Спосіб виготовлення волоконного пластмасового стержня для засобів письма з капілярними каналами
Номер патенту: 2495
Опубліковано: 26.12.1994
Автори: Куракова Любовь Ніколаєвна, Вісленко Володимир Іванович, Булах Олег Олексійович, Сиволоцький Олександр Миколайович, Гаврілов Ніколай Петровіч, Влєсков Віктор Лєонідовіч, Єгоров Борис Афанасійович, Аксєнов Владімір Васільєвіч, Грузнов Алєксандр Гєоргієвіч, Курлова Ніна Олександрівна, Лємпєрт Лєонід Гіларієвіч
Формула / Реферат
1. Способ изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами, включающий формование стержня из пучка полимерных волокон, спекание и термостабилизацию с последующим охлаждением, отличающийся тем, что в качестве пучка полимерных волокон используют полые и сплошные мононити в соотношении, соответственно, от 1:10 до 10:1, причем сплошные мононити используют с температурой плавления не менее чем на 5°С ниже температуры плавления полых мононитей, спекание осуществляют при температуре плавлений сплошных мононитей, а термостабилизацию и охлаждение - в воздушной или газовой среде.
2. Способ по п. 1, отличающийся тем, что последний после формования дополнительно калибруют.
3. Способ по пп. 1, 2, отличающийся тем, что термостабилизацию осуществляют при температуре на 10-15°С ниже температуры плавления сплошной мононити.
Текст
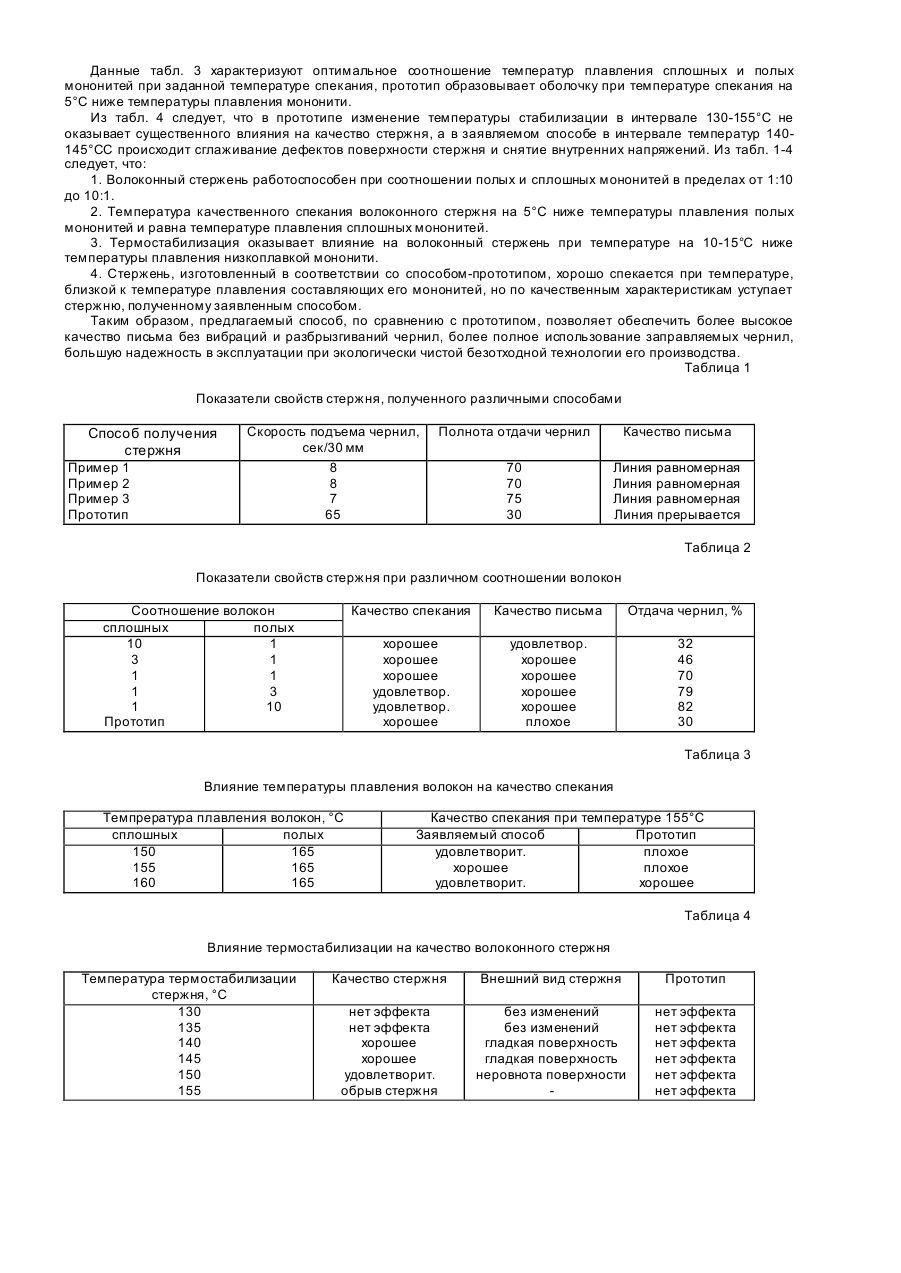
Изобретение относится к технологии изготовления волоконного пластмассового стержня для пишущи х устройств машинной записи и средств письма. Известны способы получения волоконных стержней путем пропитывания пучка полиамидных волокон раствором связующего вещества на основе эпоксидной смолы с последующей термообработкой пучка [1]. Известен способ получения стержней с капиллярными каналами путем погружения пучка волокон в жидкий уретановый форполимер, при котором каналы образуются в процессе полимеризации форполимера за счет выделения газов [2]. Перечисленные способы обладают рядом существенных недостатков: связующие вещества имеют в своем составе летучие вредные растворители, капилярные каналы при спекании образуются случайным образом, их герметические размеры не регулируются, что приводит к появлению брака и снижению качества письма. Известен способ получения волоконного стержня путем соединения пучка параллельных жгутов, имеющих продольные канавки, оболочкой из идентичной расплавленной пластмассы, составляющей жгуты [3]. Недостатком способа является то, что не обеспечивается достаточная жесткость сердечника стержня. Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ изготовления волоконного стержня фломастера, по которому пучок волокон с бобины или фильеры направляют на формующую матрицу и там подвергают спеканию, термостабилизации с последующим охлаждением и давлению, причем подбирают такой температурный режим, при котором происходит нагревание поверхности до температуры немного ниже точки плавления используемого термопласта и склеивание пластичных жгутов друг с другом [4]. Сложность осуществления этого способа состоит в невозможности поддержания равной температуры по всему сечению стержня и обусловленное этим снижение его эксплуатационных