Ролик машини безперервного литва заготовок
Номер патенту: 8677
Опубліковано: 30.09.1996
Автори: Адамов Іван Васильович, Бородін Олександр Васильович, Сабанський Микола Володимирович, Томашев Леонід Олександрович, Соловійчик Петро Михайлович, Сенчілов Едуард Семенович, Хільшлейн Юрій Миколайович, Жукаев Валентин Іванович, Хітько Людмила Олександрівна, Лепіхов Леонід Сергійович, Ніколаев Геннадій Андрійович, Кругленко Володимир Андрійович, Плискановський Олександр Станіславович, Іванченко Іван Федорович, Нісковських Віталій Максимович, Сурженко Валентин Дмитрович, Матюхін Олександр Васильович

Формула / Реферат
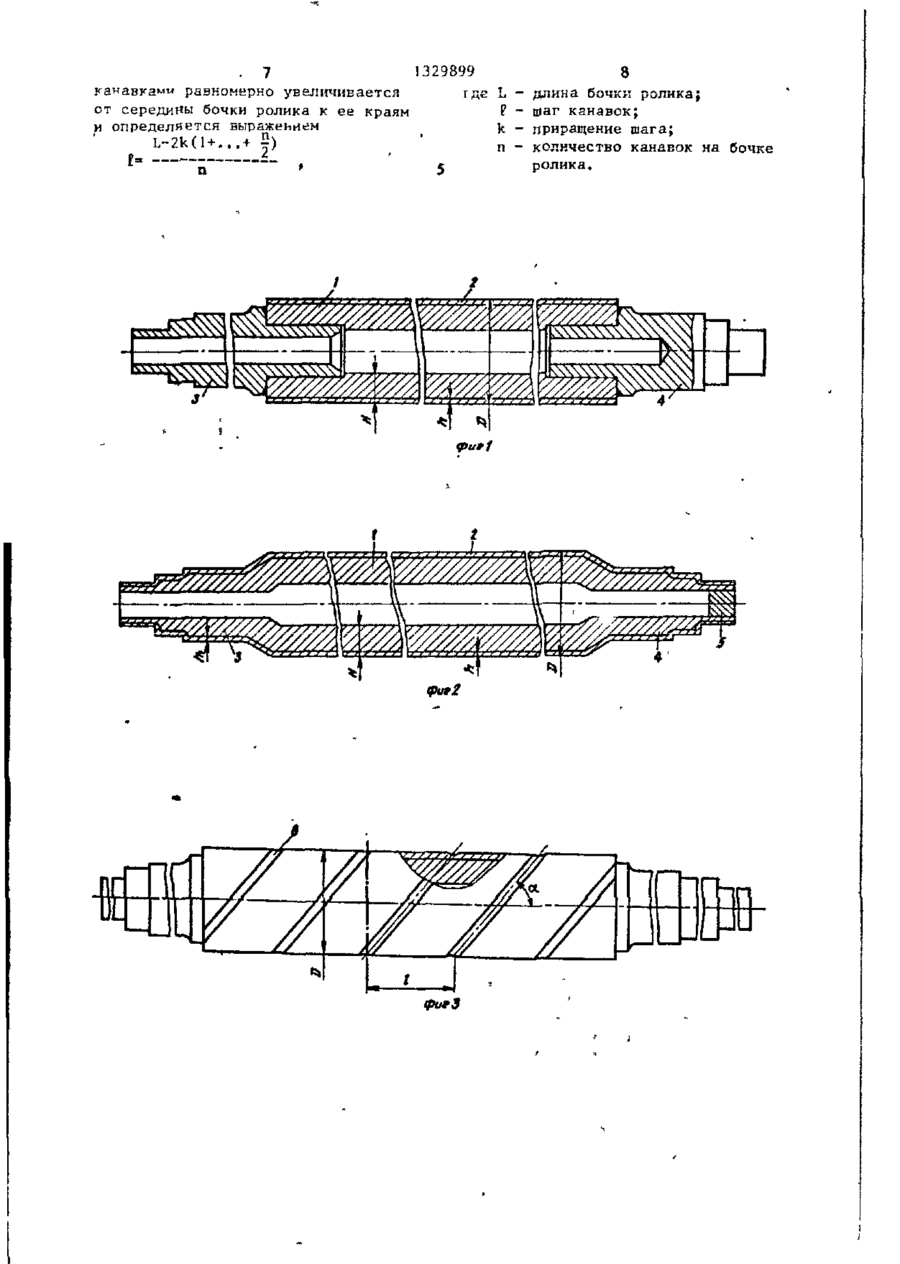
1. Ролик машины непрерывного литья заготовок, содержащий полую бочку из нелегированного или низколегированного металла с оболочкой из износостойкого и жаропрочного сплава и цапфы, отличающийся тем, что, с целью экономии легирующих материалов, увеличения срока службы ролика и улучшение качества слитка за счет стабилизации межроликового расстояния, толщина стенки биметаллической бочки составляет 0,25-0,35 величины наружного диаметра ролика, а толщина наружного легированного слоя равна 0,02-0,04 величины наружного диаметра ролика.
