Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Петров Олександр Сергійович, Упирь Віктор Миколайович, Шлепаков Валерій Миколайович, Орлов Леонід Миколайович, Походня Ігор Костянтинович, Кухаренко Валерій Валерійович

Формула / Реферат
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %):
диоксид титана
25,0-66,0
диоксид кремния
1,0-4,0
оксид алюминия
0,6-2,0
оксид натрия
0,2-0,9
оксид калия
0,1-0,4
фторсиликат натрия
2,0-4,5
алюминий
0,4-1,3
магний
0,6-2,0
ферротитан
0,3-3,3
кремний
1,8-6,4
марганец
10,0-18,0
никель
1,6-12,0
железный порошок
5,0-40,0
Текст
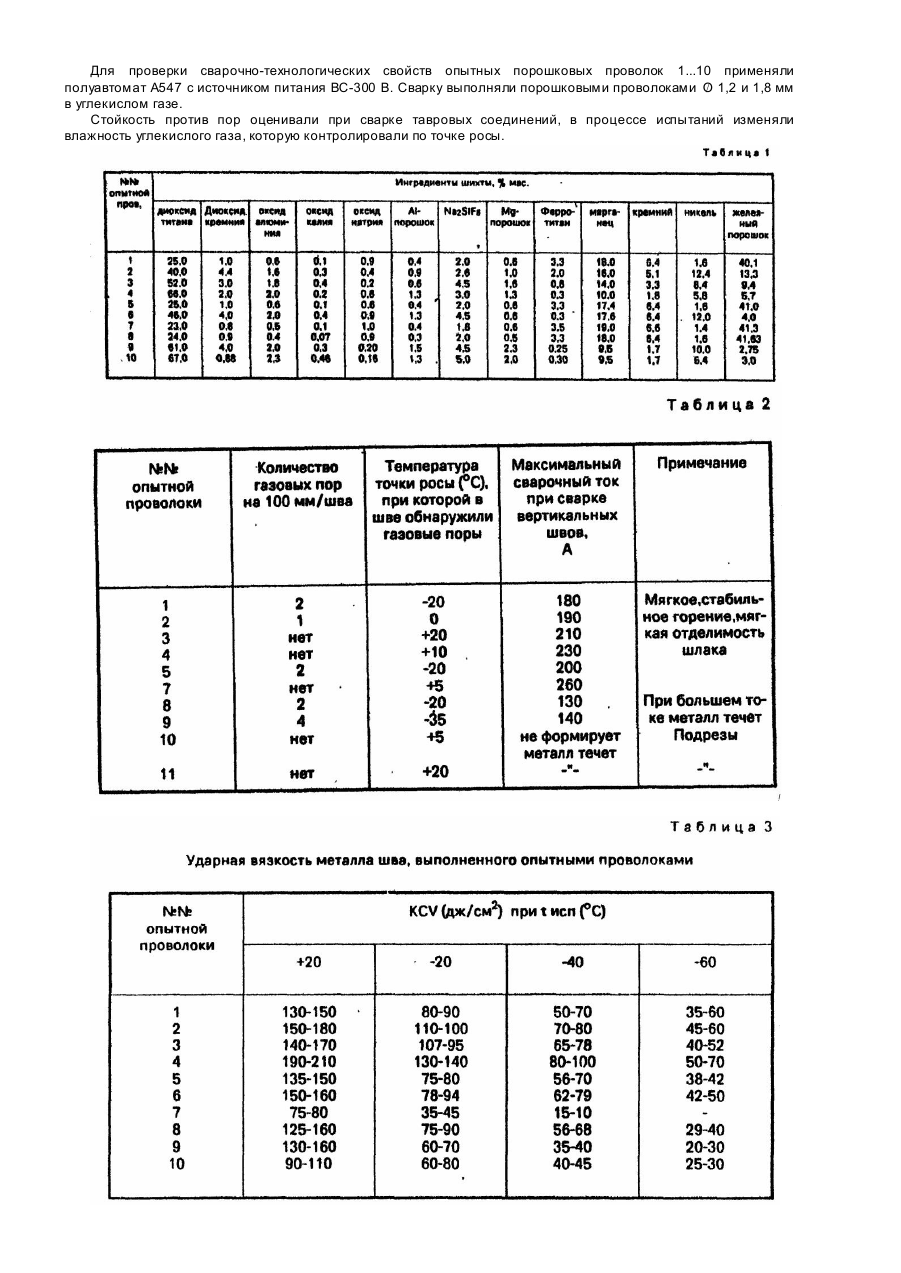
Изобретение относится к области сварочных материалов для механизированной сварки в углекислом газе или смеси углекислого газа с аргоном малоуглеродистых и низколегированных сталей. Известен состав шихты порошковой проволоки, Известен состав шихты электродной проволоки /2/, компоненты которого взяты в следующем сочетании: диоксид титана 40-60 диоксид кремния 5,0-10,0 оксид натрия 2,0-4,0 оксид калия 0,2-1,0 фторид кальция 0,5-2,0 ферромарганец 5,0-25,0 железный порошок 1,0-15,0 гематит с криолитом 3,10-25 алюмомагниевый порошок 3-10 Электродная проволока, содержащая шихту приведенного состава, обеспечивает стабильное горение сварочной дуги, высокую устойчивость против образования пор при сварке литых сталей и загрязненных поверхностях изделия. Однако высокое содержание в шихте окислителей в виде гематита и диоксида кремния в сочетании с защитой сварочной ванны углекислым газом приводит к существенному увеличению образования сварочного аэрозоля и содержания кислорода и неметаллических включений в металле шва, что является причиной снижения его ударной вязкости, особенно при отрицательных температурах. Наличие гематита и криолита существенно снижает температуру плавления шлака и величину межфазного натяжения на границе металлшлак, что не позволяет выполнять сварку в различных пространственных положениях (вертикальное, горизонтальное, потолочное). Следует отметить, что достаточно высокое содержание в шихте оксидов натрия и калия обеспечивает высокую стабильность сварочной дуги, но требует быстрой реализации проволоки после ее прокалки, т.к. образование продуктов гидратации приводит к увеличению потенциальной влаги в ши хте, и, как следствие, повышению содержания водорода в металле шва. Это, в ряде случаев, приводит к снижению ударной вязкости, и образованию холодных тре щин, особенно на сталях с содержанием углерода более 0,3 % или C экв ³ 0,4 %. Высокое содержание в шихте алюмомагниевого порошка приводит к повышению стойкости против пористости вызываемой азотом, но приводит к увеличению содержания алюминия в металле шва. Критическими содержаниями являются [Al] ³ 0,02 %, превышение которых приводит к резкому снижению ударной вязкости. Вышеуказанное существенно снижает технологические возможности электродной проволоки, а в ряде случаев не позволяет рекомендовать ее к применению. В основу изобретения поставлена задача создать порошковую проволоку, которая обеспечит повышение производительности сварки швов во всех пространственных положениях за счет создания более короткого шлака и возможности сварки на более высоких токах, достигн уть более высоких показателей ударной вязкости за счет комплексного легирования металла шва, обеспечить более высокую стойкость к образованию пористости швов п утем введения легко разлагающихся фторидов и магния. Для решения указанной задачи а состав шихты порошковой проволоки, содержащей диоксид титана, диоксид кремния, магния, оксид алюминия, оксид калия, оксид натрия, марганец, кремний и железный порошок дополнительно введены натрия фторсиликат, оксид