Прокатна клітина
Номер патенту: 20212
Опубліковано: 15.07.1997
Автори: Рождественський Юрій Васильович, Рождественський Юрій Юрійович
Формула / Реферат
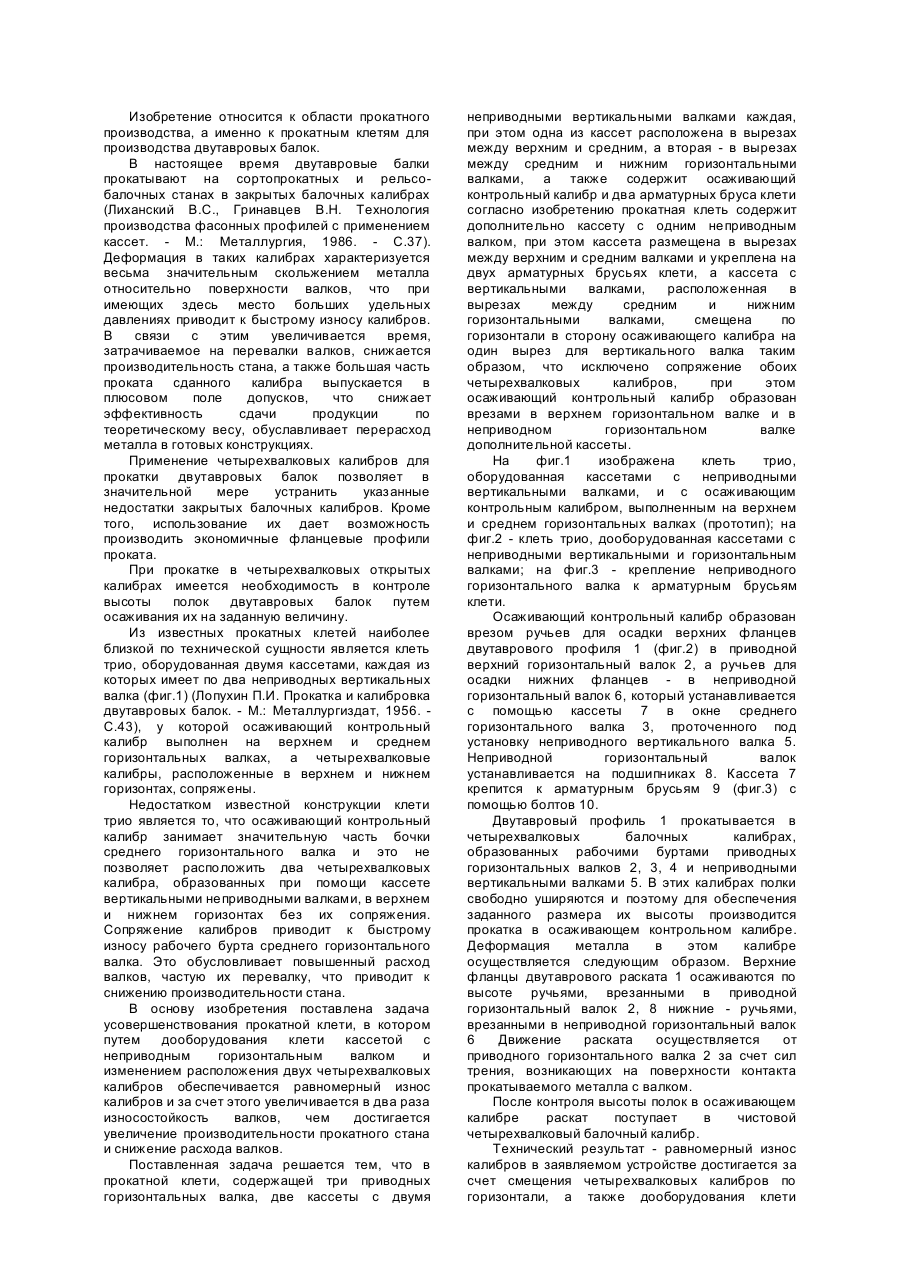
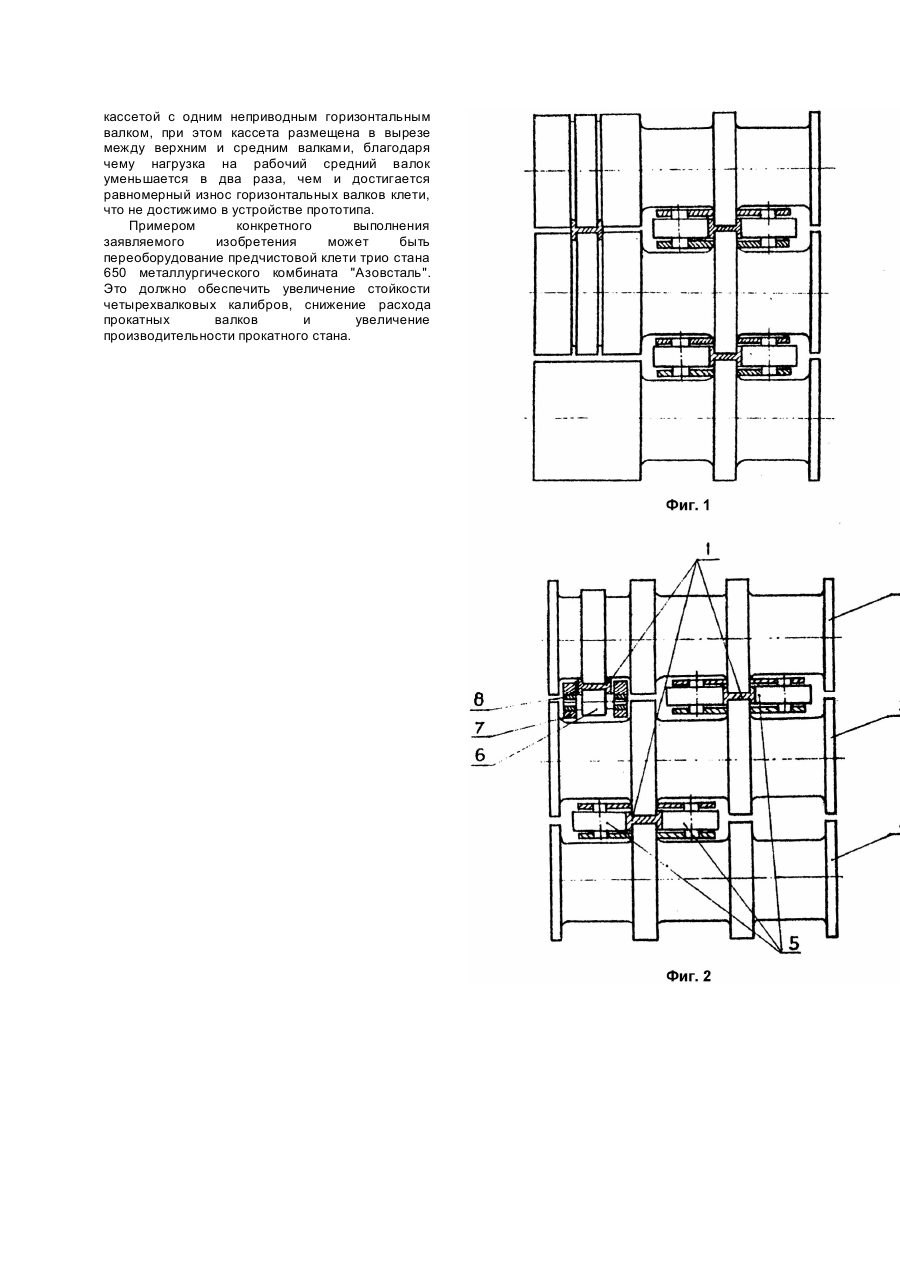
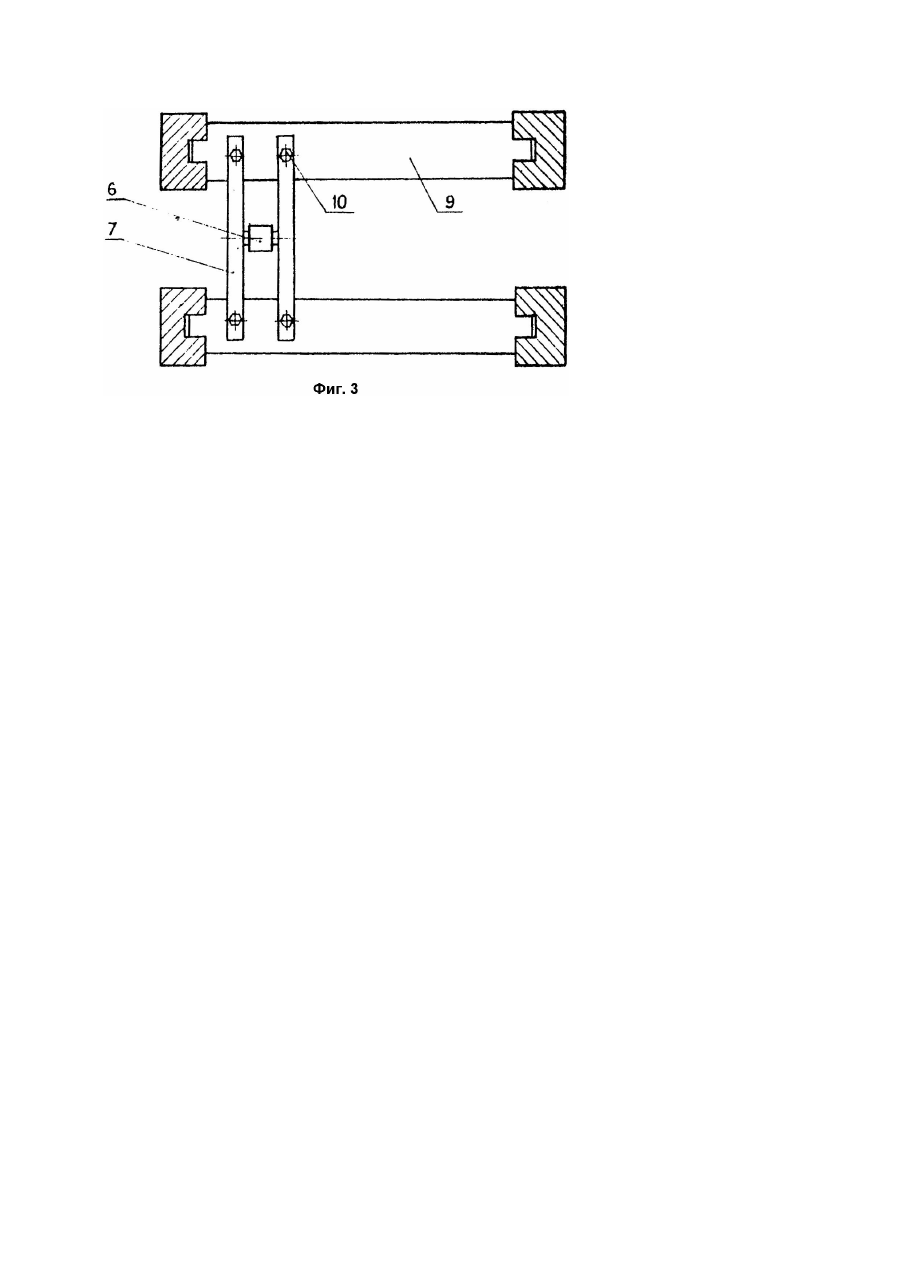
Прокатная клеть, содержащая три приводных горизонтальных валка, две кассеты с двумя неприводными вертикальными валками каждая, при этом одна из кассет расположена в вырезах между верхним и средним, а вторая - в вырезах между средним и нижним горизонтальными валками, а также содержит осаживающий контрольный калибр и два арматурных бруса клети, отличающаяся тем, что прокатная клеть содержит дополнительную кассету с одним неприводным горизонтальным валком, при этом кассета размещена в вырезах между верхним и средним валками и укреплена на двух арматурных брусьях клети, а кассета с вертикальными валками, расположенная в вырезах между средним и нижним горизонтальными валками смещена по горизонтали в сторону осаживающего калибра на один вырез для вертикального валка таким образом, что исключено сопряжение обоих четырехвалковых двутавровых калибров, при этом осаживающий контрольный калибр образован врезами в верхнем горизонтальном валке и в неприводном горизонтальном валке дополнительной кассеты.