2. Ролик по п. 1, отличающийся тем, что опорные цапфы выполнены биметаллическими, при этом толщина легированного слоя на цапфах составляет 0,01-0,03 величины наружного диаметра ролика.
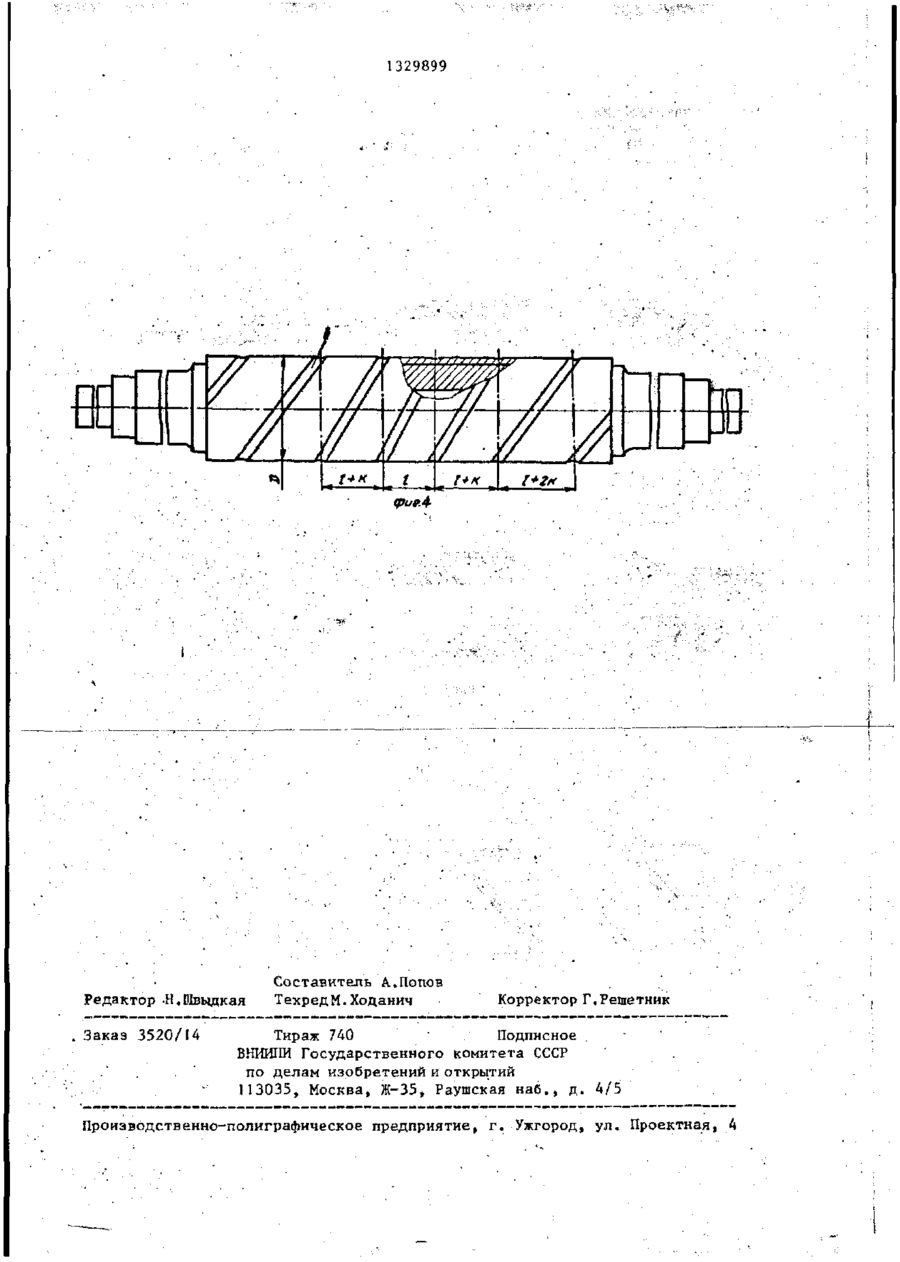
3. Ролик по п. 1, отличающийся тем, что на поверхности бочки выполнены кольцевые канавки с наклоном к оси ролика, определяемым выражением
где а - угол наклона канавок к оси ролика;
D - наружный диаметр ролика.
