Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 27572
Опубліковано: 12.11.2007
Автори: Грибков Едуард Петрович, Сатонін Олександр Володимирович, Гринь Олександр Григорович, Свиридов Олександр Володимирович
Формула / Реферат
Спосіб виготовлення поліметалевого порошкового дроту, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий пресований порошковий дріт прокатують в двороликових опорах з овальним калібром, з коефіцієнтом витяжки μср=1,3 до діаметра d3=3-5 мм.
Текст
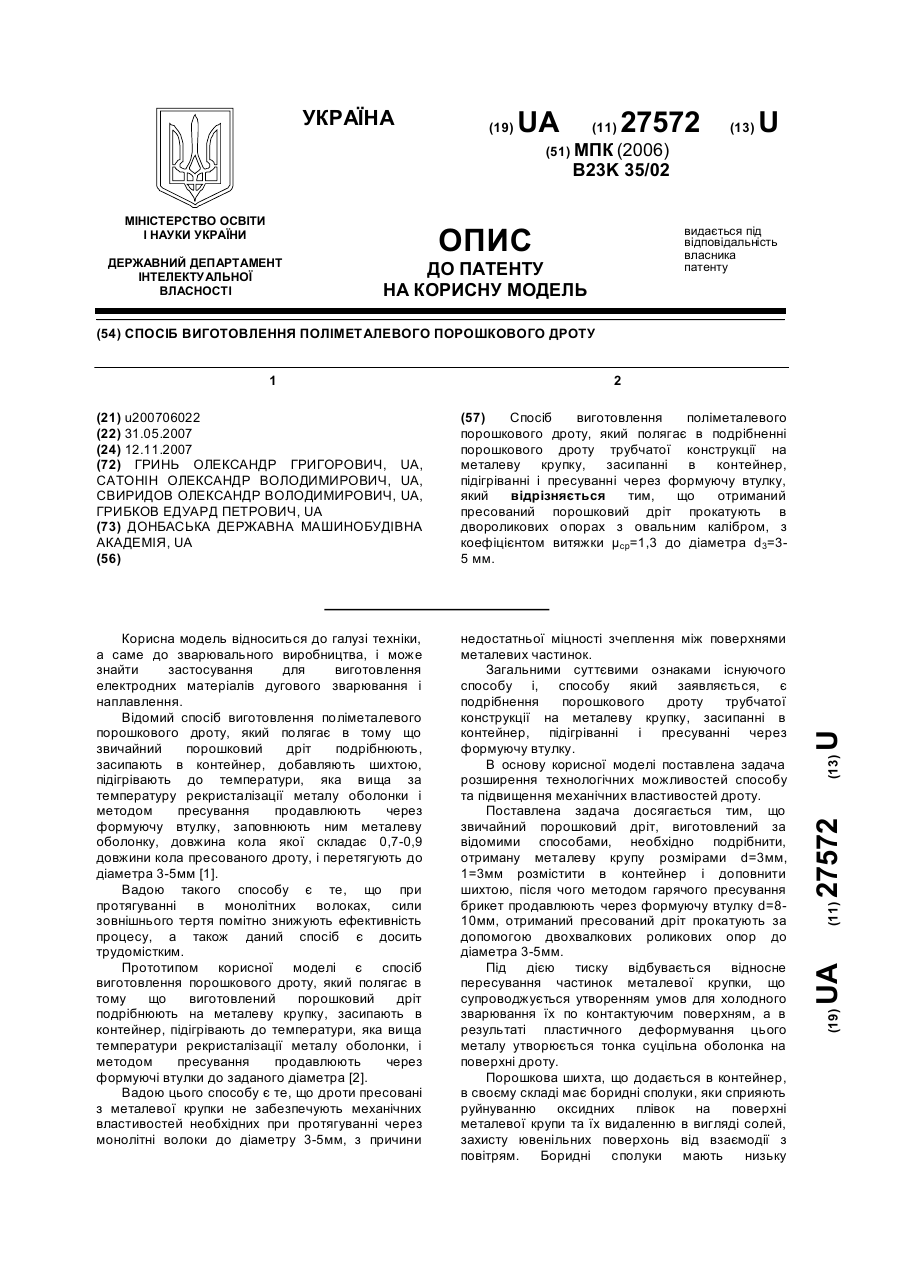
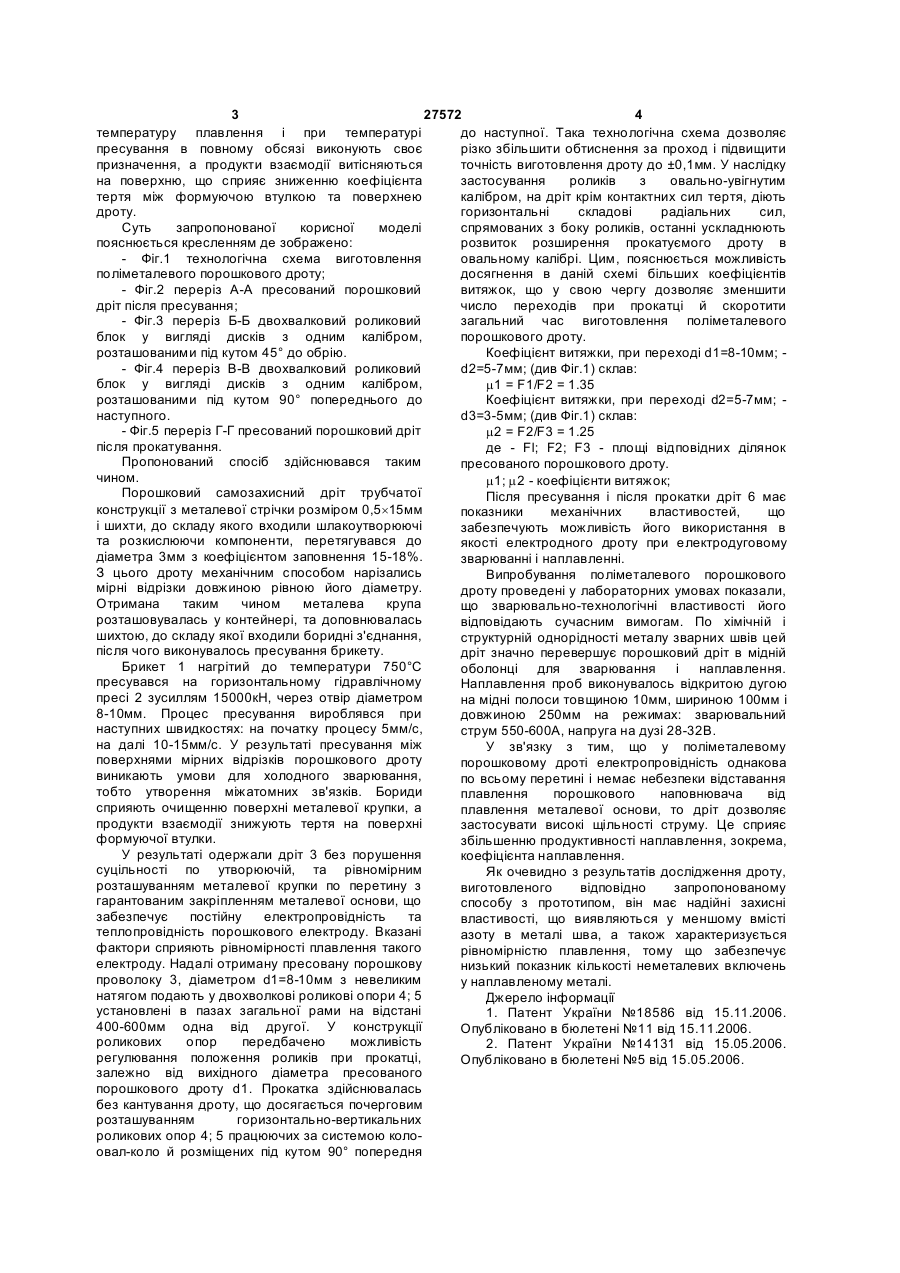
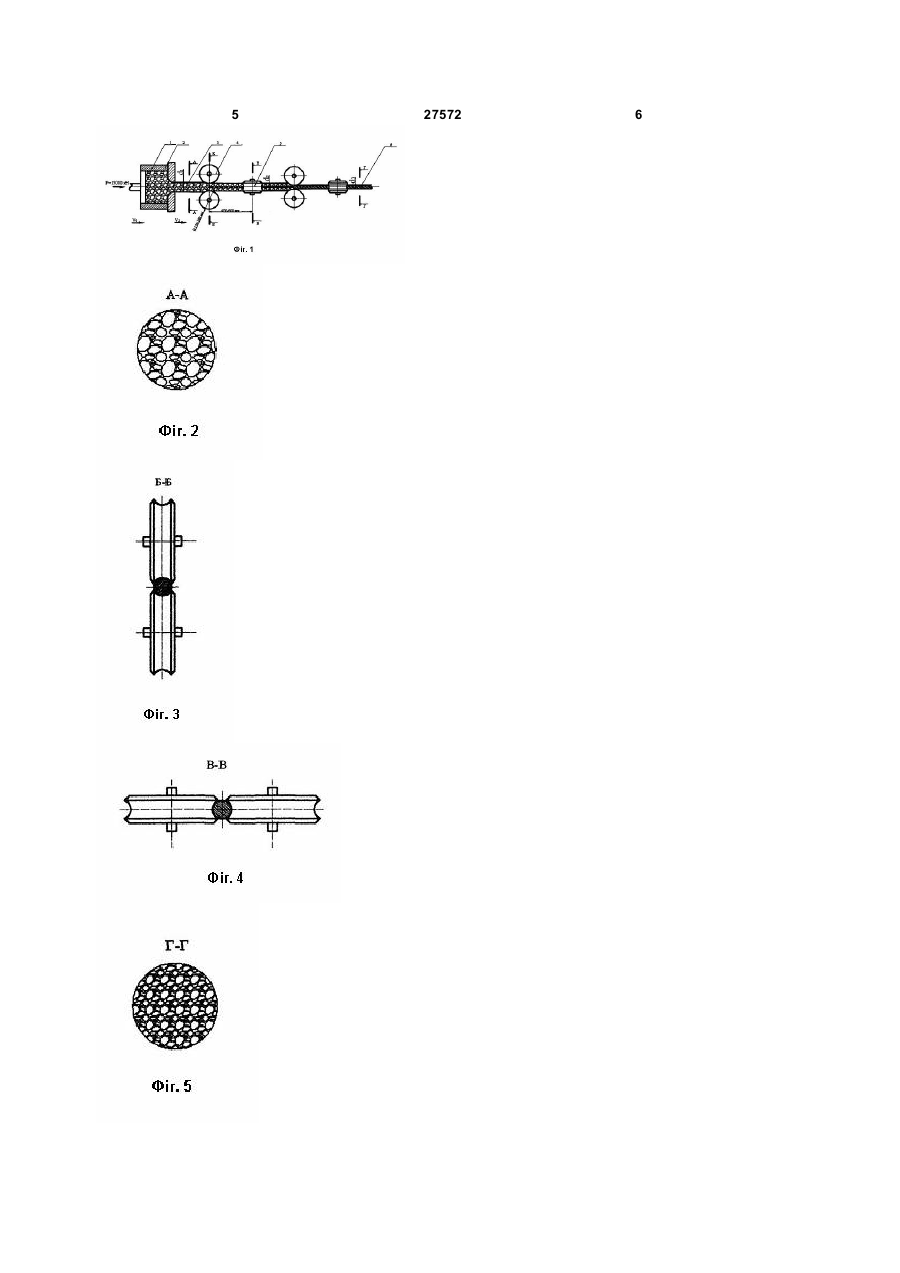
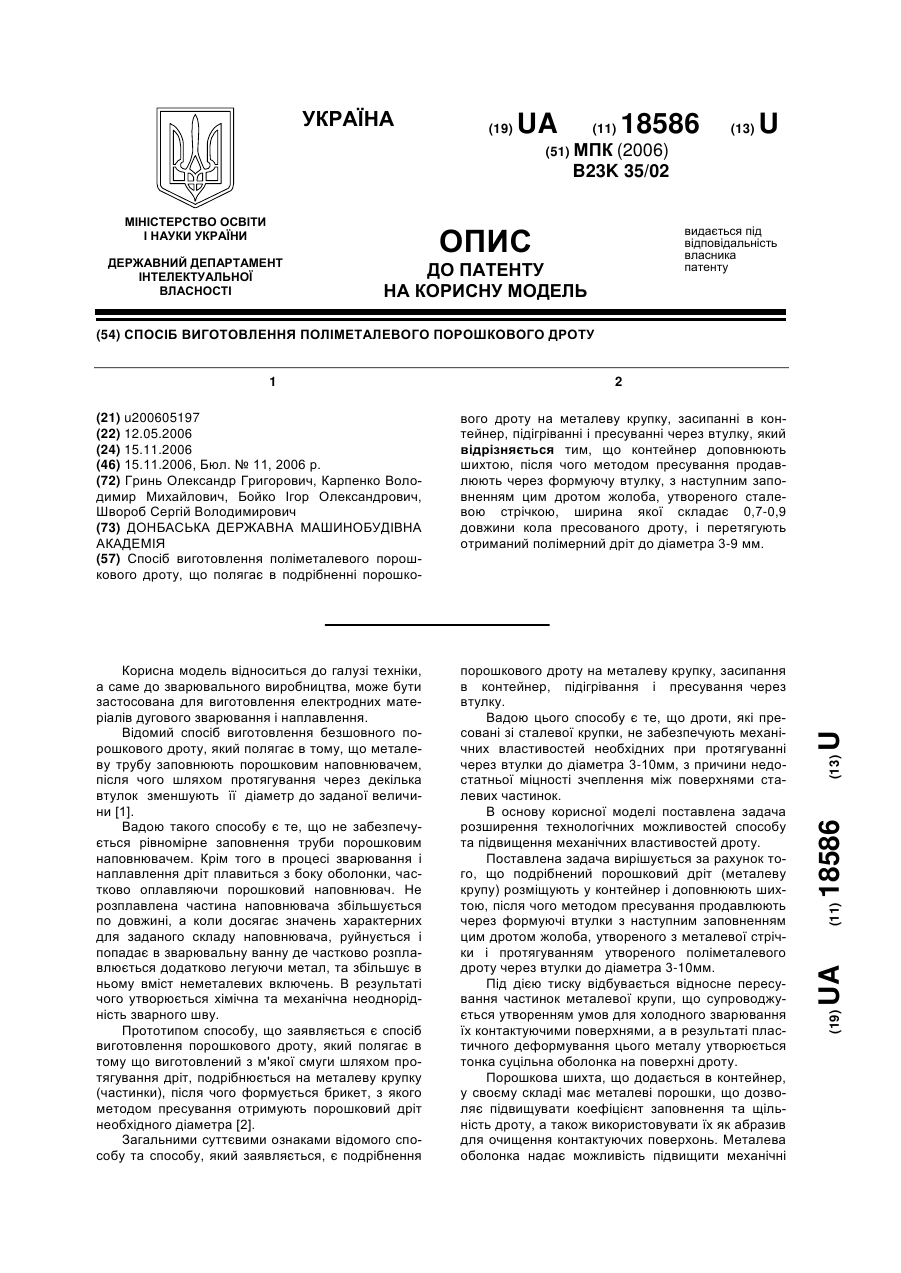
Спосіб виготовлення поліметалевого порошкового дроту, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий пресований порошковий дріт прокатують в двороликових опорах з овальним калібром, з коефіцієнтом витяжки μср=1,3 до діаметра d3=35 мм. (19) (21) u200706022 (22) 31.05.2007 (24) 12.11.2007 (72) ГРИНЬ ОЛЕКСАНДР ГРИГОРОВИЧ, UA, САТОНІН ОЛЕКСАНДР ВОЛОДИМИРОВИЧ, UA, СВИРИДОВ ОЛЕКСАНДР ВОЛОДИМИРОВИЧ, UA, ГРИБКОВ ЕДУАРД ПЕТРОВИЧ, UA (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ, UA (56) 3 27572 4 до наступної. Така технологічна схема дозволяє температуру плавлення і при температурі різко збільшити обтиснення за проход і підвищити пресування в повному обсязі виконують своє точність виготовлення дроту до ±0,1мм. У наслідку призначення, а продукти взаємодії витісняються застосування роликів з овально-увігнутим на поверхню, що сприяє