Текст
Изобретение относится к области прокатного производства, а именно к прокатным клетям для производства двутавровых балок. В настоящее время двутавровые балки прокатывают на сортопрокатных и рельсобалочных станах в закрытых балочных калибрах (Лиханский B.C., Гринавцев В.Н. Технология производства фасонных профилей с применением кассет. - М.: Металлургия, 1986. - С.37). Деформация в таких калибрах характеризуется весьма значительным скольжением металла относительно поверхности валков, что при имеющих здесь место больших удельных давлениях приводит к быстрому износу калибров. В связи с этим увеличивается время, затрачиваемое на перевалки валков, снижается производительность стана, а также большая часть проката сданного калибра выпускается в плюсовом поле допусков, что снижает эффективность сдачи продукции по теоретическому весу, обуславливает перерасход металла в готовых конструкциях. Применение четырехвалковых калибров для прокатки двутавровых балок позволяет в значительной мере устранить указанные недостатки закрытых балочных калибров. Кроме того, использование их дает возможность производить экономичные фланцевые профили проката. При прокатке в четырехвалковых открытых калибрах имеется необходимость в контроле высоты полок двутавровых балок путем осаживания их на заданную величину. Из известных прокатных клетей наиболее близкой по технической сущности является клеть трио, оборудованная двумя кассетами, каждая из которых имеет по два неприводных вертикальных валка (фиг.1) (Лопухин П.И. Прокатка и калибровка двутавровых балок. - М.: Металлургиздат, 1956. С.43), у которой осаживающий контрольный калибр выполнен на верхнем и среднем горизонтальных валках, а четырехвалковые калибры, расположенные в верхнем и нижнем горизонтах, сопряжены. Недостатком известной конструкции клети трио является то, что осаживающий контрольный калибр занимает значительную часть бочки среднего горизонтального валка и это не позволяет расположить два четырехвалковых калибра, образованных при помощи кассете вертикальными неприводными валками, в верхнем и нижнем горизонтах без их сопряжения. Сопряжение калибров приводит к быстрому износу рабочего бурта среднего горизонтального валка. Это обусловливает повышенный расход валков, частую их перевалку, что приводит к снижению производительности стана. В основу изобретения поставлена задача усовершенствования прокатной клети, в котором путем дооборудования клети кассетой с неприводным горизонтальным валком и изменением расположения двух четырехвалковых калибров обеспечивается равномерный износ калибров и за счет этого увеличивается в два раза износостойкость валков, чем достигается увеличение производительности прокатного стана и снижение расхода валков. Поставленная задача решается тем, что в прокатной клети, содержащей три приводных горизонтальных валка, две кассеты с двумя неприводными вертикальными валками каждая, при этом одна из кассет