4. Ролик по пп. 1 и 3, отличающийся тем, что шаг между канавками равномерно увеличивается от середины бочки ролика к ее краям и определяется выражением
где L - длина бочки ролика;
l - шаг канавок;
k - приращение шага;
n - количество канавок на бочке ролика.
Текст
•-* тг ' СОЮЗ COBETCMWV СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН (19) SU(li, I329899 (50 4 А1 В 22 D 1 1 / 1 2 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4047293/31-02 (22) * 01.04.86 (46) 15.08.87. Бюл. № 30 (71) Днепрогіетровский металлургический институт им. Л.И.Брежнева (72) И.В.Адамов, А.В.Бородин, В,И.Жукаевt И. Ф.Иванченко, В.А.Кругленко, Л.С.Лепихов, А.В.Матюхин, Г.А.Николаев, В.М.Нисковских, А.С.ПлискановскиЙ, Н.В.Сабанский, Э.С.Сенчилов, П.М.Соловейчик, В.Д.Сур* женко, Л.А.Томашев, Ю.Н.Хильшлейн и Л.А.Хитько (53) 621.746.27(088.8) (56) Патент Франции » 2367557, кл.- В 22 D И/128, 1978. (54) РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК (57) Изобретение относится к сменному оборудованию машин непрерывного литья заготовок. Целью изобретения является экономия лигирующих материалов, увеличение срока службы ролика и улучшение качества слитка за счет стабилизации межроликового расстояния. Ролик (Р) состоит из центробежно-литон биметаллической бочки (БМБ) с наружным слоем из жаростойкого и износостойкого сплава. Цапфы могут быть выполнены биметаллическими заодно с БМБ путем горячей деформации концов заготовки для Р. Улучшение качества слитка достигается тем, что на поверхности БМБ выполнены наклонные кольцевые канавки под углом к оси Р с равномерным или изменяющимся шагом от середины БМБ к ее краям. 3 з.п. ф-лы, 4 ил. (Л С 1 1329899 d v ., , х Изобретение относится к непрерыв-,-•% =Mu(xj , тогда имеем dx L ной разливке металлов и сплавов. Целью изобретения является эконо+ мия легирующих материалов, увеличеУ 8~'~ 2~Тб8 El ние срока службы ролика и улучшение где f - прогиб от технологических качества слитка за счет стабилизации нагрузок; межроликового расстояния. - средняя нагрузка на ролик; На фиг. 1 показан ролик с наруж- расстояние между опорами; . ным слоем из легированного металла; 10 - модуль упругости; на фиг. 2 - то же, с цапфами, имеющи- момент инерции; ми слой из легированного металла; на фиг. 3 - то же,с кольцевыми канавкаIlia ми, под углом к оси; на фиг. 4 - ролик, на поверхности бочки которого Приравняв fi и ft и решая уравневыполнены кольцевые канавки под углом ние относительно I , определяем р а з к оси и с переменным шагом. ность (D -De) как необходимую толщиРолик содержит биметаллическую бочн р ку 1 с наружным слоем 2 из легированнону стенки ролика, при которой напряго металла и цапфы 3 и 4. В одной из цапф может быть установлена заглушка 20 жения в ролике минимальные, а следовательно, и прогибы минимальные 5, а на поверхности слоя 2 могут быть внутренний диаметр бочки ролика). выполнены кольцевые канавки 6, имеюИспользуя значения наружных диащие наклон к оси ролика с постоянным метров роликов, эксплуатирующихся в или переменным шагом. 