алюминия, никель, ферротитан при следующем соотношении ингредиентов (мас. %): диоксид титана 25,0-66,0 диоксид кремния 1,0-4,0 оксид алюминия 0,6-2,0 оксид натрия 0,2-0,9 оксид калия 0,1-0,4 фторсиликат натрия 2,0-4,5 алюминий 0,4-1,3 магний 0,6-2,0 ферротитан 0,3-3,3 кремний 1,8-6,4 марганец 10,0-18,0 никель 1,6-12,0 железный порошок 5,0-40,0 Введение фторсиликата натрия в пределах 2,8...4,5 % позволяет эффективно снижать парциальное давление водорода у поверхности сварочной ванны вследствие развития реакций: Na2 SiF6 ® 2NaF + SiF4 / 1/ SiF4 ® SiF + 3F / 2 / 2H 2O + SiF4 ® SiO 2 + 4HF / 3 / H2 + SiF4 ® SiF2 + 2HF / 4 / 4H + SiF4 ® Si + 4HF / 5 / H2 + 2F ® 2HF / 6 / В результате этого снижается содержание водорода в металле шва. Введение в шихту фторсиликата натрия более эффективно снижает содержание водорода в металле шва по сравнению с криолитом. Это подтверждается и термодинамическими расчетами взаимодействия SіF4 и АlF 3 с водородом и парами воды в дуге. Реакция начинает интенсивно протекать при 700°С, а в смеси с минералами и порошками металлов и ферросплавов при 300-350°С. В связи с этим газообразный тетрафторид кремния поступает в газовую фазу реакционной зоны, что является очень благоприятным фактором для развития реакций (2, 3 и 4, 5). Эффект воздействия фторсиликата натрия на связывание водорода в нерастворимый в металле фтористый водород снижается введением оксидов натрия и калия, т.к. в сварочной дуге при диссоциации этих оксидов образуются ионы калия и натрия, которые интенсивно взаимодействуют с фтором с образованием термически устойчивых фторидов натрия и калия. В этом случае остается не связанный водород, что приводит к увеличению содержания водорода в металле шва. В связи с этим содержание оксидов натрия и калия стремились свести к минимальному и было в пределах необходимых для обеспечения повышения стабильности горения сварочной дуги (K 2 O ³ 0,1 Na2 O ³ 0,2). При , содержании оксида натрия менее 0,2 % и оксида калия менее 0,1 % сварочная дуга горит нестабильно, а при увеличении их содержания соответственно более 0,9 и 0,4 % наблюдается увеличение содержания водорода в металле шва. Кроме этого, при содержании оксидов натрия более 0,9 % и калия 0,4 % увеличение водорода в металле шва связано с гидратацией этих оксидов вследствие взаимодействия с парами воды, находящимися в воздухе. Процесс гидратации идет по реакции: K 2 O + H 2 O ® 2KOH Na 2 O + H 2 O ® 2NaOH Процесс гидратации приводит к повышению влажности шихты порошковой проволоки и при более высоких содержаниях этих окислов возможно превышение критической влажности шихты в проволоке, что приводит к образованию пор в металле шва. Дополнительное повышение стойкости против пористости сварных швов достигается также за счет введения магниевого порошка. В связи с тем, что магний интенсивно испаряется при температурах, присущи х сварочной ванне и каплям электродного металла (1800°С и 2200-2500°С), снижается парциальное давление газов (водорода, азота и кислорода) у поверхности сварочной ванны, что приводит к снижению содержания этих газов в металле шва. Отсутствие в ши хте окислов железа и ограничение содержания диоксида кремния существенно уменьшает окислительный потенциал шихты, что позволяет эффективно применять магний при его более низких содержаниях по сравнению с прототипом. При содержании магния менее 0,6 % эффект его воздействия резко снижается, т.