Ролик машини безперервного лиття
Номер патенту: 25154
Опубліковано: 30.10.1998
Автори: Адамов Іван Васильович, Матюхін Олександр Васильович, Ніколаєв Генадій Андрійович, Шевченко Анатолій Іванович, Сабанський Микола Володимирович, Сахно Валерій Олександрович, Лепіхов Леонід Сергійович
Формула / Реферат
1. Ролик машины непрерывного литья, содержащий ось и бандаж в виде биметаллических колец, соединенных с осью фиксаторами, отличающийся тем, что отношение толщины наружного легированного и внутреннего демпфирующего слоев биметаллического бандажа находится в пределах (1 : 4) - (2,5 : 1), при этом общая толщина бандажа составляет (0,07 - 0,15)D, где D - наружный диаметр ролика.
2. Ролик по п.1, отличающийся тем, что бандажирующие кольца установлены с зазором, величина которого составляет (0,01 - 0,02)L, где L - ширина кольца.
3. Ролик по пп.1 и 2, отличающийся тем, что бандажирующие кольца выполнены с фасками под углом a = 15 - 45°, вершина которого находится на границе легированного и демпфирующего слоев.
Текст
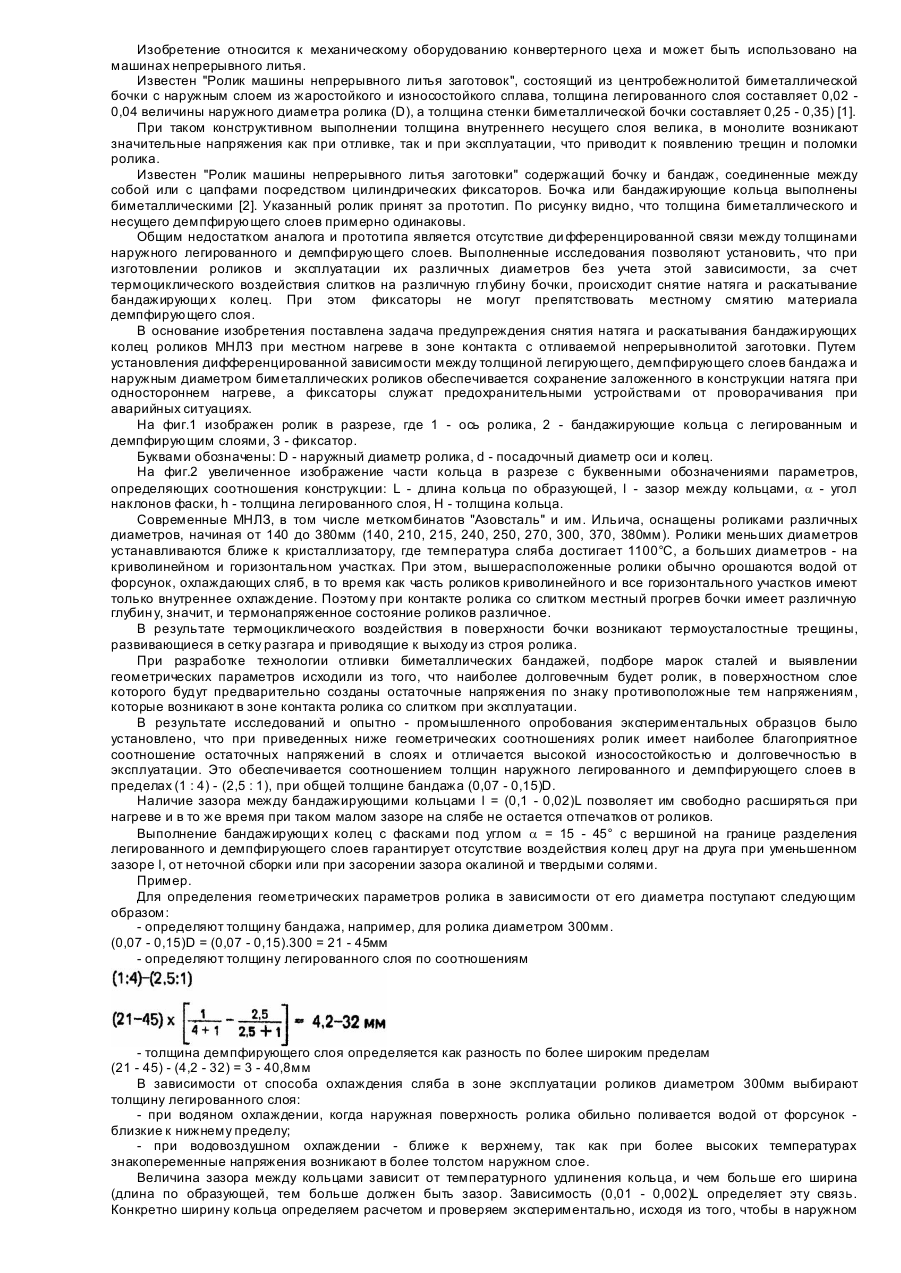
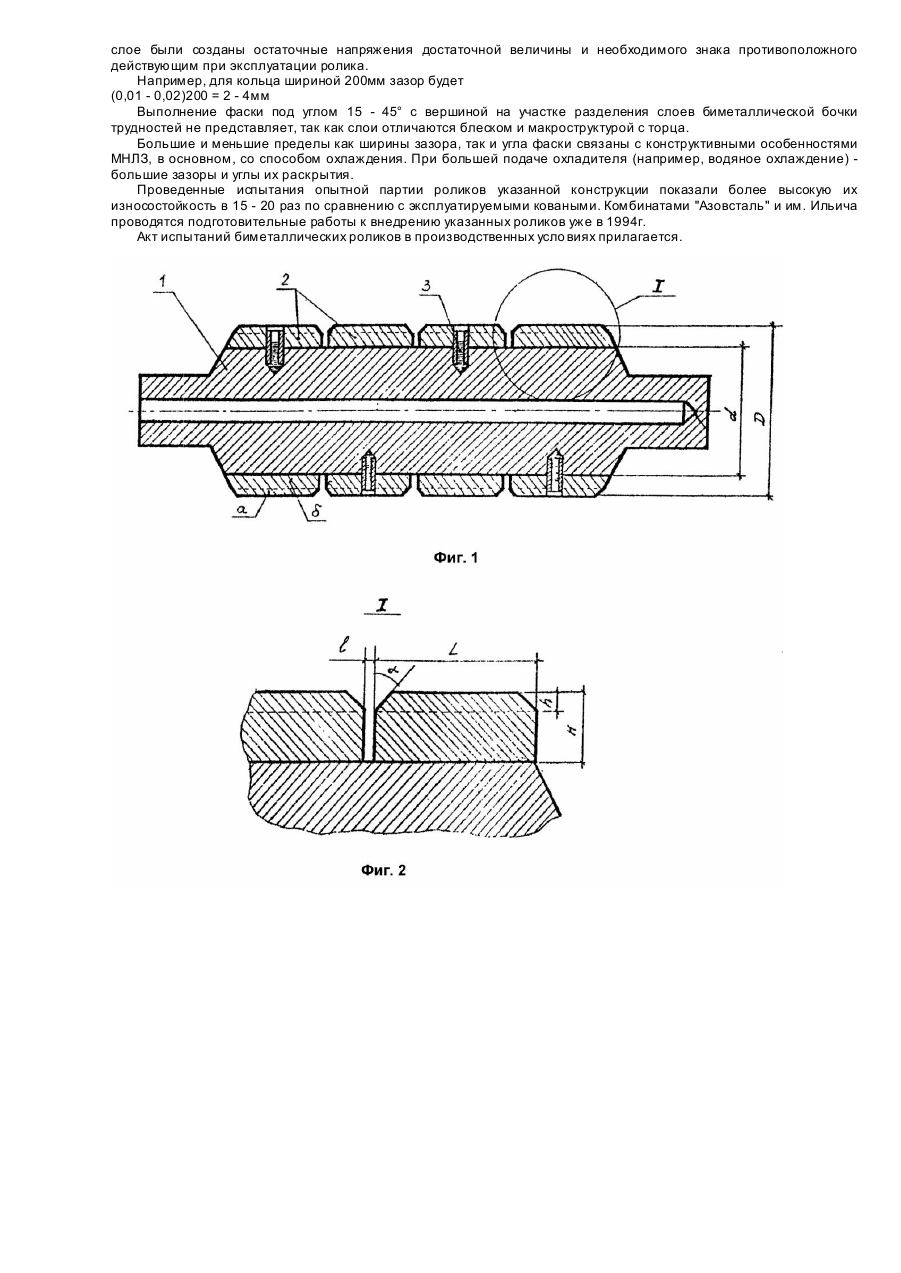
Изобретение относится к механическому оборудованию конвертерного цеха и может быть использовано на машинах непрерывного литья. Известен "Ролик машины непрерывного литья заготовок", состоящий из центробежнолитой биметаллической бочки с наружным слоем из жаростойкого и износостойкого сплава, толщина легированного слоя составляет 0,02 0,04 величины наружного диаметра ролика (D), а толщина стенки биметаллической бочки составляет 0,25 - 0,35) [1]. При таком конструктивном выполнении толщина внутреннего несущего слоя велика, в монолите возникают значительные напряжения как при отливке, так и при эксплуатации, что приводит к появлению трещин и поломки ролика. Известен "Ролик машины непрерывного литья заготовки" содержащий бочку и бандаж, соединенные между собой или с цапфами посредством цилиндрических фиксаторов. Бочка или бандажирующие кольца выполнены биметаллическими [2]. Указанный ролик принят за прототип. По рисунку видно, что толщина биметаллического и несущего демпфирующего слоев примерно одинаковы. Общим недостатком аналога и прототипа является отсутствие ди фференцированной связи между толщинами наружного легированного и демпфирующего слоев. Выполненные исследования позволяют установить, что при изготовлении роликов и эксплуатации их различных диаметров без учета этой зависимости, за счет термоциклического воздействия слитков на различную глубину бочки, происходит снятие натяга и раскатывание бандажирующи х колец. При этом фиксаторы не могут препятствовать местному смятию материала демпфирующего слоя. В основание изобретения поставлена задача предупреждения снятия натяга и раскатывания бандажирующих колец роликов МНЛЗ при местном нагреве в зоне контакта с отливаемой непрерывнолитой заготовки. Путем установления дифференцированной зависимости между толщиной легирующего, демпфирующего слоев бандажа и наружным диаметром биметаллических роликов обеспечивается сохранение заложенного в конструкции натяга при одностороннем нагреве, а фиксаторы служат предохранительными устройствами от проворачивания при аварийных ситуациях. На фиг.1 изображен ролик в разрезе, где 1 - ось ролика, 2 - бандажирующие кольца с легированным и демпфирующим слоями, 3 - фиксатор. Буквами обозначены: D - наружный диаметр ролика, d - посадочный диаметр оси и колец. На фиг.2 увеличенное изображение части кольца в разрезе с буквенными обозначениями параметров, определяющих соотношения конструкции: L - длина кольца по образующей, l - зазор между кольцами, a - угол наклонов фаски, h - толщина легированного слоя, H - толщина кольца. Современные МНЛЗ, в том числе меткомбинатов "Азовсталь" и им. Ильича, оснащены роликами различных диаметров, начиная от 140 до 380мм (140, 210, 215, 240, 250, 270, 300, 370, 380мм). Ролики меньших диаметров устанавливаются ближе к кристаллизатору, где температура сляба достигает 1100°C, а больших диаметров - на криволинейном