зниженню коефіцієнта калібром, на дріт крім контактних сил тертя, діють тертя між формуючою втулкою та поверхнею горизонтальні складові радіальних сил, дроту. спрямованих з боку роликів, останні ускладнюють Суть запропонованої корисної моделі розвиток розширення прокатуємого дроту в пояснюється кресленням де зображено: овальному калібрі. Цим, пояснюється можливість - Фіг.1 технологічна схема виготовлення досягнення в даній схемі більших коефіцієнтів поліметалевого порошкового дроту; витяжок, що у свою чергу дозволяє зменшити - Фіг.2 переріз А-А пресований порошковий число переходів при прокатці й скоротити дріт після пресування; загальний час виготовлення поліметалевого - Фіг.3 переріз Б-Б двохвалковий роликовий порошкового дроту. блок у вигляді дисків з одним калібром, Коефіцієнт витяжки, при переході d1=8-10мм; розташованими під кутом 45° до обрію. d2=5-7мм; (див Фіг.1) склав: - Фіг.4 переріз В-В двохвалковий роликовий блок у вигляді дисків з одним калібром, m1 = F1/F2 = 1.35 розташованими під кутом 90° попереднього до Коефіцієнт витяжки, при переході d2=5-7мм; наступного. d3=3-5мм; (див Фіг.1) склав: - Фіг.5 переріз Г-Г пресований порошковий дріт m2 = F2/F3 = 1.25 після прокатування. де - Fl; F2; F3 - площі відповідних ділянок Пропонований спосіб здійснювався таким пресованого порошкового дроту. чином. m1; m2 - коефіцієнти витяжок; Порошковий самозахисний дріт трубчатої Після пресування і після прокатки дріт 6 має конструкції з металевої стрічки розміром 0,5´15мм показники