к. количество образующи хся паров магния недостаточно, а при содержании более 2,0 % ухудшается формирование шва при сварке а вертикальном положении. Введение алюминиевого порошка, ферротитана, марганца и кремния осуществлялось с целью обеспечения комплексного раскисления металла сварочной ванны, снижения содержания в ней кислорода и неметаллических включений, а также реакции модифицирующего действия при кристаллизации металла сварочной ванны. Эта задача достаточно сложная, особенно в условиях сварки в углекислом газе в связи с высоким окислительным потенциалом газовой фазы. При содержании алюминия менее 0,4 % наблюдается окисление титана в сварочной ванне и эффект модифицирования металла шва не наблюдается. Модифицирование металла шва оценивали по измельчению первичной и вторичной структур. При содержании алюминия более 1,3 % наблюдается увеличение содержания неметаллических включений в металле шва. Содержание ферротитана в шихте проволоки поддерживалось на условиях обеспечения содержания титана в металле шва в пределах 0,01-0,03 %, что обеспечивает протекание процессаМодифицирования. При этом минимальном содержании алюминия вводили ферротитан в количестве не более 3,3 %, а при максимальном содержании алюминий 1,3% содержание ферротитана не должно превышать 0,3 %. При содержаниях ферротитана менее 0,3 % содержание титана в металле шва менее 0,01 %. При содержании ферротитана более 3,3 % содержание титана в металле шва более 0,02 %, что приводит к существенному снижению вязкости и пластичности металла шва за счет сильного твердорастворного упрочнений металла шва. Введение марганца и кремния необходимо для раскисления металла сварочной ванны и приданию металлу шва необходимых прочностных характеристик. Содержание марганца, кремния и никеля в пределах 10...18 %;1,8…6,4; 1,6...12,0 % обеспечивает высокие механические свойства металла шва. Введение диоксида титана в пределах 25...56 % позволяет получить рутиловый шлак с наиболее лучшими технологическими свойствами при сварке швов во всех пространственных положениях. Добавки диоксида кремния в количестве 1,0...4,0 % улучшает отделимость шлаковой корки с поверхности шва, оксид алюминия 0,6...2,0 % обеспечивает мелкочешуйчатое формирование шва, что существенно улучшает внешний вид поверхности шва, а также способствует формированию плавного сопряжения шва с основным металлом и препятствует образованию подрезов. Введение диоксида кремния менее 1,0 % приводит к получению тугоплавкого шлака и формированию усиленных угловых шво в в вертикальном положении. При содержании диоксида кремния более 4,0 снижается температура плавления шлака, наблюдается отекание шлака и металла при выполнении швов в вертикальном и горизонтальном положениях. Содержание в шихте диоксида кремния и фторсиликата натрия в указанных пределах позволяет получить устойчивый короткий шлак на поверхности сварочной ванны во всех пространственных положениях, что является необходимым условием формирования шва. В таблице 1 приведены примеры проверенных на практике композиций шихты порошковых проволок, испытанных в лабораторных условиях. Опытные проволоки 1, 2, 3, 4, 5, 6 соответствуют предмету предлагаемого изобретения по количественному составу. Порошковые проволоки 1, 2, 3, 4 имели коэффициент заполнения 15 %, а проволоки 5, 6 с коэффициентом заполнения 25 %. Порошковые проволоки 7, 8, 9, 10 выполнены с коэффициентом заполнения 15±1 %, ингредиенты шихты которых взяты в соотношениях вы ходящи х за пределы значений, предлагаемых в данном изобретении. Для проверки сварочно-технологических свойств опытных порошковых проволок 1...10 применяли полуавтомат А547 с источником питания ВС-300 В. Сварку выполняли порошковыми проволоками O 1,2 и 1,8 мм / в углекислом газе. Стойкость против пор оценивали при сварке тавровых соединений, в процессе испытаний изменяли влажность углекислого газа, которую контролировали по точке росы.