и горизонтальном участках. При этом, вышерасположенные ролики обычно орошаются водой от форсунок, охлаждающих сляб, в то время как часть роликов криволинейного и все горизонтального участков имеют только внутреннее охлаждение. Поэтому при контакте ролика со слитком местный прогрев бочки имеет различную глубин у, значит, и термонапряженное состояние роликов различное. В результате термоциклического воздействия в поверхности бочки возникают термоусталостные трещины, развивающиеся в сетку разгара и приводящие к выходу из строя ролика. При разработке технологии отливки биметаллических бандажей, подборе марок сталей и выявлении геометрических параметров исходили из того, что наиболее долговечным будет ролик, в поверхностном слое которого будут предварительно созданы остаточные напряжения по знаку противоположные тем напряжениям, которые возникают в зоне контакта ролика со слитком при эксплуатации. В результате исследований и опытно - промышленного опробования экспериментальных образцов было установлено, что при приведенных ниже геометрических соотношениях ролик имеет наиболее благоприятное соотношение остаточных напряжений в слоях и отличается высокой износостойкостью и долговечностью в эксплуатации. Это обеспечивается соотношением толщин наружного легированного и демпфирующего слоев в пределах (1 : 4) - (2,5 : 1), при общей толщине бандажа (0,07 - 0,15)D. Наличие зазора между бандажирующими кольцами l = (0,1 - 0,02)L позволяет им свободно расширяться при нагреве и в то же время при таком малом зазоре на слябе не остается отпечатков от роликов. Выполнение бандажирующи х колец с фасками под углом a = 15 - 45° с вершиной на границе разделения легированного и демпфирующего слоев гарантирует отсутствие воздействия колец друг на друга при уменьшенном зазоре l, от неточной сборки или при засорении зазора окалиной и твердыми солями. Пример. Для определения геометрических параметров ролика в зависимости от его диаметра поступают следующим образом: - определяют