25 настоящее время (250, 270, 300, 320, Толщина стенки ролика должна обес380 м м ) , получаем нижний предел толпечивать минимальный прогиб в процесщины Дочки ролика Нн=0,25 D H , а верхсе работы машины непрерывного литья ний Н ь =0,35 D H , или Н=(0,25-0,35) DH'. заготовок (МНЛЗ). Прогиб ролика возПри указанных соотношениях прогиникает при одновременном воздействии бы роликов минимальные, а межроликоЗО одностороннего нагрева со стороны вое расстояние, обеспечивающее полунепрерывнолитой заготовки, ее феррочение качественной непрерывнолитой статического давления и усилия обжазаготовки, наиболее стабильное. тия. Толщину наружного слоя из высоколегированного жаропрочного коррозионноНаименьший прогиб ролика, а следовательно, и сохранение межроликово- 35 и износоустойчивого сплава определяют исходя из условий эксплуатации и • го расстояния возможно, если величивосстановления роликов, повышения ны противоположно направленных темсрока службы и экономии легирующих. пературных и технологических прогиНижний предел толщины наружного бов достаточно близки друг к другу. 40 слоя h=0,02 I) соответствует максиВеличина температурного прогиба мальной величине износа роликов, поролика может быть определена по форлученных путем обмера их бочек после муле завершения эксплуатации и приведения полученных значений к наружному ди45 аметру. Уменьшать толщину наружного ol-At слоя нецелесообразно, так как после - коэффициент температурного где его износа с непрерывнолитой загорасширения; товкой взаимодействует внутренний At - температурный перепад между слой ролика из обычного конструкциондиаметрально противоположны50 ного сплава с низкими жаропрочностью, ми сторонами бочки ролика коррозионно- и износоустойчивостью. перпендикулярно непрерывнолиЭто приводит к быстрому износу бочки той заготовке; и увеличению межроликового расстоя-6Н - ширина непрерывнолитой загония , значительному снижению срока товки ; 55 службы роликов и ухудшению качества D H - наружный диаметр бочки ролинепрерывнолитой заготовки. ка. . Верхний предел толщины наружного Изгибные деформации определяли, слоя h=0,04 D H обеспечивает высокую решая уравнения изогнутой оси ролика работоспособность ролика в течение 1329899 4 легированного металла, что приводит к большоїо времени (повышение срока ее KuppujMH и преждевременному разслужбы; и ремонтоспсн обносл ь ролика рушению, ухудшению условий работы путем наплавки. В этом случае после подшипников и сальников,- а также проточки бочки ролика с максимально условий восстановления посадочных допустимым износом на ее поверхносмест путем наплавки. ти остается слой легированного сплава Увеличение толщины наружного слоя толщиной, достаточной для прочного более 0,03 D повышает расход легисоединения с однородным по химическому составу наплавляемым сплавом. Уве10 рующих. личение толщины наружного слоя приВ связи с увеличением скорости водит к увеличению расхода дорогоотливки непрерывных заготовок увелистоящего высоколегированного сплава чивается расход воды на их охлаждение. наружного слоя, т.е. к увеличению рас Вода не успевает испаряться и задерхода легирующих. живается между роликом и непрерывно15 Плавное сопряжение цапф и бочки, литой заготовкой. Охлаждение заготоввыполненных из единой биметаллической ки происходит неравномерно. Для прозаготовки, снижает уровень осевых находа воды на поверхности бочки ролипряжений и уменьшает прогиб ролика ка выполнены кольцевые канавки с напри эксплуатации. Биметаллическое клоном к оси ролика (фиг, 3 ) . В слу20 чае выполнения кольцевых канавок перстроение цапф ролика с наружным высоколегированным слоем металла обеспепендикулярными оси ролика вода прочивает высокую устойчивость поверхтекает все время в одном месте и на ности цапф против