расположена в вырезах между верхним и средним, а вторая - в вырезах между средним и нижним горизонтальными валками, а также содержит осаживающий контрольный калибр и два арматурных бруса клети согласно изобретению прокатная клеть содержит дополнительно кассету с одним неприводным валком, при этом кассета размещена в вырезах между верхним и средним валками и укреплена на двух арматурных брусьях клети, а кассета с вертикальными валками, расположенная в вырезах между средним и нижним горизонтальными валками, смещена по горизонтали в сторону осаживающего калибра на один вырез для вертикального валка таким образом, что исключено сопряжение обоих четырехвалковых калибров, при этом осаживающий контрольный калибр образован врезами в верхнем горизонтальном валке и в неприводном горизонтальном валке дополнительной кассеты. На фиг.1 изображена клеть трио, оборудованная кассетами с неприводными вертикальными валками, и с осаживающим контрольным калибром, выполненным на верхнем и среднем горизонтальных валках (прототип); на фиг.2 - клеть трио, дооборудованная кассетами с неприводными вертикальными и горизонтальным валками; на фиг.3 - крепление неприводного горизонтального валка к арматурным брусьям клети. Осаживающий контрольный калибр образован врезом ручьев для осадки верхних фланцев двутаврового профиля 1 (фиг.2) в приводной верхний горизонтальный валок 2, а ручьев для осадки нижних фланцев - в неприводной горизонтальный валок 6, который устанавливается с помощью кассеты 7 в окне среднего горизонтального валка 3, проточенного под установку неприводного вертикального валка 5. Неприводной горизонтальный валок устанавливается на подшипниках 8. Кассета 7 крепится к арматурным брусьям 9 (фиг.3) с помощью болтов 10. Двутавровый профиль 1 прокатывается в четырехвалковых балочных калибрах, образованных рабочими буртами приводных горизонтальных валков 2, 3, 4 и неприводными вертикальными валками 5. В этих калибрах полки свободно уширяются и поэтому для обеспечения заданного размера их высоты производится прокатка в осаживающем контрольном калибре. Деформация металла в этом калибре осуществляется следующим образом. Верхние фланцы двутаврового раската 1 осаживаются по высоте ручьями, врезанными в приводной горизонтальный валок 2, 8 нижние - ручьями, врезанными в неприводной горизонтальный валок 6 Движение раската осуществляется от приводного горизонтального валка 2 за счет сил трения, возникающих на поверхности контакта прокатываемого металла с валком. После контроля высоты полок в осаживающем калибре раскат поступает в чистовой четырехвалковый балочный калибр. Технический результат - равномерный износ калибров в заявляемом устройстве достигается за счет смещения четырехвалковых калибров по горизонтали, а также дооборудования клети кассетой с одним неприводным горизонтальным валком, при этом кассета размещена в вырезе между верхним и средним валками, благодаря чему нагрузка на