толщину бандажа, например, для ролика диаметром 300мм. (0,07 - 0,15)D = (0,07 - 0,15).300 = 21 - 45мм - определяют толщину легированного слоя по соотношениям - толщина демпфирующего слоя определяется как разность по более широким пределам (21 - 45) - (4,2 - 32) = 3 - 40,8мм В зависимости от способа охлаждения сляба в зоне эксплуатации роликов диаметром 300мм выбирают толщину легированного слоя: - при водяном охлаждении, когда наружная поверхность ролика обильно поливается водой от форсунок близкие к нижнему пределу; - при водовоздушном охлаждении - ближе к верхнему, так как при более высоких температурах знакопеременные напряжения возникают в более толстом наружном слое. Величина зазора между кольцами зависит от температурного удлинения кольца, и чем больше его ширина (длина по образующей, тем больше должен быть зазор. Зависимость (0,01 - 0,002)L определяет эту связь. Конкретно ширину кольца определяем расчетом и проверяем экспериментально, исходя из того, чтобы в наружном слое были созданы остаточные напряжения достаточной величины и необходимого знака противоположного действующим при эксплуатации ролика. Например, для кольца шириной 200мм зазор будет (0,01 - 0,02)200 = 2 - 4мм Выполнение фаски под углом 15 - 45° с вершиной на участке разделения слоев биметаллической бочки трудностей не представляет, так как слои отличаются блеском и макроструктурой с торца. Большие и меньшие пределы как ширины зазора, так и угла фаски связаны с конструктивными особенностями МНЛЗ, в основном, со способом охлаждения. При большей подаче охладителя (например, водяное охлаждение) большие зазоры и углы их раскрытия. Проведенные испытания опытной партии роликов указанной конструкции показали более высокую их износостойкость в 15 - 20 раз по сравнению с эксплуатируемыми коваными. Комбинатами "Азовсталь" и им. Ильича проводятся подготовительные работы к внедрению указанных роликов уже в 1994г. Акт испытаний биметаллических роликов в производственных усло виях прилагается.
