Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Старенченко Олександр Володимирович, Голуб Денис Михайлович, Катренко Віталій Трофимович, Волков Дмитро Анатолійович
Формула / Реферат
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба, який відрізняється тим, що під час виготовлення дроту на нього впливають постійним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та одночасно накладають вібрації з частотою 50...100 Гц, при цьому дріт пропускають через трубку з розрідженим повітрям, волочіння ведуть з сумарними деформаціями 70...95 % й одиничними деформаціями 5...10 % та 10... 15 % на наступних проходах.
Текст
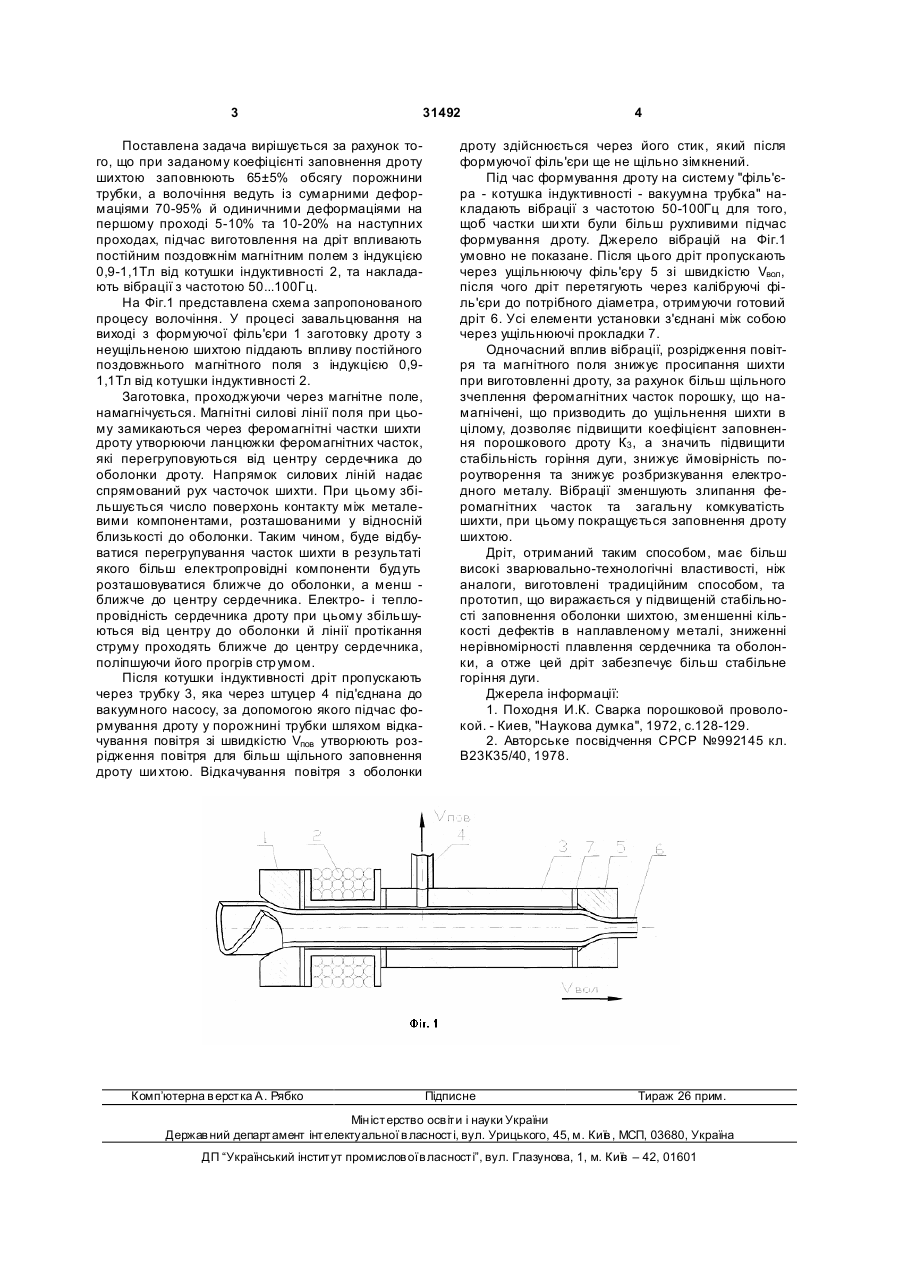
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 3 31492 Поставлена задача вирішується за рахунок того, що при заданому коефіцієнті заповнення дроту шихтою заповнюють 65±5% обсягу порожнини трубки, а волочіння ведуть із сумарними деформаціями 70-95% й одиничними деформаціями на першому проході 5-10% та 10-20% на наступних проходах, підчас виготовлення на дріт впливають постійним поздовжнім магнітним полем з індукцією 0,9-1,1Тл від котушки індуктивності 2, та накладають вібрації з частотою 50...100Гц. На Фіг.1 представлена схема запропонованого процесу волочіння. У процесі завальцювання на виході з формуючої філь'єри 1 заготовку дроту з неущільненою шихтою піддають впливу постійного поздовжнього магнітного поля з індукцією 0,91,1Тл від котушки індуктивності 2. Заготовка, проходжуючи через магнітне поле, намагнічується. Магнітні силові лінії поля при цьому замикаються через феромагнітні частки шихти дроту утворюючи ланцюжки феромагнітних часток, які перегруповуються від центру сердечника до оболонки дроту. Напрямок силових ліній надає спрямований рух часточок шихти. При цьому збільшується число поверхонь контакту між металевими компонентами, розташованими у відносній близькості до оболонки. Таким чином, буде відбуватися перегрупування часток шихти в результаті якого більш електропровідні компоненти будуть розташовуватися ближче до оболонки, а менш ближче до центру сердечника. Електро- і теплопровідність сердечника дроту при цьому збільшуються від центру до оболонки й лінії протікання струму проходять ближче до центру сердечника, поліпшуючи його прогрів стр умом. Після котушки індуктивності дріт пропускають через трубку 3, яка через штуцер 4 під'єднана до вакуумного насосу, за допомогою якого підчас формування дроту у порожнині трубки шляхом відкачування повітря зі швидкістю Vпов утворюють розрідження повітря для більш щільного заповнення дроту ши хтою. Відкачування повітря з оболонки Комп’ютерна в ерстка А. Рябко 4 дроту здійснюється через його стик, який після формуючої філь'єри ще не щільно зімкнений. Під час формування дроту на систему "філь'єра - котушка індуктивності - вакуумна трубка" накладають вібрації з частотою 50-100Гц для того, щоб частки ши хти були більш рухливими підчас формування дроту. Джерело вібрацій на Фіг.1 умовно не показане. Після цього дріт пропускають через ущільнюючу філь'єру 5 зі швидкістю Vвол, після чого дріт перетягують через калібруючі філь'єри до потрібного діаметра, отримуючи готовий дріт 6. Усі елементи установки з'єднані між собою через ущільнюючі прокладки 7. Одночасний вплив вібрації, розрідження повітря та магнітного поля знижує просипання шихти при виготовленні дроту, за рахунок більш щільного зчеплення феромагнітних часток порошку, що намагнічені, що призводить до ущільнення шихти в цілому, дозволяє підвищити коефіцієнт