Спосіб виготовлення порошкового дроту
Номер патенту: 25898
Опубліковано: 27.08.2007
Автори: Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Шевченко Юрій Тимофійович, Жабкін Віктор Петрович, Кисіленко Володимир Васильович
Формула / Реферат
Спосіб виготовлення порошкового дроту, що включає формування чашоподібної оболонки, заповнення її порошкоподібним матеріалом, замикання оболонки та її обтискання до одержання необхідного розміру дроту, який відрізняється тим, що по осі прокатки оболонку виконують з виступом, висота якого складає 1/4 - 1/2 висоти оболонки.
Текст
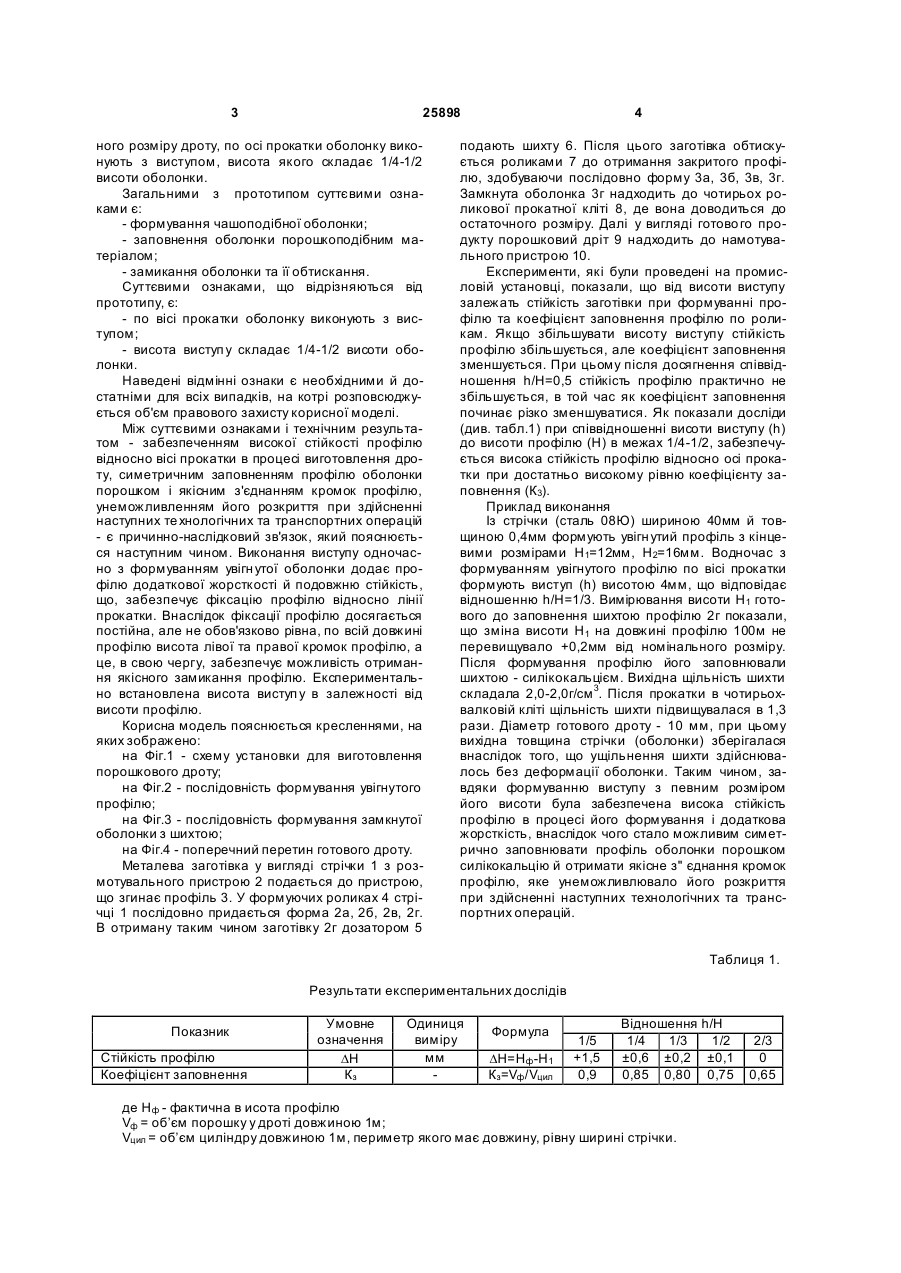
Спосіб виготовлення порошкового дроту, що включає формування чашоподібної оболонки, заповнення її порошкоподібним матеріалом, замикання оболонки та її обтискання до одержання необхідного розміру дроту, який відрізняється тим, що по осі прокатки оболонку виконують з виступом, висота якого складає 1/4-1/2 висоти оболонки. (19) (21) u200704267 (22) 17.04.2007 (24) 27.08.2007 (46) 27.08.2007, Бюл. № 13, 2007 р. (72) Шевченко Юрій Тимофійович, Бать Сергій Юрійович, Тітієвський Володимир Маркович, Дюдкін Дмитро Олександрович, Жабкін Віктор Петрович, Кисіленко Володимир Васильович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ЗАВОД "УНІВЕРСАЛЬНЕ ОБЛАДН АННЯ" 3 25898 ного розміру дроту, по осі прокатки оболонку виконують з виступом, висота якого складає 1/4-1/2 висоти оболонки. Загальними з прототипом суттєвими ознаками є: - формування чашоподібної оболонки; - заповнення оболонки порошкоподібним матеріалом; - замикання оболонки та її обтискання. Суттєвими ознаками, що відрізняються від прототипу, є: - по вісі прокатки оболонку виконують з виступом; - висота виступ у складає 1/4-1/2 висоти оболонки. Наведені відмінні ознаки є необхідними й достатніми для всіх випадків, на котрі розповсюджується об'єм правового захисту корисної моделі. Між суттєвими ознаками і технічним результатом - забезпеченням високої стійкості профілю відносно вісі прокатки в процесі виготовлення дроту, симетричним заповненням профілю оболонки порошком і якісним з'єднанням кромок профілю, унеможливленням його розкриття при здійсненні наступних те хнологічних та транспортних операцій - є причинно-наслідковий зв'язок, який пояснюється наступним чином. Виконання виступу одночасно з формуванням увігн утої оболонки додає профілю додаткової жорсткості й подовжню стійкість, що, забезпечує фіксацію профілю відносно лінії прокатки. Внаслідок фіксації профілю досягається постійна, але не обов'язково рівна, по всій довжині профілю висота лівої та правої кромок профілю, а це, в свою чергу, забезпечує можливість отримання якісного замикання профілю. Експериментально встановлена висота виступ у в залежності від висоти профілю. Корисна модель пояснюється кресленнями, на яких зображено: на Фіг.1 - схему установки для виготовлення порошкового дроту; на Фіг.2 - послідовність формування увігнутого профілю; на Фіг.3 - послідовність формування замкнутої оболонки з шихтою; на Фіг.4 - поперечний