коррозии и гидроповерхности непрерывной заготовки обэрозионного износа в условиях высокой 25 разуются переохлажденные участки в влажности, температуры, наличия солей виде продольных полос, способствующих возникновению трещин. При выполи других агентов коррозии. Это обеснении кольцевых канавок с наклоном печивает высокую надежность и увелизазор по канаБке между роликом и зачение срока службы роликов за счет готовкой все время перемещается на предохранения участков цапф с резьбой, 30 величину, равную проекции оси канавки надежной работы сальниковых уплотнена образующую ось ролика. ний и подшипников в течение всего пеЕсли проекцию от кзнавки принять риода эксплуатации, снижение затрат равной шагу между канавками, вся длнна восстановление посадочных мест под на бочки за один оборот перекрываетподшипники и сальники. Толщина наружного слоя цапф h сое-35 С я канавками, как бы совершающими котавляет 0,01-0,03 величины диаметра лебательное движение по поверхности ролика и находится в следующей завизаготовки, и вода равномерно охлажсимости от диаметра: дает ее поверхность при любом положении вращающегося ролика относительh =2/3(0,02-0,04) D =(0,01-0,03) DM . 4 0 но заготовки. Из фиг. 3 видно, что Это выражение определено из услоугол наклона канавок определяется как вия, что наружный диаметр заготоD , D вок под цапфы относится к наружноtg0* = " I
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterroller of machine of continuous casting of billets
Автори англійськоюAdamov Ivan Vasyliovych, Borodin Oleksandr Vasyliovych, Zhukaev Valentyn Ivanovych, Ivanchenko Ivan Fedorovych, Kruhlenko Volodymyr Andriiovych, Lepikhov Leonid Serhiiovych, Matiukhin Oleksandr Vasyliovych, Pliskanovskyi Oleksandr Stanislavovych, Sabanskyi Mykola Volodymyrovych, Senchilov Eduard Semenovych, Soloviichyk Petro Mykhailovych, Surzhenko Valentyn Dmytrovych, Tomashev Leonid Oleksandrovych, Khilshlein Yurii Mykolaiovych, Khitko Liudmyla Oleksandrivna
Назва патенту російськоюРолик машины непрерывного литья заготовок
Автори російськоюАдамов Иван Васильевич, Бородин Александр Васильевич, Жукаев Валентин Иванович, Иванченко Иван Федорович, Кругленко Владимир Андреевич, Лепихов Леонид Сергеевич, Матюхин Александр Васильевич, Плискановский Александр Станиславович, Сабанский Николай Владимирович, Сенчилов Эдуард Семенович, Соловейчик Петр Михайлович, Сурженко Валентин Дмитриевич, Томашев Леонид Александрович, Хильшлейн Юрий Николаевич, Хитько Людмила Александровна
МПК / Мітки
МПК: B22D 11/12
Мітки: заготовок, безперервного, машини, ролик, литва
Код посилання
<a href="https://ua.patents.su/6-8677-rolik-mashini-bezperervnogo-litva-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Ролик машини безперервного литва заготовок</a>
Ролик машини безперервного литва заготовок
Номер патенту: 8675
Опубліковано: 30.09.1996
Автори: Лепіхов Леонід Сергійович, Сагінор Олександр Григорович, Ніколаев Геннадій Андрійович, Склярський Григорій Михайлович, Кудачков Олег Вікторович, Педан Микола Прокофійович, Кравченко Анатолій Петрович, Матюхін Олександр Васильович
МПК: B22D 11/12, B21B 27/02
Мітки: машини, безперервного, литва, ролик, заготовок
Формула / Реферат:
Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем, что, с целью повышения стойкости ролика, канавки выполнены глубиной 0,0025-0,008 диаметра бочки, а шаг канавок составляет 0,03-0,10 длины бочки.
