Спосіб виготовлення фланців
Номер патенту: 31542
Опубліковано: 10.04.2008
Автори: Борщаговська Олена Олександрівна, Куценко Віталій Миколайович, Калюжний Олександр Володимирович, Калюжний Володимир Леонідович
Формула / Реферат
Спосіб виготовлення фланців методом холодного об’ємного штампування, що включає встановлення заготовки в порожнину матриці та деформацію заготовки осадкою, який відрізняється тим, що виготовлення фланців виконується за один етап осадки, як заготовку використовують заготовку типу тор.
Текст
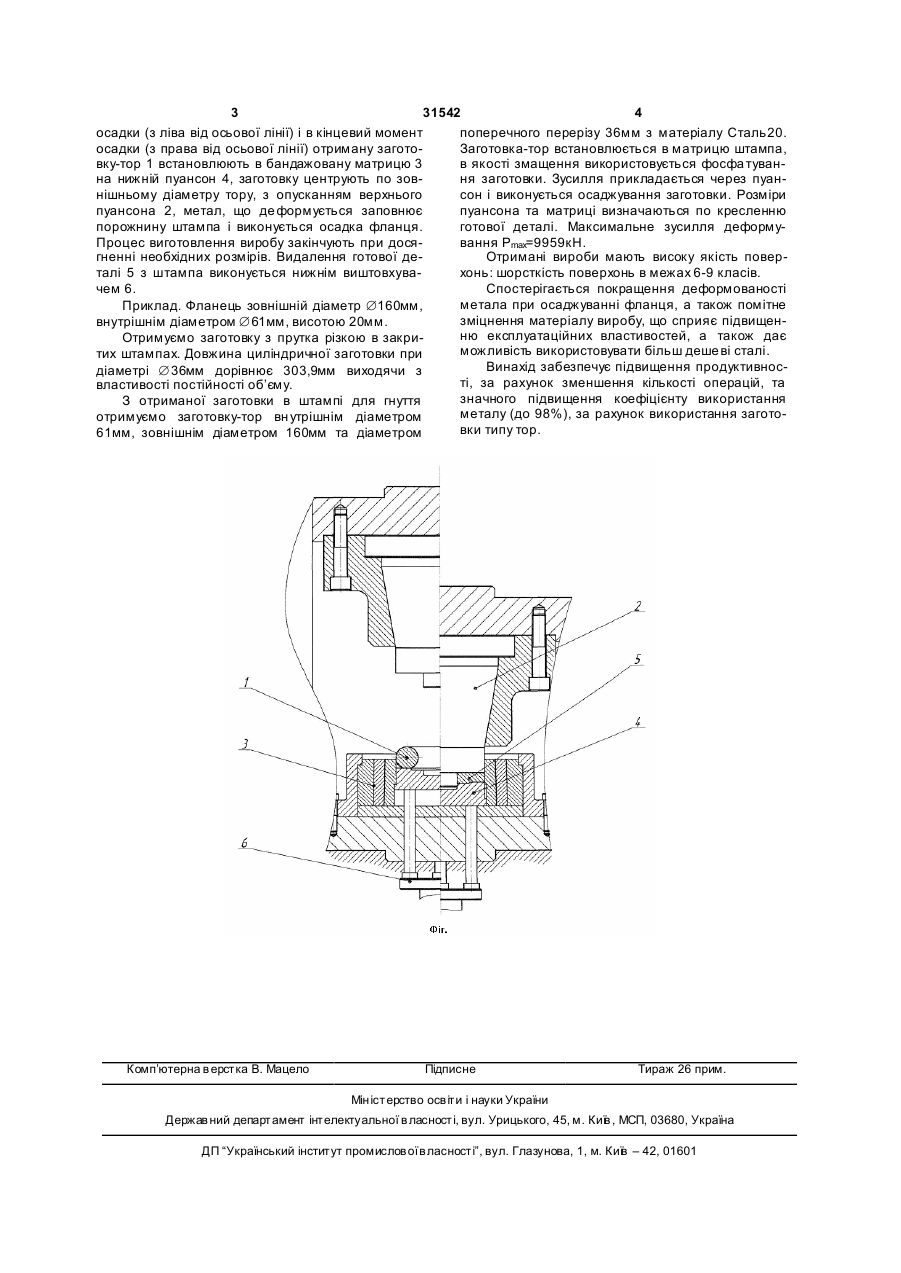
Спосіб виготовлення фланців методом холодного об’ємного штампування, що включає встановлення заготовки в порожнину матриці та деформацію заготовки осадкою, який відрізняється тим, що вигото влення фланців виконується за один етап осадки, як заготовку використовують заготовку типу тор. (19) (21) u200714337 (22) 19.12.2007 (24) 10.04.2008 (46) 10.04.2008, Бюл.№ 7, 2008 рік (72) КАЛЮЖНИЙ ВОЛОДИМИР ЛЕОНІДОВИЧ, UA, КУЦЕНКО ВІТАЛІЙ МИКОЛАЙОВИЧ, U A, БОРЩАГОВСЬКА ОЛЕНА ОЛЕКС АНДРІВН А, UA, КАЛЮЖНИЙ ОЛЕКСАНДР ВОЛОДИ МИРОВИЧ, U A 3 31542 4 осадки (з ліва від осьової лінії) і в кінцевий момент поперечного перерізу 36мм з матеріалу Сталь20. осадки (з права від осьової лінії) отриману заготоЗаготовка-тор встановлюється в матрицю штампа, вку-тор 1 встановлюють в бандажовану матрицю 3 в якості змащення використовується фосфа туванна нижній пуансон 4, заготовку центрують по зовня заготовки. Зусилля прикладається через пуаннішньому діаметру тору, з опусканням верхнього сон і виконується осаджування заготовки. Розміри пуансона 2, метал, що де формується заповнює пуансона та матриці визначаються по кресленню порожнину штампа і виконується осадка фланця. готової деталі. Максимальне зусилля деформуПроцес виготовлення виробу закінчують при досявання Рmах=9959кН. гненні необхідних розмірів. Видалення готової деОтримані вироби мають високу якість поверталі 5 з штампа виконується нижнім виштовхувахонь: шорсткість поверхонь в межах 6-9 класів. чем 6. Спостерігається покращення деформованості метала при осаджуванні фланця, а також помітне Приклад. Фланець зовнішній діаметр Æ160мм, зміцнення матеріалу виробу, що сприяє підвищенвнутрішнім діаметром Æ61мм, висотою 20мм. ню експлуатаційних властивостей, а також дає Отримуємо заготовку з прутка різкою в закриможливість використовувати більш деше ві сталі. тих штампах. Довжина циліндричної заготовки при Винахід забезпечує підвищення продуктивносдіаметрі