заповнення порошкового дроту К3 , а значить підвищити стабільність горіння дуги, знижує ймовірність пороутворення та знижує розбризкування електродного металу. Вібрації зменшують злипання феромагнітних часток та загальну комкуватість шихти, при цьому покращується заповнення дроту шихтою. Дріт, отриманий таким способом, має більш високі зварювально-технологічні властивості, ніж аналоги, виготовлені традиційним способом, та прототип, що виражається у підвищеній стабільності заповнення оболонки шихтою, зменшенні кількості дефектів в наплавленому металі, зниженні нерівномірності плавлення сердечника та оболонки, а отже цей дріт забезпечує більш стабільне горіння дуги. Джерела інформації: 1. Походня И.К. Сварка порошковой проволокой. - Киев, "Наукова думка", 1972, с.128-129. 2. Авторське посвідчення СРСР №992145 кл. В23К35/40, 1978. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing self-shielding flux cored wire
Автори англійськоюHolub Denys Mykhailovych, Katrenko Vitalii Trofymovych, Volkov Dmytro Anatoliiovych, Starenchenko Oleksandr Volodymyrovych
Назва патенту російськоюСпособ изготовления самозащитной порошковой проволоки
Автори російськоюГолуб Денис Михайлович, Катренко Виталий Трофимович, Волков Дмитрий Анатольевич, Старенченко Александр Владимирович
МПК / Мітки
МПК: B23K 35/02
Мітки: виготовлення, спосіб, самозахисного, дроту, порошкового
Код посилання
<a href="https://ua.patents.su/2-31492-sposib-vigotovlennya-samozakhisnogo-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення самозахисного порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 25898
Опубліковано: 27.08.2007
Автори: Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Жабкін Віктор Петрович, Шевченко Юрій Тимофійович, Бать Сергій Юрійович, Кисіленко Володимир Васильович
МПК: B22F 5/12
Мітки: виготовлення, дроту, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування чашоподібної оболонки, заповнення її порошкоподібним матеріалом, замикання оболонки та її обтискання до одержання необхідного розміру дроту, який відрізняється тим, що по осі прокатки оболонку виконують з виступом, висота якого складає 1/4 - 1/2 висоти оболонки.
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Карпенко Володимир Михайлович, Швороб Сергій Володимирович, Бойко Ігор Олександрович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: виготовлення, порошкового, поліметалевого, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Катренко Віталій Трохимович, Волков Дмитро Анатолійович, Пресняков Віктор Анатолійович
МПК: B22F 3/00
Мітки: електроконтактного, двосегментного, спосіб, виготовлення, порошкового, наплавлення, дроту
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 27572
Опубліковано: 12.11.2007
Автори: Сатонін Олександр Володимирович, Гринь Олександр Григорович, Свиридов Олександр Володимирович, Грибков Едуард Петрович
МПК: B23K 35/02
Мітки: дроту, поліметалевого, порошкового, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий пресований порошковий дріт прокатують в двороликових опорах з овальним калібром, з коефіцієнтом витяжки μср=1,3 до діаметра d3=3-5 мм.
Спосіб виготовлення порошкового дроту
Номер патенту: 14131
Опубліковано: 15.05.2006
Автори: Свиридов Олександр Володимирович, Гринь Олександр Григорович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: порошкового, спосіб, виготовлення, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра.
Попередній патент: Розпушувач стрічки льону
Наступний патент: Спосіб лікування остеопорозу