Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Шептуха Микола Михайлович, Доброскок Анатолій Олексійович, Костенецький Геннадій Едуардович, Касімова Любов Захарівна, Самойленко Олег Петрович, Лісовська Людмила Михайлівна, Фомін Андрій Володимирович
Формула / Реферат
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Текст
Изобретение относится к способам изготовления отливок сложной конфигурации из алюминиевых сплавов, преимущественно рабочих колес центробежных компрессоров и может быть использовано в энергетическом машиностроении и других отраслях промышленности. Известен способ литья крыльчаток в кокиль, включающий смыкание вставок, опускание матрицы с литниковой системой, фиксацию элементов кокиля, заливку расплава, (см. а. с. СССР № 935210, кл. В 22 D 15/00). После кристаллизации и охлаждения отливки снимают матрицу с литниковой чашей и разводят металлические вставки до исходного положения. Затем отливку удаляют и цикл повторяется. Недостатком данного способа являются его ограниченные технологические возможности и невысокое качество получаемых отливок. Это объясняется следующим. Как известно, колеса компрессоров и турбин представляют собой достаточно сложные отливки с резким переходом от тонкой лопатки к относительно широкому диску. Лопатки могут иметь очень сложную геометрическую конфигурацию, а толщина их может составлять 0,2-0,3 мм. При литье изделий типа крыльчаток в кокиль согласно рассмотренному выше способу смыкаемые металлические вставки не могут обеспечить получение лопаток сложной геометрической конфигурации. Кроме того, при литье в кокиль невозможно изготовить лопатки соответствующей толщины, поэтому необходимо предусматривать большие припуски. Наличие литейных утяжин, пористости снижает качество отливок. Кроме того, большое количество подвижных вставок не позволяет достигнуть высокой точности отливки, что также отрицательно сказывается на ее качестве. Известен способ изготовления колес компрессоров литьем в кокиль, включающий установку вставок, состоящих из входных и выходных частей, на основании, их фиксацию и заливку собранного кокиля расплавом (а. с. СССР № 1076183, кл. В 22 D 15/00). После заливки кокиль разбирают. Для этого вставки расфиксируют и разводят в различных направлениях входные и выходные части вставок. По сравнению с ранее рассмотренным аналогом данный способ имеет более широкие технологические возможности, поскольку наличие составных вставок, выполненных с возможностью разведения входных и