механічних властивостей, що і шихти, до складу якого входили шлакоутворюючі забезпечують можливість його використання в та розкислюючи компоненти, перетягувався до якості електродного дроту при електродуговому діаметра 3мм з коефіцієнтом заповнення 15-18%. зварюванні і наплавленні. З цього дроту механічним способом нарізались Випробування поліметалевого порошкового мірні відрізки довжиною рівною його діаметру. дроту проведені у лабораторних умовах показали, Отримана таким чином металева крупа що зварювально-технологічні властивості його розташовувалась у контейнері, та доповнювалась відповідають сучасним вимогам. По хімічній і шихтою, до складу якої входили боридні з'єднання, структурній однорідності металу зварних швів цей після чого виконувалось пресування брикету. дріт значно перевершує порошковий дріт в мідній Брикет 1 нагрітий до температури 750°С оболонці для зварювання і наплавлення. пресувався на горизонтальному гідравлічному Наплавлення проб виконувалось відкритою дугою пресі 2 зусиллям 15000кН, через отвір діаметром на мідні полоси товщиною 10мм, шириною 100мм і 8-10мм. Процес пресування вироблявся при довжиною 250мм на режимах: зварювальний наступних швидкостях: на початку процесу 5мм/с, струм 550-600А, напруга на дузі 28-32В. на далі 10-15мм/с. У результаті пресування між У зв'язку з тим, що у поліметалевому поверхнями мірних відрізків порошкового дроту порошковому дроті електропровідність однакова виникають умови для холодного зварювання, по всьому перетині і