ДивитисяДодаткова інформація
Автори англійськоюMatiukhin Oleksandr Vasyliovych, Sakhno Valerii Oleksandrovych, Nikolaiev Hennadii Andriiovych, Adamov Ivan Vasyliovych, Sabanskyi Mykola Volodymyrovych, Shevchenko Anatolii Ivanovych, Lepikhov Leonid Serhiiovych
Автори російськоюМатюхин Александр Васильевич, Сахно Валерий Александрович, Николаев Геннадий Андреевич, Адамов Иван Васильевич, Сабанский Николай Владимирович, Шевченко Анатолий Иванович, Лепихов Леонид Сергеевич
МПК / Мітки
МПК: B22D 11/06
Мітки: лиття, безперервного, ролик, машини
Код посилання
<a href="https://ua.patents.su/2-25154-rolik-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Ролик машини безперервного лиття</a>
Ролик машини безперервного литва заготовок

Номер патенту: 8677
Опубліковано: 30.09.1996
Автори: Нісковських Віталій Максимович, Соловійчик Петро Михайлович, Сурженко Валентин Дмитрович, Сабанський Микола Володимирович, Жукаев Валентин Іванович, Сенчілов Едуард Семенович, Хітько Людмила Олександрівна, Бородін Олександр Васильович, Лепіхов Леонід Сергійович, Плискановський Олександр Станіславович, Томашев Леонід Олександрович, Іванченко Іван Федорович, Кругленко Володимир Андрійович, Хільшлейн Юрій Миколайович, Матюхін Олександр Васильович, Адамов Іван Васильович, Ніколаев Геннадій Андрійович
МПК: B22D 11/12
Мітки: ролик, машини, безперервного, заготовок, литва
Формула / Реферат:
1. Ролик машины непрерывного литья заготовок, содержащий полую бочку из нелегированного или низколегированного металла с оболочкой из износостойкого и жаропрочного сплава и цапфы, отличающийся тем, что, с целью экономии легирующих материалов, увеличения срока службы ролика и улучшение качества слитка за счет стабилизации межроликового расстояния, толщина стенки биметаллической бочки составляет 0,25-0,35 величины наружного диаметра ролика, а...
Ролик машини безперервного литва заготовок
Номер патенту: 8675
Опубліковано: 30.09.1996
Автори: Кудачков Олег Вікторович, Склярський Григорій Михайлович, Матюхін Олександр Васильович, Лепіхов Леонід Сергійович, Сагінор Олександр Григорович, Педан Микола Прокофійович, Кравченко Анатолій Петрович, Ніколаев Геннадій Андрійович
МПК: B22D 11/12, B21B 27/02
Мітки: машини, литва, безперервного, ролик, заготовок
Формула / Реферат:
Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем, что, с целью повышения стойкости ролика, канавки выполнены глубиной 0,0025-0,008 диаметра бочки, а шаг канавок составляет 0,03-0,10 длины бочки.
Ролик машини безперервного литва
Номер патенту: 8676
Опубліковано: 30.09.1996
Автори: Буланов Леонід Володимирович, Бородін Олександр Васильович, Іванченко Іван Федорович, Лепіхов Леонід Сергійович, Матюхін Олександр Васильович, Шусторович Віктор Меерович, Сурженко Валентин Дмитрович, Склярський Григорій Миколайович, Суський Микола Вітальович, Сілютін Віктор Миколайович
МПК: B22D 11/124
Мітки: машини, литва, безперервного, ролик
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1)D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.2. Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом...
Ролик машинибезперервного литва

Номер патенту: 16299
Опубліковано: 29.08.1997
Автори: Ніколаєв Геннадій Андрійович, Сабанський Микола Володимирович, Шевченко Анатолій Іванович, Матюхін Олександр Васильович, Кузнецов Борис Григорович, Кравченко Геннадій Федорович, Бородін Олександр Васильович, Глух Володимир Степанович, Голубев Володимир Іванович, Лепіхов Леонід Сергійович
МПК: B22D 11/12
Мітки: машинибезперервного, литва, ролик
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий ось с цапфами и насаженную на нее с натягом бочку, закрепленную с торцов и выполненную по крайней мере из одного кольца, отличающийся тем, что, с целью увеличения долговечности и ремонтопригодности ролика, ось и бочка выполнены с коническими посадочными поверхностями с углом а. наклона их образующих к горизонтальной оси ролика, равным
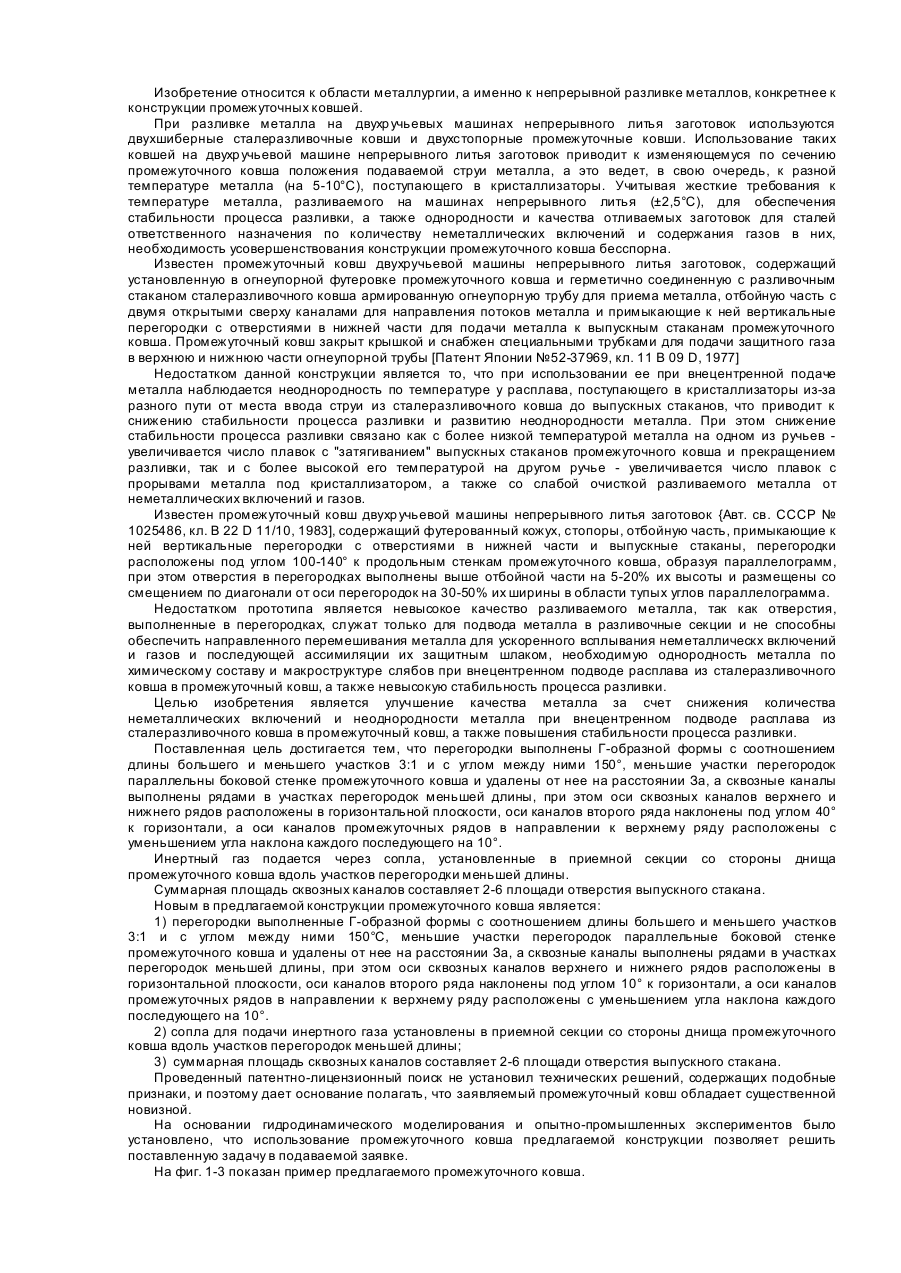
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Рибалов Георгій Васильович, Шалімов Олександр Георгійович, Троцан Анатолій Іванович, Ніколаєв Геннадій Андрійович, Сахно Валерій Олександрович, Лєнський Валерій Георгійович, Корнієнко Олександр Іванович, Носоченко Олег Васильович, Поживанов Михайло Олександрович, Юшко Ігор Олегович
МПК: B22D 11/10
Мітки: проміжний, заготівок, двострумкової, ковш, лиття, безперервного, машини
Формула / Реферат:
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...
Попередній патент: Спосіб моделювання гнійно-некротичного панкреатиту
Наступний патент: Спосіб визначення споживаємої теплової енергії споживачами водяної системи опалення
Випадковий патент: Колесо транспортного засобу