характеристик. Таким образом, задачей настоящего изобретения явилось получение по безотходной, экологически чистой технологии путем термообработки полых и сплошных мононитей волоконного стержня для средств письма с улучшенными капиллярными свойствами, что позволит повысить эксплуатационные характеристики стержня и качество письма. Поставленная задача решается тем, что в способе изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами, включающем формование стержня из пучка полимерных волокон, спекание и термостабилизацию с последующим охлаждением, согласно изобретению, в качестве пучка полимерных волокон используют полые и сплошные мононити в соотношении, соответственно, от 1:10 до 10:1, причем сплошные мононити используют с температурой плавления не менее чем на 5°С ниже температуры плавления полых мононитей, спекание осуществляют при температуре плавления сплошных мононитей, а термостабилизацию и охлаждение - в воздушной или газовой среде. Для повышения точности наружного диаметра волоконного пластмассового стержня последний после формования дополнительно калибруют. Термостабилизацию осуществляют при температуре на 10-15°С ниже температуры плавления сплошной мононити. При использовании полых и сплошных мононитей в соотношении меньшем, чем 1:10, ухудшается качество письма и отдача чернил, а в соотношении большем, чем 10:1, качество спекания неудовлетворительное. Осуществление спекания при температуре плавления сплошных мононитей позволяет сохранить проходимость полых мононитей при хорошем качестве спекания. Термостабилизация стержня при температуре на 10-15°С ниже температуры плавления сплошной мононити обеспечивает сглаживание дефектов поверхности стержня. При температуре стабилизации ниже указанного диапазона эффекта не наблюдается, выше - внешний вид стержня ухудшается. Изобретение иллюстрируется следующими примерами. Способ может быть реализован путем использования в качестве полой и сплошной мононитей полиформальдегидных, отличающихся температурой плавления на 10°С, что способствует связыванию полых мононитей без разрушения их капилляров. Пример 1. Пучок волокон, состоящий из 500 низкоплавких сплошных мононитей с температурой плавления 155°С и 100 высокоплавких с температурой плавления 165°С полых мононитей с внутренним диаметром 40 мкм в соотношении 1:1 (по массе) поступает с бобин в формующую матрицу с нагревом до 155°С, соединяется за счет расплавления низкоплавкого компонента, после чего градиентно охлаждается в воздушной или другой газовой среде от 155°С до 20°С. Сплошная мононить изготовлена из сополимератриоксана с диоксоланом (СТД) с содержанием диоксолана 7%, полая мононить - из СТД с содержанием диоксолана 2% по ТУ 6-05-1543-79. Полученный стержень диаметром 1,0 мм наматывается на приемный барабан тянущего устройства, который после наполнения подается к режущему устройству, разрезающему стержень на отрезки 32 мм, которые потом затачиваются с двух сторон и используются в качестве, пишущего элемента. Пример 2. Для обеспечения высокой точности наружного диаметра стержня способ осуществляли аналогично примеру 1, но на выходе формующей матрицы использовали