шихты, включающей рутиловый концентрат, гематит, марганец, железный порошок, отличающаяся тем, что шихта содержит дополнительно никель, фторид лития, фторид кобальта, полевой шпат при следующем соотношении компонентов, мас.%:
при этом коэффициент заполнения порошковой проволоки составляет 30-35%.
Текст
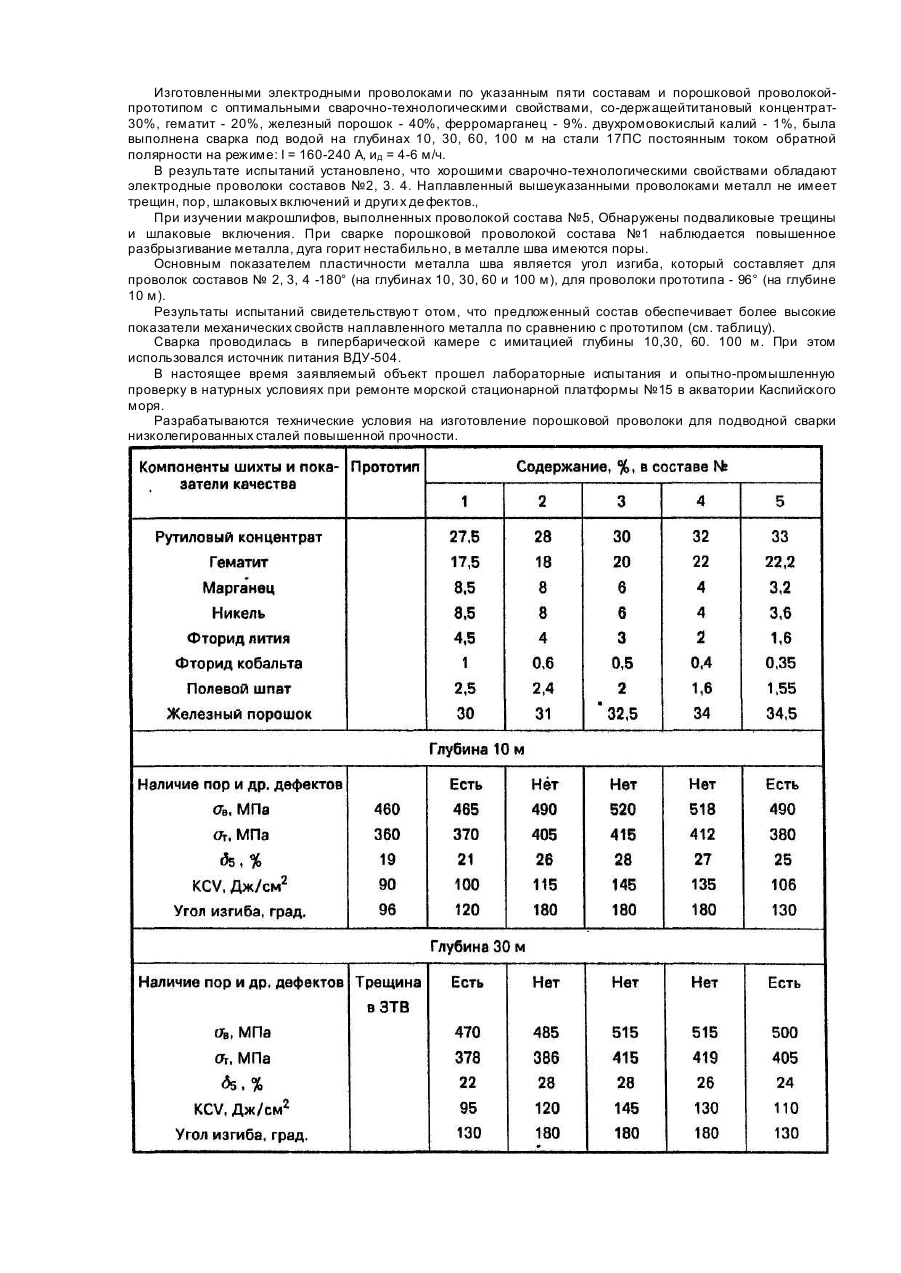
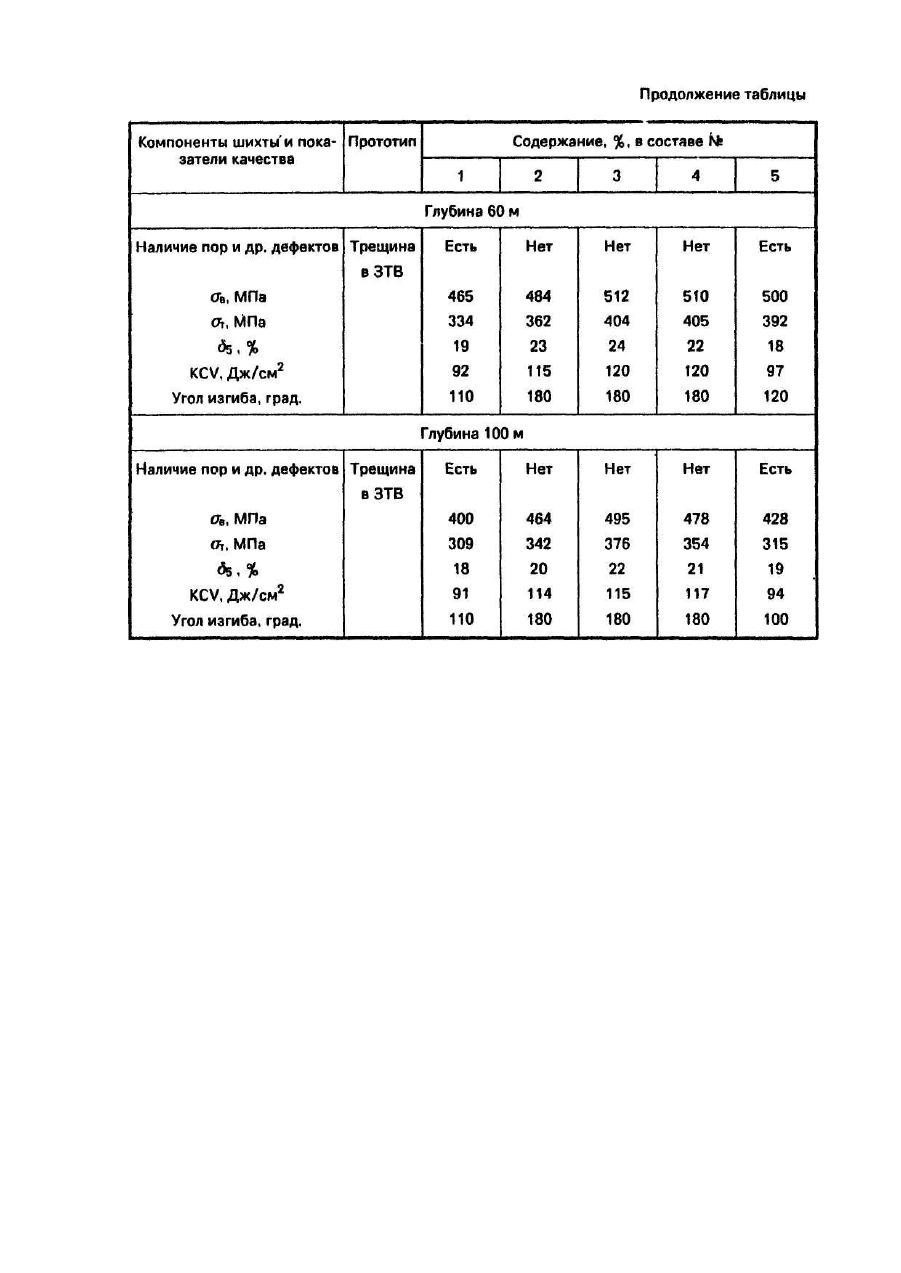
Изобретение относится к сварочным материалам, а именно к порошковым проволокам для сварки металлов под водой на больших глубинах (свыше 30 метров) и может быть использовано для механизированной сварки при выполнении подводно-технических работ. Наиболее близкой к заявляемой по составу компонентов шихты является порошковая проволока для сварки сталей под водой ППС-АНІ [1], в состав которой входят компоненты в следующем соотношении, мас.%: Как и в предыдущем решении недостатком данного состава является ухудшение сварочнотехнологических свойств и в целом качества сварных соединений на сталях повышенной прочности с увеличением глубины (свыше 30 метров) и ограничение длительности пребывания под водой, связанные с большой реакционной способностью двухромовокислого калия в воде. Поставлена задача создать такую порошковую проволоку для сварки сталей повышенной прочности на глубинах свыше 30 метров, которая могла бы повысить качество сварного соединения. Указанная задача решена таким образом, что порошковая проволока для сварки под водой состоит из стальной оболочки и шихты, содержащей рутиловый концентрат, гемати г, марганец, железный порошок и дополнительно содержащий никель, фторид лития, фторид кобальта, полевой шпат при следующем соотношении компонентов, мас.%: При этом коэффициент заполнения порошковой проволоки составляет 30-35%. Полевой шпат (ГОСТ 4422-73) используется как компонент, содержащий элементы (калий, натрий) с низким потенциалом ионизации и способствующий повышению стабильности горения дуги с увеличением глубины (свыше 30 м) не растворим в воде; введение его в количестве, не превышающем 1,6%, не оказывает существенного влияния на устойчивость горения дуги. Если ввести больше 2,4% в шихту порошковой проволоки, ухудшается формирование шва. В заявленном решении вместо ферромарганца в шихту введен марганец марки