выходных частей в различных направлениях, позволяет получать лопатки более сложной геометрической конфигурации. Однако данное обстоятельство лишь незначительно расширяет технологические возможности способа. Все остальные недостатки присущие ранее рассмотренному аналогу относятся и к этому способу. Известен способ изготовления отливок сложной конфигурации из алюминиевых сплавов, преимущественно крыльчаток, рабочих колес компрессоров и прочих подобных деталей, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150-200°С и заливку ее расплавом постоянной модели, до температуры 150-200°С и заливку ее расплавом металла (см. Кестнер О.Е. Точное литье цветных сплавов в гипсовые и керамические формы. М. Машгиз, 1968, с. 169-170). Этот способ является наиболее близким к заявляемому по технической сущности и достигаемому результату, в связи с чем он рассматривается в материалах заявки в качестве прототипа. Согласно данному способу нагретую до 150-200°С гипсовую форму помещают в вертикальный автоклав и заливают металлом с температурой до 750°С, затем автоклав быстро закрывают и подают в него воздух из сети под давлением 0,5-0,6 МПа. Способ-прототип в значительной мере устраняет недостатки ранее описанных способов литья деталей типа крыльчаток в кокиль; это объясняется тем, что гипсовая форма способствует точному воспроизведению модели самой сложной конфигурации, имеет низкую теплопроводность и высокую прочность в нагретом состоянии, вследствие чего обеспечивается возможность получения высокоточных отливок практически любой формы, которые имеют хорошее качество поверхности и улучшенные физико-механические характеристики. Однако и этот способ не обеспечивает получение высокоточных сложных отливок высокого качества, необходимых для изготовления, в частности, рабочих колес центробежных турбокомпрессоров, соответствующих современному уровню техники в данной отрасли. Это связано с тем, что в рассматриваемом способе кристаллизация под давлением проводится только после заливки металла, а заливку осуществляют под давлением силы тяжести металла при нормальном давлении. Таким образом в криволинейных полостях незначительной толщины (0,2-0,4 мм) могут образовываться недоливы и прочие литейные дефекты. Современные конструкции колес турбокомпрессоров предусматривают все более сложную геометрию лопаток с одновременным уменьшением их толщины, поэтому данным способом невозможно получить высокоточную, качественную отливку таких колес. В основу изобретения поставлена