калибрующее устройство, позволяющее получить волоконный стержень с допуском по наружному диаметру 0,05 мм. Пример 3. Для улучшения качества волоконного стержня способ осуществляли аналогично примеру 1, но на выходе формующей матрицы пучок волокон проходил через термостабилизационную камеру, с температурой 140°С. Для получения стержней определяли величину капиллярной силы стержня по методике Кельбера, характеризуемую продолжительностью подъема чернил, поступающих из накопителя по стержню на высоту 30 мм. Величину отдачи чернил определяли методом взвешивания стержней, заполненных чернилами, до и после контакта стержня с промокательной бумагой. Кроме того, была проведена качественная оценка таких характеристик, как плавность и чистота письма, наличие или отсутствие вибрации при письме. Эти показатели приведены в табл. 1. Как видно из табл. 1, предлагаемое техническое решение по сравнению с прототипом существенно улучшает показатели скорости подъема чернил и полноту их отдачи, обеспечивая при этом равномерность линии письма. Влияние соотношения полых и сплошных мононитей в волоконном стержне, температуры плавления исходных полимеров и термостабилизации приведено в табл. 2-4. Данные табл. 3 характеризуют оптимальное соотношение температур плавления сплошных и полых мононитей при заданной температуре спекания, прототип образовывает оболочку при температуре спекания на 5°С ниже температуры плавления мононити. Из табл. 4 следует, что в прототипе изменение температуры стабилизации в интервале 130-155°С не оказывает существенного влияния на качество стержня, а в заявляемом способе в интервале температур 140145°СС происходит сглаживание дефектов поверхности стержня и снятие внутренних напряжений. Из табл. 1-4 следует, что: 1. Волоконный стержень работоспособен при соотношении полых и сплошных мононитей в пределах от 1:10 до 10:1. 2. Температура качественного спекания волоконного стержня на 5°С ниже температуры плавления полых мононитей и равна температуре плавления сплошных мононитей. 3. Термостабилизация оказывает влияние на волоконный стержень при температуре на 10-15°С ниже температуры плавления низкоплавкой мононити. 4. Стержень, изготовленный в соответствии со способом-прототипом, хорошо спекается при температуре, близкой к температуре плавления составляющих его мононитей, но по качественным характеристикам уступает стержню, полученному заявленным способом. Таким образом, предлагаемый способ, по сравнению с прототипом, позволяет обеспечить более высокое качество письма без вибраций и разбрызгиваний чернил, более полное использование заправляемых чернил, большую надежность в эксплуатации при экологически чистой безотходной технологии его производства. Таблица 1 Показатели свойств стержня, полученного различными способами Способ получения стержня Пример 1 Пример 2 Пример 3 Прототип Скорость подъема чернил, сек/30 мм 8 8 7 65 Полнота отдачи чернил Качество письма 70 70 75 30 Линия равномерная Линия равномерная Линия равномерная Линия прерывается Таблица 2 Показатели свойств стержня при различном соотношении волокон Соотношение волокон сплошных полых 10 1 3 1 1 1 1 3 1 10 