МрО ГОСТ 6008-82. Марганец при сварке низкоуглеродистых и низколегированных сталей является основным легирующим элементом. Повышение прочности металла шва без большого изменения других характеристик может быть достигнуто при содержании марганца в шихте 4-8%. При этом измельчается структура металла шва и возрастает предел текучести, а также повышаются пластические свойства и ударная вязкость. Марганец, связывая серу, снижает содержание сульфидов в металле шва и количество неметаллических включений, что, в конечном счете, улучшает качество сварного соединения. Никель марки ПНЭ-1 ГОСТ 9722-79 используется в качестве легирующей составляющей, содержание его в ши хте в пределах 4-8% повышает ударную вязкость и коррозионную стойкость металла шва. Изменение процентного соотношения приводит к снижению показателей механических свойств сварного соединения. Фторид кобальта кроме шлакообразующи х функций является компонентом, который образует с никелем однофазный твердый раствор с гранецентрированной кубической решеткой, стойкой к фазовым превращениям при низких температурах и больших скоростях охлаждения. Добавка кобальта в сплавах улучшает свойства металла шва, уменьшается закаливаемость. При этом твердость шва не только не увеличивается, но даже снижается, что очень важно при сварке сталей под водой на больших глубинах. Содержание фторида кобальта в указанных пределах (0,4-0,6%) является оптимальным. Верхний предел (0,6%) связан с технологическими ограничениями - появлением пор, трещинообразованием. Уменьшение содержания фторида кобальта менее 0,4% не обеспечивает сварочно-технологических и механических свойств. Фторид лития, попадая в реакционную зону, разлагается на атомарный литий и фтор. Литий является эффективным элементом, стабилизирующим горение дуги; фтор, соединяясь с водородом, образует нерастворимый в металле фтористый водород. При этом содержание водорода в металле шва уменьшается, что существенно повышает качество сварного соединения. Введение фторида лития менее 2% отрицательно сказывается на качестве сварных швов, а более 4% вызывает пористость металла шва. Железный порошок марки ПЖВ 3.450.28 ГОСТ 9849-86 в заданных пределах (31-34%) способствует повышению производительности процесса. Гематит (ТУ-14-9-289-84) и рутиловый концентрат (ГОСТ 22938-78) предназначены для создания шлаковой защиты. Введение их в рекомендуемых пределах способствует получению бездефектных швов. Примеры изготовления порошковых проволок приведены в таблице. Для проведения испытаний были изготовлены 5 вариантов порошковых проволок предлагаемого состава из стальной ленты 08кп размером 0,5x10мм диаметром 1,7мм с различным весовым содержанием компонентов. Изготовленными электродными проволоками по указанным пяти составам и порошковой проволокойпрототипом с оптимальными сварочно-технологическими свойствами, со-держащейтитановый концентрат30%, гематит - 20%, железный порошок - 40%, ферромарганец - 9%. двухромовокислый калий - 1%, была выполнена сварка под водой на глубинах 10, 30, 60, 100 м на стали 17ПС постоянным током обратной полярности на режиме: I = 160-240 А, ид = 4-6 м/ч. В результате испытаний установлено, что хорошими сварочно-технологическими свойствами обладают электродные проволоки составов №2, 3. 4. Наплавленный вышеуказанными проволоками металл не имеет трещин, пор, шлаковых включений и други х де фектов., При изучении макрошлифов, выполненных проволокой состава №5, Обнаружены подваликовые трещины и шлаковые включения. При сварке порошковой проволокой состава №1 наблюдается повышенное разбрызгивание металла, дуга горит нестабильно, в металле шва имеются поры. Основным показателем пластичности металла шва является угол изгиба, который составляет для проволок составов № 2, 3, 4 -180° (на глубинах 10, 30, 60 и 100 м), для проволоки прототипа - 96° (на глубине 10 м). Результаты испытаний свидетельствуют отом, что предложенный состав обеспечивает более высокие показатели механических свойств наплавленного металла по сравнению с прототипом (см. таблицу). Сварка проводилась в гипербарической камере с имитацией глубины 10,30, 60. 100 м. При этом использовался источник питания ВДУ-504. В настоящее время заявляемый объект прошел лабораторные испытания и опытно-промышленную проверку в натурных условиях при ремонте морской стационарной платформы №15 в акватории Каспийского моря. Разрабатываются технические условия на изготовление порошковой проволоки для подводной сварки низколегированных сталей повышенной прочности.