задача усовершенствовать способ изготовления отливок сложной конфигурации из алюминиевых сплавов путем литья под давлением в гипсовые формы таким образом, чтобы повысить точность отливок и их качество. Для этого в известном способе изготовления отливок сложной конфигурации из алюминиевых сплавов, включающем нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150-200°С, и заливку ее расплавом металла, согласно изобретению перед заливкой расплава металла гипсовую форму охлаждают до температуры 60-90°С, а заливку производят под низким давлением, составляющим 30-50 кПа. Заявляемое техническое решение позволяет расширить технологические возможности способа и повысить точность и качество отливок. Это достигается за счет сочетания литья в гипсовые формы с литьем под низким давлением, при котором точное воспроизведение гипсовой формой модели сложной конфигурации дополняется хорошей заполняемостью изогнутых полостей незначительной толщины. Нагрев гипсовой формы до 150-200°С и сушка ее при этой температуре перед заливкой металла способствует оптимизации физико-механических характеристик гипсовой формы, которые оказывают существенное влияние на качество получаемой отливки. Однако заливать металл под низким давлением при этой температуре нецелесообразно, вследствие высокой вероятности последующего растрескивания формы. Таким образом, непосредственно перед заливкой следует изменить температурный режим гипсовой формы, охлаждая ее до температуры 60-90°С. Превышение указанной температуры способствует растрескиванию форм, а охлаждение до более низкой температуры приводит к набору гипсовой формой влаги из воздуха непосредственно перед заливкой металлом, что также может привести к растрескиванию формы. Если заливку металла производят под давлением, превышающим 50 кПа, т.е. приближающимся к атмосферному, то форма может разрушаться от напора металла. Если же давление составляет менее 30 кПа, то велика вероятность недолива полостей лопаток. Совокупность заявляемых признаков позволяет получать отливки колеса компрессора более сложной конфигурации и с более тонкими лопатками. Пример. Изготавливалась отливка рабочего колеса центробежного турбокомпрессора ТКР-8,5 (вес детали 170 г; материал АК7; диаметр колеса 86 мм; толщина кромки лопаток 0,4 мм). Гипсовую форму, полученную по постоянной резиновой модели, постепенно нагревали от комнатной температуры до 170°С в течение 8 ч и сушили при этой температуре в течение 16 ч. Непосредственно перед заливкой металла