немає небезпеки відставання тобто утворення міжатомних зв'язків. Бориди плавлення порошкового наповнювача від сприяють очищенню поверхні металевої крупки, а плавлення металевої основи, то дріт дозволяє продукти взаємодії знижують тертя на поверхні застосувати високі щільності струму. Це сприяє формуючої втулки. збільшенню продуктивності наплавлення, зокрема, У результаті одержали дріт 3 без порушення коефіцієнта наплавлення. суцільності по утворюючій, та рівномірним Як очевидно з результатів дослідження дроту, розташуванням металевої крупки по перетину з виготовленого відповідно запропонованому гарантованим закріпленням металевої основи, що способу з прототипом, він має надійні захисні забезпечує постійну електропровідність та властивості, що виявляються у меншому вмісті теплопровідність порошкового електроду. Вказані азоту в металі шва, а також характеризується фактори сприяють рівномірності плавлення такого рівномірністю плавлення, тому що забезпечує електроду. Надалі отриману пресовану порошкову низький показник кількості неметалевих включень проволоку 3, діаметром d1=8-10мм з невеликим у наплавленому металі. натягом подають у двохволкові роликові опори 4; 5 Джерело інформації установлені в пазах загальної рами на відстані 1. Патент України №18586 від 15.11.2006. 400-600мм одна від другої. У конструкції Опубліковано в бюлетені №11 від 15.11.2006. роликових опор передбачено можливість 2. Патент України №14131 від 15.05.2006. регулювання положення роликів при прокатці, Опубліковано в бюлетені №5 від 15.05.2006. залежно від вихідного діаметра пресованого порошкового дроту d1. Прокатка здійснювалась без кантування дроту, що досягається почерговим розташуванням горизонтально-вертикальних роликових опор 4; 5 працюючих за системою колоовал-коло й розміщених під кутом 90° попередня 5 27572 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing polymetallic powder wire
Автори англійськоюHryn' Oleksandr Hryhorovych, Satonin Oleksandr Volodymyrovych, Svyrydov Oleksandr Volodymyrovych, Hrybkov Eduard Petrovych
Назва патенту російськоюСпособ изготовления полиметаллического порошкового провода
Автори російськоюГринь Александр Григорьевич, Сатонин Александр Владимирович, Свиридов Александр Владимирович, Грибков Эдуард Петрович
МПК / Мітки
МПК: B23K 35/02
Мітки: дроту, порошкового, поліметалевого, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-27572-sposib-vigotovlennya-polimetalevogo-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поліметалевого порошкового дроту</a>
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Карпенко Володимир Михайлович, Швороб Сергій Володимирович, Бойко Ігор Олександрович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: порошкового, дроту, поліметалевого, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Спосіб виготовлення порошкового дроту
Номер патенту: 14131
Опубліковано: 15.05.2006
Автори: Гринь Олександр Григорович, Карпенко Володимир Михайлович, Свиридов Олександр Володимирович
МПК: B23K 35/02