Прототип Качество спекания Качество письма Отдача чернил, % хорошее хорошее хорошее удовлетвор. удовлетвор. хорошее удовлетвор. хорошее хорошее хорошее хорошее плохое 32 46 70 79 82 30 Таблица 3 Влияние температуры плавления волокон на качество спекания Темпрература плавления волокон, °С сплошных полых 150 165 155 165 160 165 Качество спекания при температуре 155°С Заявляемый способ Прототип удовлетворит. плохое хорошее плохое удовлетворит. хорошее Таблица 4 Влияние термостабилизации на качество волоконного стержня Температура термостабилизации стержня, °С 130 135 140 145 150 155 Качество стержня Внешний вид стержня Прототип нет эффекта нет эффекта хорошее хорошее удовлетворит. обрыв стержня без изменений без изменений гладкая поверхность гладкая поверхность неровнота поверхности нет эффекта нет эффекта нет эффекта нет эффекта нет эффекта нет эффекта
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the fiber plastic rod for writing device with capillary channels
Автори англійськоюYehorov Borys Afanasiiovych, Bulakh Oleh Oleksiiovych, Vislenko Volodymyr Ivanovych, Hruznov Alieksandr Hieorhiievich, Kurlova Nina Oleksandrivna, Syvolotskyi Oleksandr Mykolaiovych, Havrilov Nikolai Petrovich, Liempiert Lieonid Hilariievich, Aksienov Vladimir Vasilievich, Vlieskov Viktor Lieonidovich, Kurakova Liubov Nikolaievna
Назва патенту російськоюСпособ изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами
Автори російськоюЕгоров Борис Афанасьевич, Булах Олег Алексеевич, Висленко Владимир Иванович, Грузнов Александр Георгиевич, Курлова Нина Александровна, Сиволоцкий Александр Николаевич, Гаврилов Николай Петрович, Лемперт Леонид Гилариевич, Аксенов Владимир Васильевич, Влесков Виктор Леонидович, Куракова Любовь Николаевна
МПК / Мітки
Мітки: каналами, пластмасового, засобів, письма, виготовлення, спосіб, стержня, капілярними, волоконного
Код посилання
<a href="https://ua.patents.su/2-2495-sposib-vigotovlennya-volokonnogo-plastmasovogo-sterzhnya-dlya-zasobiv-pisma-z-kapilyarnimi-kanalami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення волоконного пластмасового стержня для засобів письма з капілярними каналами</a>
Спосіб виготовлення волоконного пластмасового стержня для засобів письма
Номер патенту: 2496
Опубліковано: 26.12.1994
Автори: Єгоров Борис Афанасійович, Грузнов Алєксандр Гєоргієвіч, Куракова Любовь Ніколаєвна, Курлова Ніна Олександрівна, Аксєнов Владімір Васільєвіч, Сиволоцький Олександр Миколайович, Гаврілов Ніколай Петровіч, Булах Олег Олексійович, Вісленко Володимир Іванович, Влєсков Віктор Лєонідовіч, Лємпєрт Лєонід Гіларієвіч
МПК: B43K 8/00, D01F 6/78, D01F 8/00
Мітки: стержня, письма, засобів, виготовлення, волоконного, пластмасового, спосіб
Формула / Реферат:
Способ изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами спеканием пучка волокон, термостабилизацией и охлаждением, отличающийся тем, что в качестве пучка волокон используют полые бикомпонентные нити типа "ядро-оболочка", причем полимер оболочки имеет температуру плавления не менее, чем на 5°С ниже, чем у полимера ядра, спекание осуществляют при температуре плавления полимера оболочки, а...