охлаждали форму до 60°С. Заливку проводили на опытной установке для литья под низким давлением. Гипсовую форму заливали расплавом АК7, нагретым до температуры 720°С под давлением 30 кПа. После кристаллизации и охлаждения отливки ее извлекали из формы и подвергали контрольным исследованиям. Было изготовлено девять образцов отливок при температуре формы 60, 80 и 90°С и давлении, соответственно 30, 35 и 50 кПа. Для получения сравнительных данных были изготовлены отливки этого же колеса литьем в кокиль и литьем в гипсовую форму, нагретую до температуры 170°С при нормальном давлении и последующей кристаллизации в автоклаве при давлении 0,6 МПа. Данные испытаний приведены в таблице. Из таблицы видно, что качество отливок получаемых заявляемым способом, выше качества отливок, изготовленных известными способами. По сравнению с применяемыми в настоящее время способами изготовления отливок сложной конфигурации, в частности рабочих колес центробежных компрессоров, заявляемый способ позволяет обеспечить возможность изготовления высокоточных отливок сложной конфигурации из алюминиевых сплавов и улучшить их качество.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the castings of complex configuration from aluminum alloys
Автори англійськоюSamoilenko Oleh Petrovych, Fomin Andrii Volodymyrovych, Kasimova Liubov Zakharivna, Kostenetskyi Hennadii Eduardovych, Lisovska Liudmyla Mykhailivna, Sheptukha Mykola Mykhailovych, Dobroskok Anatolii Oleksiiovych
Назва патенту російськоюСпособ изготовления отливок сложной конфигурации из алюминиевых сплавов
Автори російськоюСамойленко Олег Петрович, Фомин Андрей Владимирович, Касимова Любовь Захаровна, Костенецкий Геннадий Эдуардович, Лисовская Людмила Михайловна, Шептуха Николай Михайлович, Доброскок Анатолий Алексеевич
МПК / Мітки
МПК: B22D 18/04
Мітки: складної, алюмінієвих, сплавів, відливок, виготовлення, конфігурації, спосіб
Код посилання
<a href="https://ua.patents.su/2-2990-sposib-vigotovlennya-vidlivok-skladno-konfiguraci-iz-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів</a>
Спосіб одержання відливок
Номер патенту: 1405
Опубліковано: 25.03.1994
Автор: Шкляр Віктор Соломонович
МПК: B22D 27/02
Мітки: спосіб, відливок, одержання
Формула / Реферат:
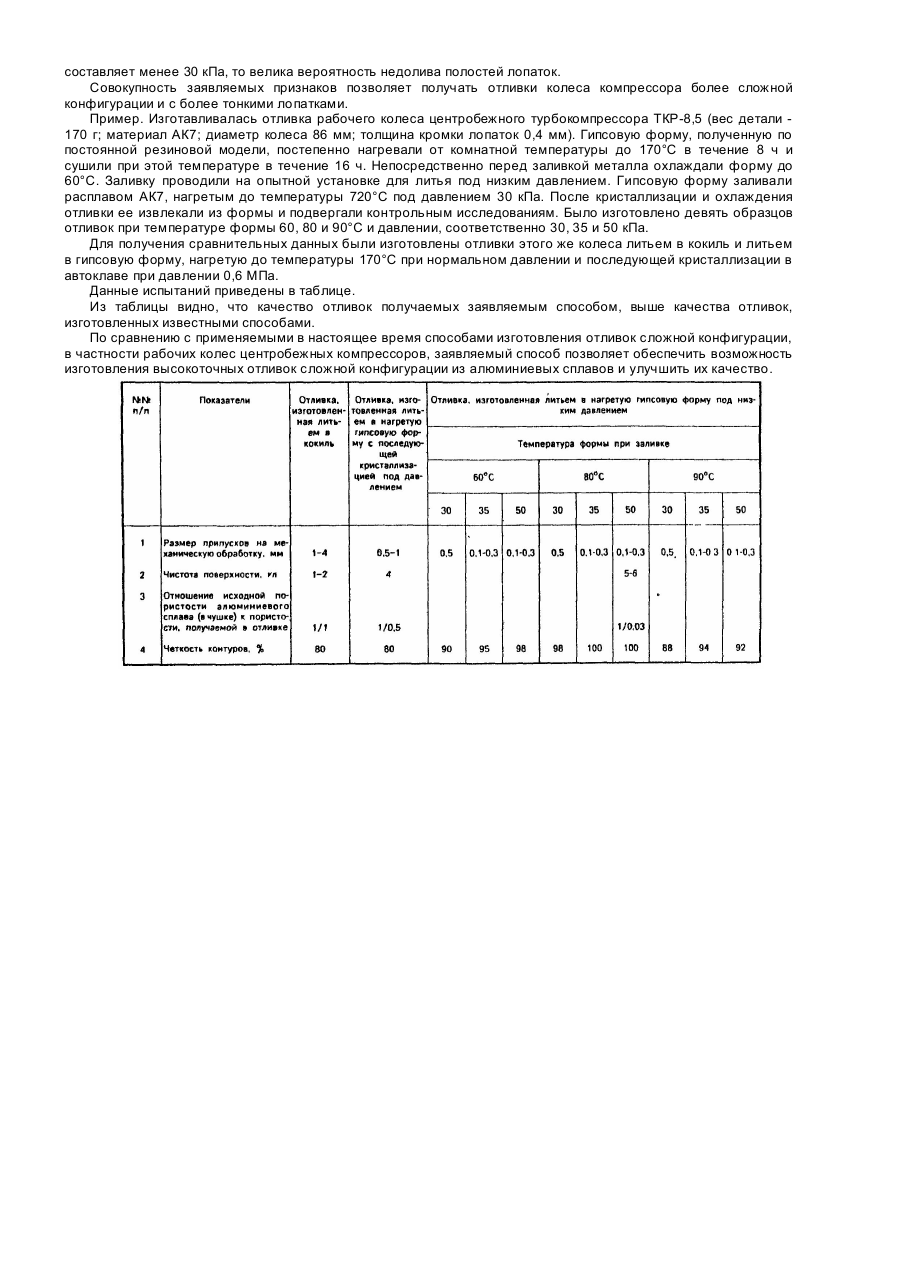