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux cored wire for underwater welding
Автори англійськоюHryshanov Arkadii Oleksandrovych, Bilousov Oleksii Valeriiovych
Назва патенту російськоюПорошковая проволока для сварки под водой
Автори російськоюГришанов Аркадий Александрович, Билоусов Алексей Валерьевич
МПК / Мітки
МПК: B23K 35/36
Мітки: водою, порошковий, зварювання, дріт
Код посилання
<a href="https://ua.patents.su/3-19627-poroshkovijj-drit-dlya-zvaryuvannya-pid-vodoyu.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для зварювання під водою</a>
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Корягін Владімір Алєксєєвіч, Любич Сергій Олександрович, Любич Олександр Йосипович, Пчелінцев Віктор Олександрович, Анікін Анатолій Афанасьєвіч
МПК: B23K 35/368
Мітки: порошковий, наплавки, дріт, чавуну
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Рак Петро Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович, Шлєпаков Валерій Миколайович
МПК: B23K 35/02
Мітки: дріт, порошковий
Формула / Реферат:
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Порошковий дріт для підводного різання

Номер патенту: 3129
Опубліковано: 26.12.1994
Автори: Данченко Михайло Євгеньович, Головко Микола Вікторович, Савич Ігор Маврикійович
МПК: B23K 35/368
Мітки: дріт, підводного, різання, порошковий
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью повышения производительности и экономичности подводной резки и уменьшения удельного расхода электродных материалов, шихта в качестве газообразующего компонента содержит сидерит, а в качестве стабилизирующего компонента — щелочной силикат,...
Порошковий дріт для підводного різання

Номер патенту: 3128
Опубліковано: 26.12.1994
Автори: Савич Ігор Маврикійович, Головко Микола Вікторович, Грецький Юрій Якович, Данченко Михайло Євгеньович, Нефедов Юрій Миколайович
МПК: B23K 35/368
Мітки: порошковий, дріт, підводного, різання
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из низколегированной стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью увеличения скорости резки за счет стабилизации параметров дуги в условиях гидростатического давления на глубине до 15 м, шихта содержит в качестве газообразующего компонента селитру, а в качестве стабилизирующего —...
Електродний дріт для зварювання низьковуглецевих, низьколегованих сталей в захисних газах
Номер патенту: 864
Опубліковано: 15.12.1993
Автори: Алімов Анатолій Миколайович, Тагановський Вячеслав Михайлович, Воропай Микола Маркович, Микитенко Олександр Михайлович
МПК: B23K 35/368
Мітки: низьковуглецевих, газах, сталей, електродний, захисних, дріт, низьколегованих, зварювання
Формула / Реферат:
1. Электродная проволока для сварки низкоуглеродистых и низколегированных сталей в защитных газах, состоящая из стальной основы, содержащей углерод, марганец, кремний, железо, и флюсовой составляющей, содержащей диоксид титана, диоксид кремния, оксид магния, оксиды натрия и калия, оксид железа, фторид кальция, ферротитан, ферромарганец, отличающаяся тем, что ингредиенты стальной основы находятся в следующем соотношении, мас. %: углерод -...
Попередній патент: Спосіб відвалоутворення скельних порід
Наступний патент: Ударна установка
Випадковий патент: Спосіб лиття сталевих зливків зверху