ДивитисяДодаткова інформація
Назва патенту англійськоюContent of charge of flux cored wire
Автори англійськоюOrlov Leonid Mykolaiovych, Upyr Viktor Mykolaiovych, Pokhodnia Ihor Kostiantynovych, Shlepakov Valerii Mykolaiovych, Petrov Oleksandr Serhiiovych, Kukharenko Valerii Valeriiovych
Назва патенту російськоюСостав шихты порошковой проволоки
Автори російськоюОрлов Леонид Николаевич, Упырь Виктор Николаевич, Походня Игорь Константинович, Шлепаков Валерий Николаевич, Петров Александр Сергеевич, Кухаренко Валерий Валерьевич
МПК / Мітки
МПК: B23K 35/368
Мітки: порошкового, склад, дроту, шихти
Код посилання
<a href="https://ua.patents.su/4-2373-sklad-shikhti-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Склад шихти порошкового дроту</a>
Шихта електродного дроту
Номер патенту: 1178
Опубліковано: 30.12.1993
Автори: Алімов Анатолій Миколайович, Тагановський Вячеслав Михайлович, Орлов Лєонід Миколайович, Пєтров Олександр Сергійович
МПК: B23K 35/368
Мітки: дроту, електродного, шихта
Формула / Реферат:
1. Шихта электродной проволоки для механизированной сварки в углекислом газе, содержащая диоксид титана, диоксид кремния, оксид натрия, оксид калия, фторид кальция, ферромарганец, железный порошок, отличающаяся тем, что в шихту дополнительно введены ферросилиций и гематит с криолитом при следующем соотношении ингредиентов, мас. %: диоксид титана 40-60 диоксид кремния 5,0-10 ...
Склад для антикорозійного захисту виробів з алюмінію та його сплавів
Номер патенту: 2951
Опубліковано: 26.12.1994
Автори: Шапіро Йосип Самійлович, Федоренко Валентина Іванівна
МПК: C09D 161/00, C09D 5/08
Мітки: сплавів, захисту, склад, алюмінію, виробів, антикорозійного
Формула / Реферат:
Состав для антикоррозионной защиты изделий из алюминия й его сплавов, включающий бакелитовый лак с вязкостью 18-20 с по В3-4 при 20°С, диоксид титана и наполнитель, отличающийся тем, что он содержит в качестве наполнителей оксид хрома и тетраоксихромат металла при следующем соотношении компонентов, мас. %: диоксид титана 8-10 оксид хрома 10-12,5 ...
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Рак Петро Іванович, Бугай Олександр Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович
МПК: B23K 35/40
Мітки: порошкового, спосіб, дроту, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Осіпов Микола Якович, Галініч Володимир Іларіонович, Роговський Анатолій Антонович, Залевський Анатолій Васильович, Потапов Микола Миколайович, Курланов Сергій Олександрович
МПК: B23K 35/362
Мітки: флюс, низьколегованих, зварювання, сталей, вуглецевих
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Спосіб видалення сажі з вихлопних газів дизельних двигунів
Номер патенту: 1074
Опубліковано: 30.12.1993
Автори: Райнер Домесле, Херберт Фолькер, Едгар Коберштайн, Ханс-Дітер Плєтка
МПК: B01D 53/94
Мітки: двигунів, вихлопних, дизельних, сажі, видалення, спосіб, газів
Формула / Реферат:
Формула изобретения1, Способ удаления сажи из выхлопных газов дизельных двигателей, включающий пропускание выхлопных газов через фильтр с нанесенным на него катализатором и сжигание уловленной сажи, отличающийся тем, что, с целью снижения температуры воспламенения дизельной сажи, используют катализатор, состоящий из окиси лития или из хлорида меди (І), или из метаванадата - лития, натрия, калия или церия, или из пятиокиси ванадия,...
Попередній патент: Спосіб руйнування гірничих порід групами /рядами/ зарядів
Наступний патент: Пристрій для виготовлення порошкового дроту
Випадковий патент: Спосіб усунення деформацій в бічних сегментах зубних рядів