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра.
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Старицький Максим Вікторович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: конструкція, дроту, порошкового
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Катренко Віталій Трохимович, Волков Дмитро Анатолійович, Пресняков Віктор Анатолійович
МПК: B22F 3/00
Мітки: наплавлення, двосегментного, виготовлення, електроконтактного, порошкового, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення порошкового дроту
Номер патенту: 35951
Опубліковано: 16.04.2001
Автори: Петриченко Ірина Костянтинівна, Собокар Володимир Костянтинович, Махно Дмитро Володимирович, Радченко Леонід Максимович, Вржижевський Едуард Леонович, Моляр Олександр Григорович, Бойко Петро Антонович, Лобода Петро Іванович, Степанчук Анатолій Миколайович
МПК: B23K 35/40
Мітки: виготовлення, спосіб, порошкового, дроту
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування компонентів в заготовку у вигляді металевого стрижня, який відрізняється тим, що вихідні компоненти - порошки титану та алюмінію беруть у співвідношенні 60 і 40% відповідно, та пластифікатор – 30% розчин полівінілового спирту - в воді, зміщують, формують в пресформі для мундштучного пресування гнучкий порошковий дріт, який розрізають на стрижні заданої довжини, сушать, а потім...
Попередній патент: Живильний пристрій для пневмотранспорту сипких матеріалів
Наступний патент: Комбікорм для кролів
Випадковий патент: Радіолокатор