Бронефутеровка барабанного млина мокрого самоздрібнювання
Номер патенту: 1453
Опубліковано: 25.03.1994
Автори: Берізка Дмитро Степанович, Ступак Анатолій Петрович, Князіва Людмила Олексіївна, Бродський Сергій Сергійович, Підберезний Микола Петрович, Денисов Віталій Васильович, Салацинський Едуард Стефанович, Борисов Юрій Миколайович, Степіна Алла Іллівна, Марченко Валерій Олександрович, Шаповал Григорій Якович
МПК: B02C 17/22
Мітки: мокрого, млина, барабанного, самоздрібнювання, бронефутеровка
Формула / Реферат:
Бронефутеровка барабанной мельницы мокрого самоизмельчения, содержащая футеровочные элементы и узел крепления, отличающаяся тем, что футеровочные элементы выполнены трапецеидального профиля, содержащего полки, ограниченные наружной радиусной, внутренними и торцевыми гранями, причем основание футеровочного элемента ограничено радиусной кривой, а отношение ширины нижних прямолинейных участков полки к ширине основания, высоты к ширине...
Спосіб виготовлення стержня обмотки статора
Номер патенту: 2030
Опубліковано: 20.12.1994
Автор: Хаймович Лев Львович
МПК: H02K 15/04
Мітки: спосіб, обмотки, виготовлення, стержня, статора
Формула / Реферат:
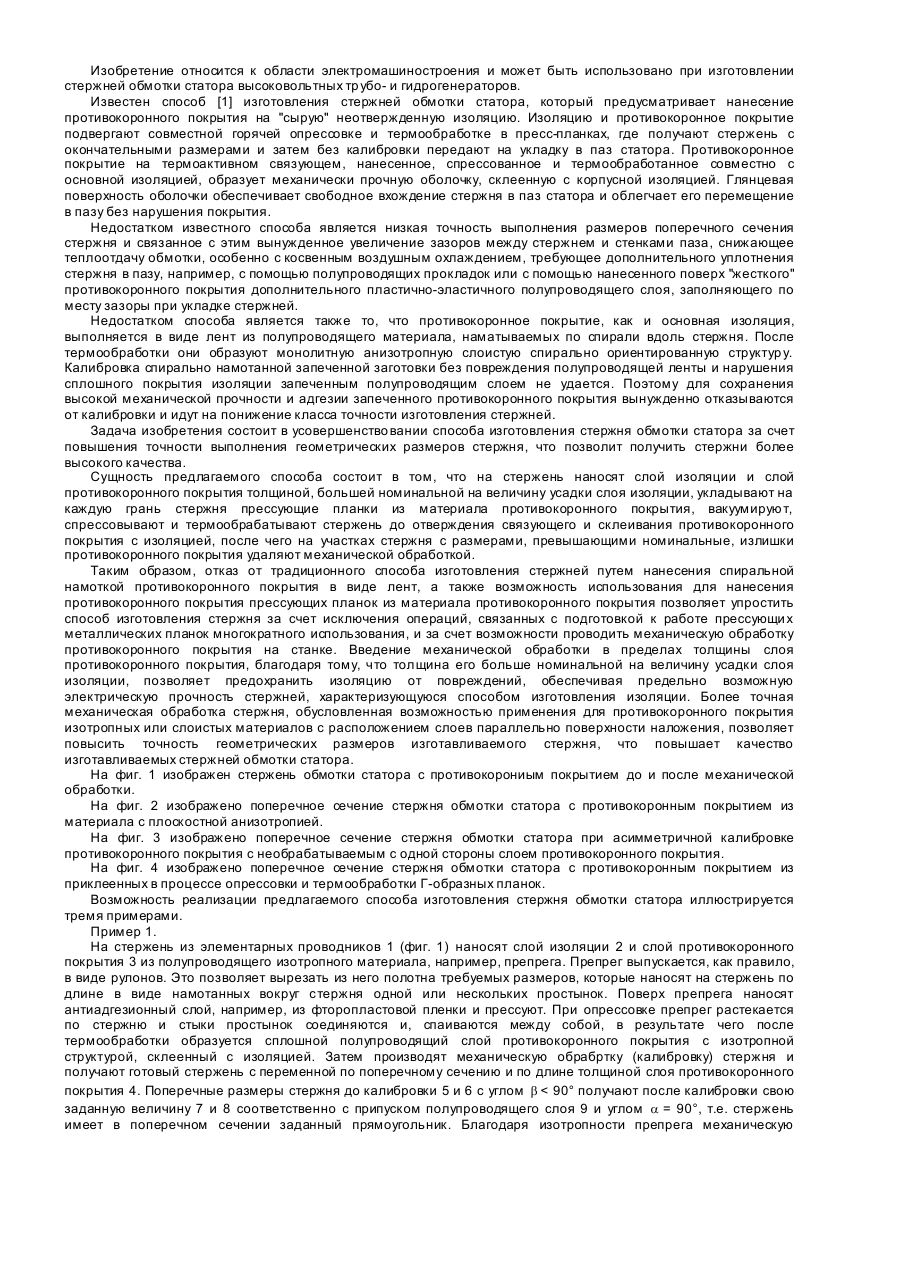
1. Способ изготовления стержня обмотки статора, согласно которому на стержень наносят слой изоляции и слой противокоронного покрытия, укладывают на стержень прессующие планки, вакуумируют, опрессовывают и термообрабатывают стержень до отверждения связующего и склеивания противокоронного покрытия с изоляцией, отличающийся тем, что слой противокоронного покрытия наносят толщиной, большей номинальной на величину усадки слоя изоляции, а на...