перетин готового дроту. Металева заготівка у вигляді стрічки 1 з розмотувального пристрою 2 подається до пристрою, що згинає профіль 3. У формуючих роликах 4 стрічці 1 послідовно придається форма 2а, 2б, 2в, 2г. В отриману таким чином заготівку 2г дозатором 5 4 подають шихту 6. Після цього заготівка обтискується роликами 7 до отримання закритого профілю, здобуваючи послідовно форму 3а, 3б, 3в, 3г. Замкнута оболонка 3г надходить до чотирьох роликової прокатної кліті 8, де вона доводиться до остаточного розміру. Далі у вигляді готово го продукту порошковий дріт 9 надходить до намотувального пристрою 10. Експерименти, які були проведені на промисловій установці, показали, що від висоти виступу залежать стійкість заготівки при формуванні профілю та коефіцієнт заповнення профілю по роликам. Якщо збільшувати висоту виступу стійкість профілю збільшується, але коефіцієнт заповнення зменшується. При цьому після досягнення співвідношення h/H=0,5 стійкість профілю практично не збільшується, в той час як коефіцієнт заповнення починає різко зменшуватися. Як показали досліди (див. табл.1) при співвідношенні висоти виступу (h) до висоти профілю (Н) в межах 1/4-1/2, забезпечується висока стійкість профілю відносно осі прокатки при достатньо високому рівню коефіцієнту заповнення (К3). Приклад виконання Із стрічки (сталь 08Ю) шириною 40мм й товщиною 0,4мм формують увігн утий профіль з кінцевими розмірами Н 1=12мм, Н2=16мм. Водночас з формуванням увігнутого профілю по вісі прокатки формують виступ (h) висотою 4мм, що відповідає відношенню h/H=1/3. Вимірювання висоти H1 готового до заповнення шихтою профілю 2г показали, що зміна висоти Н1 на довжині профілю 100м не перевищувало +0,2мм від номінального розміру. Після формування профілю його заповнювали шихтою - силікокальцієм. Вихідна щільність шихти складала 2,0-2,0г/см 3. Після прокатки в чотирьохвалковій кліті щільність шихти підвищувалася в 1,3 рази. Діаметр готового дроту - 10 мм, при цьому вихідна товщина стрічки (оболонки) зберігалася внаслідок того, що ущільнення шихти здійснювалось без деформації оболонки. Таким чином, завдяки формуванню виступу з певним розміром його висоти була забезпечена висока стійкість профілю в процесі його формування і додаткова жорсткість, внаслідок чого стало можливим симетрично заповнювати профіль оболонки порошком силікокальцію й отримати якісне з" єднання кромок профілю, яке унеможливлювало його розкриття при здійсненні наступних технологічних та транспортних операцій. Таблиця 1. Результати експериментальних дослідів Показник Стійкість профілю Коефіцієнт заповнення Умовне означення DН Кз Одиниця виміру мм Формула DН=Нф -Н1 Кз=Vф /Vцил 1/5 +1,5 0,9 Відношення h/H 1/4 1/3 1/2 ±0,6 ±0,2 ±0,1 0,85 0,80 0,75 де Н ф - фактична в исота профілю Vф = об’єм порошку у дроті довжиною 1м; Vцил = об’єм циліндру довжиною 1м, периметр якого має довжину, рівну ширині стрічки. 2/3 0 0,65 5 Комп’ютерна в ерстка Н. Лисенко 25898 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the powder wire