рабочий средний валок уменьшается в два раза, чем и достигается равномерный износ горизонтальных валков клети, что не достижимо в устройстве прототипа. Примером конкретного выполнения заявляемого изобретения может быть переоборудование предчистовой клети трио стана 650 металлургического комбината "Азовсталь". Это должно обеспечить увеличение стойкости четырехвалковых калибров, снижение расхода прокатных валков и увеличение производительности прокатного стана.
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand
Автори англійськоюRozhdestvenskyi Yurii Vasyliovych, Rozhdestvenskyi Yurii Yuriiovych
Назва патенту російськоюПрокатная клеть
Автори російськоюРождественский Юрий Васильевич, Рождественский Юрий Юрьевич
МПК / Мітки
МПК: B21B 13/04
Код посилання
<a href="https://ua.patents.su/3-20212-prokatna-klitina.html" target="_blank" rel="follow" title="База патентів України">Прокатна клітина</a>
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Литвинов Олександр Васильович, Волченков Іван Григорович
МПК: B21B 13/02
Мітки: кварто, прокатна, кліть
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: кліть, напружена, попередньо, прокатна
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Шестивалкова прокатна клітка
Номер патенту: 3580
Опубліковано: 27.12.1994
Автори: Ханс Рьоммен, Еріх Штой
МПК: B21B 13/14
Мітки: клітка, прокатна, шестивалкова
Формула / Реферат:
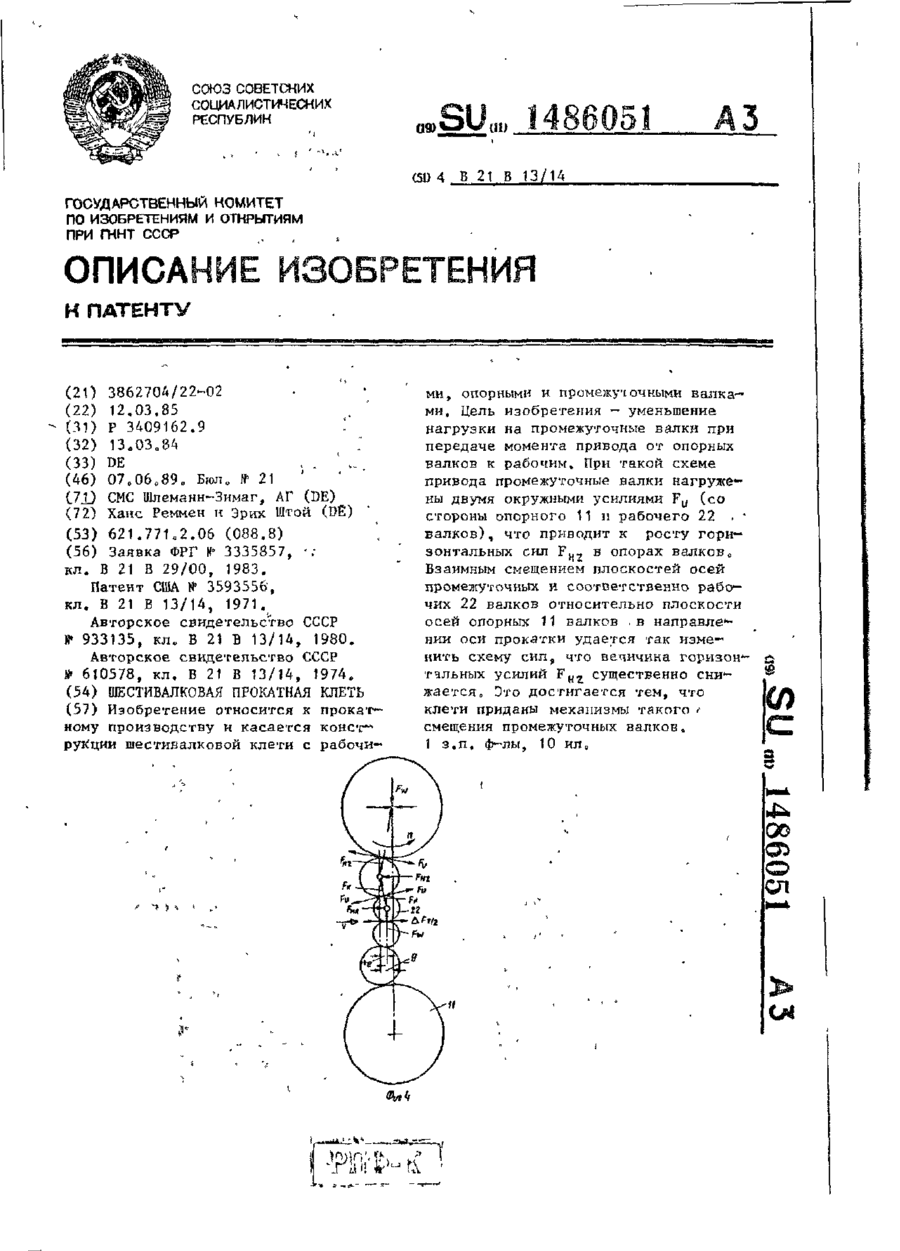
1. Шестивалковая прокатная клеть, содержащая станины, рабочие, промежуточные и опорные валки с подушками, привод, гидроцилиндры изгиба и/или уравновешивания валков, механизмы горизонтальной установки подушек рабочих валков, расположенные в окнах станин, отличающаяся тем, что, с целью уменьшения нагрузки на промежуточные валки при передаче момента прокатки от опорных валков к рабочим, подушки промежуточных валков также установлены с...
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Филипченко Григорій Тимофійович, Горбов Альберт Володимирович, Сусляєв Олександр Львович
МПК: B21B 13/06
Мітки: кліть, прокатна, вертикальна
Формула / Реферат:
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Прокатна клітка
Номер патенту: 12314
Опубліковано: 25.12.1996
Автори: Хуго Фельдманн, Тільманн Шультес, Герд Байземанн
МПК: B21B 1/22
Формула / Реферат:
(57) Прокатная клеть для производства полосы, содержащая рабочие и, по меньшей мере, в том же числе опорные валки, установленные в станине с возможностью автономного осевого перемещения и механизм такого перемещения, при этом контуры бочек рабочих валков выполнены криволинейными, каждый из выпуклого и вогнутого участков, и взаимно развернуты на 180° относительно вертикальной оси клетки, отличающаяся тем, что выпуклый и вогнутый участки бочки...
Попередній патент: Стіл чотирьохстороннього стругального верстата для центрування заготовок
Наступний патент: Сцинтиблок
Випадковий патент: Робочий валок прокатного стана