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Фомін Андрій Володимирович, Костенецький Геннадій Едуардович, Касімова Любов Захарівна, Шептуха Микола Михайлович, Доброскок Анатолій Олексійович, Лісовська Людмила Михайлівна, Самойленко Олег Петрович
МПК: B22D 18/04
Мітки: сплавів, складної, конфігурації, виготовлення, відливок, спосіб, алюмінієвих
Формула / Реферат:
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Спосіб виготовлення безперервних мінеральних волокон
Номер патенту: 3
Опубліковано: 30.04.1993
Автори: Цибуля Юрій Львович, Смирнов Леонід Миколаєвич, Мєдвєдєв Олександр Олександрович, Соколинський Михайло Абавич, Єжов Анатолій Олександрович, Кравченко Анатолій Васильович
МПК: C03B 37/00
Мітки: мінеральних, безперервних, виготовлення, спосіб, волокон
Формула / Реферат:
Способ изготовления непрерывных минеральных волокон из базальтовых пород путем плавления базальта, подачи базальтового расплава в зону выработки для струйной подачи к фильерам, отличающийся тем, что отбор базальтового расплава для подачи к фильерам ведут в зоне расположения на высоте 0,2-0,8 от высоты уровня расплава в зоне выработки.
Попередній патент: Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Наступний патент: Пристрій для змазування поверхні тертя
Випадковий патент: Кольорова нефритова полива