Ролик машини безперервного литва
Номер патенту: 8676
Опубліковано: 30.09.1996
Автори: Сурженко Валентин Дмитрович, Бородін Олександр Васильович, Матюхін Олександр Васильович, Шусторович Віктор Меерович, Іванченко Іван Федорович, Склярський Григорій Миколайович, Буланов Леонід Володимирович, Сілютін Віктор Миколайович, Лепіхов Леонід Сергійович, Суський Микола Вітальович
МПК: B22D 11/124
Мітки: ролик, машини, безперервного, литва
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1)D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.2. Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Руденко Анатолій Олександрович, Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Чернишова Світлана Никодимівна, Якунін Іван Олексійович, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: кристалізатор, горизонтального, заготовок, безперервного, лиття
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Мартинов Валерій Васильович, Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Глібов Євген Валеріанович, Якунін Іван Олексійович, Афонін Володимир Олексійович, Шишков Михайло Михайлович, Беседіна Елеонора Борисівна, Белкін Юхим Львович
МПК: B22D 11/04
Мітки: безперервного, круглих, лиття, заготовок, кристалізатор
Формула / Реферат:
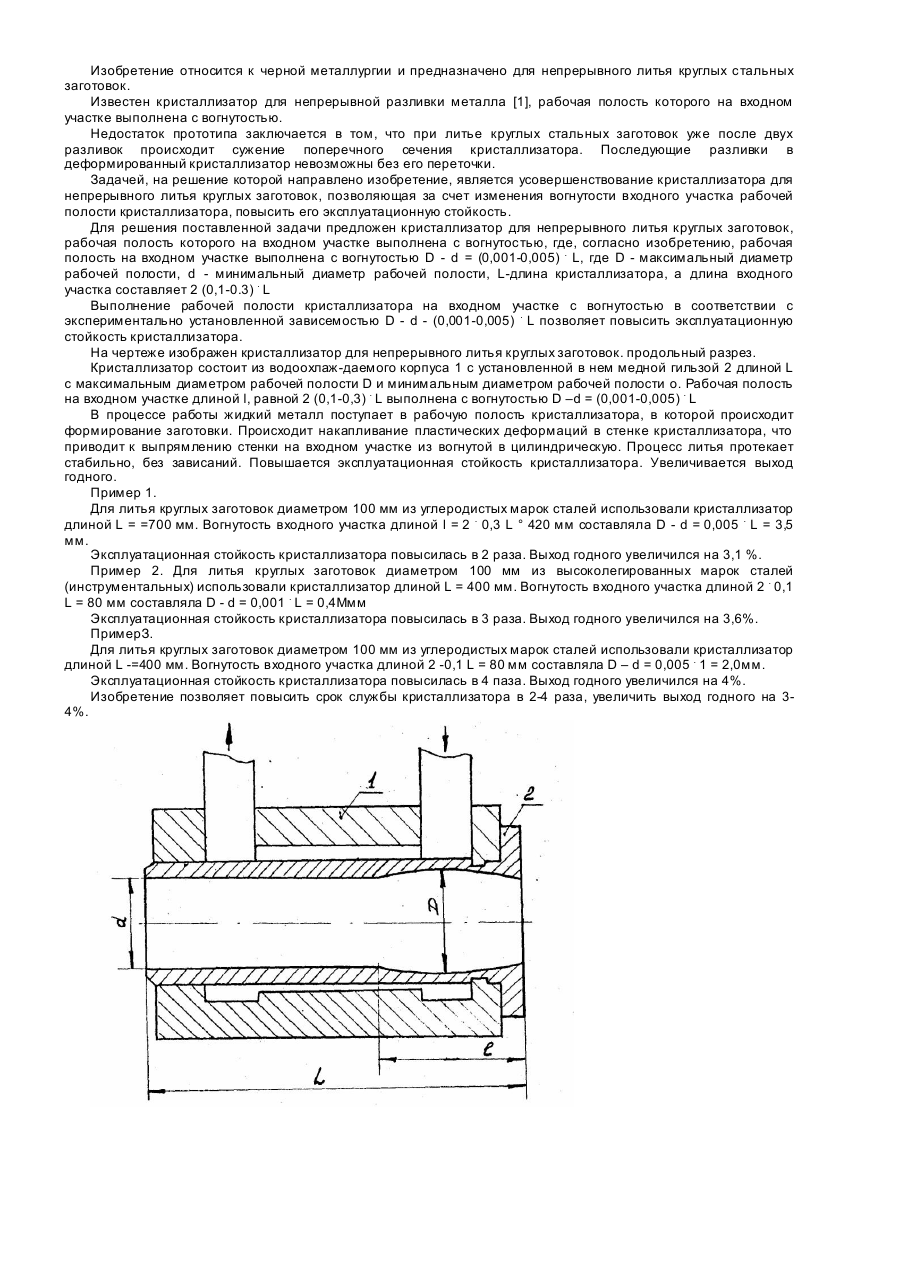
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Корягін Олексій Федорович, Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна
МПК: B22D 11/04
Мітки: кристалізатор, лиття, порожнистих, горизонтального, заготовок, безперервного
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Попередній патент: Ролик машини безперервного литва
Наступний патент: Спосіб хіміко-термічної обробки виробів
Випадковий патент: Мийний засіб для очищення різноманітних поверхонь та скла