Автори англійськоюShevchenko Yurii Tymofiiovych, Bat Serhii Yuriiovych, Titiievskyi Volodymyr Markovych, Diudkin Dmytro Oleksandrovych, Zhabkin Viktor Petrovych, Kysilenko Volodymyr Vasyliovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюШевченко Юрий Тимофеевич, Бать Сергей Юрьевич, Титиевский Владимир Маркович, Дюдкин Дмитрий Александрович, Жабкин Виктор Петрович, Кисиленко Владимир Васильевич
МПК / Мітки
МПК: B22F 5/12
Мітки: порошкового, виготовлення, дроту, спосіб
Код посилання
<a href="https://ua.patents.su/3-25898-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Катренко Віталій Трохимович, Волков Дмитро Анатолійович, Пресняков Віктор Анатолійович
МПК: B22F 3/00
Мітки: порошкового, спосіб, двосегментного, наплавлення, дроту, виготовлення, електроконтактного
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення порошкового дроту
Номер патенту: 15787
Опубліковано: 17.07.2006
Автори: Калус Юрий Иванович, Шепель Віктор Данілович, Синельніков Володимир Петрович, Самохвалов Володимир Михайлович, Климанчук Владислав Владиславович, Дюнов Павел Васильевич, Бойко Володимир Семенович
МПК: C21C 7/06
Мітки: порошкового, дроту, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який включає виготовлення суміші з гранульованого магнію і магнезиту з наступним її завальцюванням у металеву оболонку, який відрізняється тим, що на поверхню гранул магнію наносять оболонку з інертного матеріалу чи магнезиту при сумісному помелі в кульовому млині.
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Гринь Олександр Григорович, Швороб Сергій Володимирович, Бойко Ігор Олександрович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: виготовлення, поліметалевого, порошкового, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Спосіб виготовлення порошкового дроту
Номер патенту: 35173
Опубліковано: 15.03.2001
Автори: Санько-Новик Андрій Анатолійович, Микитенко Олександр Михайлович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: дроту, порошкового, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки, що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багаторазово волочать заготовку до необхідного діаметра у дві стадії, який відрізняється тим. що розміри поперечного перетину стрічки вибирають із співвідношення ширини...
Спосіб виготовлення порошкового дроту
Номер патенту: 14131
Опубліковано: 15.05.2006
Автори: Свиридов Олександр Володимирович, Гринь Олександр Григорович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: порошкового, виготовлення, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту шляхом протягування трубки з наповнювачем до заданого діаметра через формуючі втулки, який відрізняється тим, що виготовлений порошковий дріт подрібнюють, засипають в контейнер і методом пресування продавлюють через формуючі втулки до заданого діаметра.
Попередній патент: Золовловлювач є.б. левіна
Наступний патент: Вібраційний кавітатор для зміни властивостей води
Випадковий патент: Спосіб удобрення сільськогосподарських культур відходами цементу