1. Способ получения отливок, включающий заливку металла в заземленную литейную форму с воздействием на нее внешним электрическим полем, выдержку до затвердевания металла и извлечение отливки из литейной формы, отличающийся тем, что внешнее электрическое поле создают электродами, размещенными вокруг литейной формы, при этом напряженность электрического поля составляет 0,5...1000 кВ/м, а вектор напряженности направлен от поверхности литейной...
Спосіб виготовлення виливків по моделям, що газифкуються, з кристалізацією під тиском
Номер патенту: 1183
Опубліковано: 30.12.1993
Автори: Шинський Олег Йосипович, Валігура Анатолій Іванович, Примак Іван Никонорович, Черненко Надія Георгієвна, Єфімов Віктор Олексійович, Сінчугов Олександр Юр'євич, Шульга Василь Тимофійович
МПК: B22D 18/04, B22C 9/04
Мітки: кристалізацією, тиском, виготовлення, виливків, газифкуються, спосіб, моделям
Формула / Реферат:
Способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, и заливку металла в камеру прессования, отличающийся тем, что в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Конопатський Василь Леонідович, Завілінський Анатолій Володимирович, Кельвіч Володимир Тихонович
МПК: B22D 19/00
Мітки: спосіб, виготовлення, біметалевих, виливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Кокіль для лиття головки блока циліндрів з алюмінієвих сплавів

Номер патенту: 554
Опубліковано: 15.12.1993
Автори: Шелестов Віталій Павлович, Добруля Микола Миколайович, С'єдін Сергій Миколайович, Мокропуло Віктор Георгійович
Мітки: циліндрів, блока, головки, кокіль, сплавів, лиття, алюмінієвих
Устаткування для виготовлення виливків за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 832
Опубліковано: 15.12.1993
Автори: Каранік Юрій Аполінарійович, Черненко Надія Георгієвна, Валігура Анатолій Іванович, Шульга Василь Тимофійович, Сінчугов Олександр Юр'євич, Шинський Олег Йосипович, Лозенко Віктор Іванович
МПК: B22D 18/00, B22D 18/06
Мітки: газифікуються, устаткування, виготовлення, кристалізацією, виливків, моделями, тиском
Формула / Реферат:
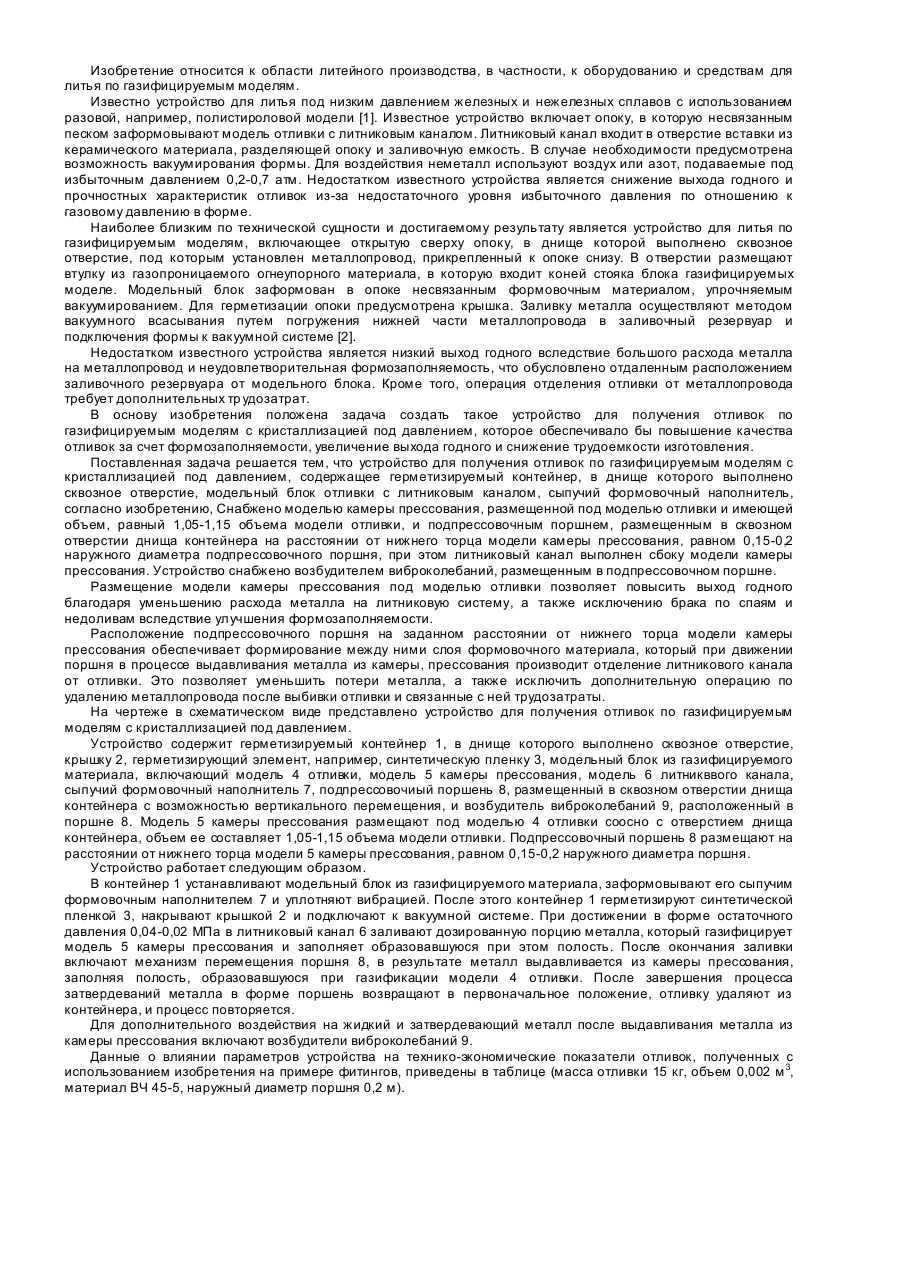
1. Устройство для получения отливок по газифицируемым моделям с кристаллизацией под давлением, содержащее герметизируемый контейнер, в днище которого выполнено сквозное отверстие, модельный блок отливки с литниковым каналом, сыпучий формовочный наполнитель, отличающееся тем, что оно снабжено моделью камеры прессования, размещенной подмоделью отливки и имеющей объем, равный 1,05-1,15 объема модели отливки, и подпрессовочным поршнем,...
Попередній патент: Установка “діон” для виготовлення будівельних виробів
Наступний патент: Пристрій для промивки целюлози
Випадковий патент: Пневматична шина