Æ36мм дорівнює 303,9мм виходячи з ті, за рахунок зменшення кількості операцій, та властивості постійності об’єму. значного підвищення коефіцієнту використання З отриманої заготовки в штампі для гнуття металу (до 98%), за рахунок використання заготоотримуємо заготовку-тор вн утрішнім діаметром вки типу тор. 61мм, зовнішнім діаметром 160мм та діаметром Комп’ютерна в ерстка В. Мацело Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of flanges
Автори англійськоюKaliuzhnyi Volodymyr Leonidovych, Kutsenko Vitalii Mykolaiovych, Borschahovska Olena Oleksandrivna, Kaliuzhnyi Oleksandr Volodymyrovych
Назва патенту російськоюСпособ изготовления фланцев
Автори російськоюКалюжный Владимир Леонидович, Куценко Виталий Николаевич, Борщаговская Елена Александровна, Калюжный Александр Владимирович
МПК / Мітки
МПК: B21K 23/00
Мітки: фланців, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/2-31542-sposib-vigotovlennya-flanciv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення фланців</a>
Спосіб виготовлення плоских фланців
Номер патенту: 36721
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгієвич
МПК: B21D 53/16
Мітки: виготовлення, спосіб, фланців, плоских
Текст:
...(19) (21) 2000020542 (22) 01.02.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Розов Юрій Георгієвич (73) Херсонський державний технічний університет 36721 Фіг. 1 Фіг. 2 Фіг. 3 2 36721 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97...
Спосіб виготовлення виробів високої щільності
Номер патенту: 28415
Опубліковано: 10.12.2007
Автори: Цабека Ольга Євгенівна, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович, Циркін Аркадій Тимофійович, Стафєєв Олександр Іванович
МПК: B22F 3/02
Мітки: щільності, високої, спосіб, виробів, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів високої щільності, що включає пресування заготовки з стружки міді, латуні, алюмінієвих сплавів, порошку або мідних волокон, її нагрівання та витискування крізь отвір в матриці, який відрізняється тим, що заготовку виконують щільністю не менше ніж 95 % з отвором у 1,5-2,0 рази більшим, ніж отвір у виробі, витискують з екструзією видовження не більше 8-10 та формують отвір малого діаметра голкою, встановленою у...
Спосіб виготовлення наповненої жорсткої пластмасової тари
Номер патенту: 67814
Опубліковано: 15.07.2004
Автор: Велай Емері І. (помер)
МПК: B65B 3/00, B29C 49/02, B29C 43/02
Мітки: пластмасової, жорсткої, виготовлення, спосіб, тари, наповненої
Формула / Реферат:
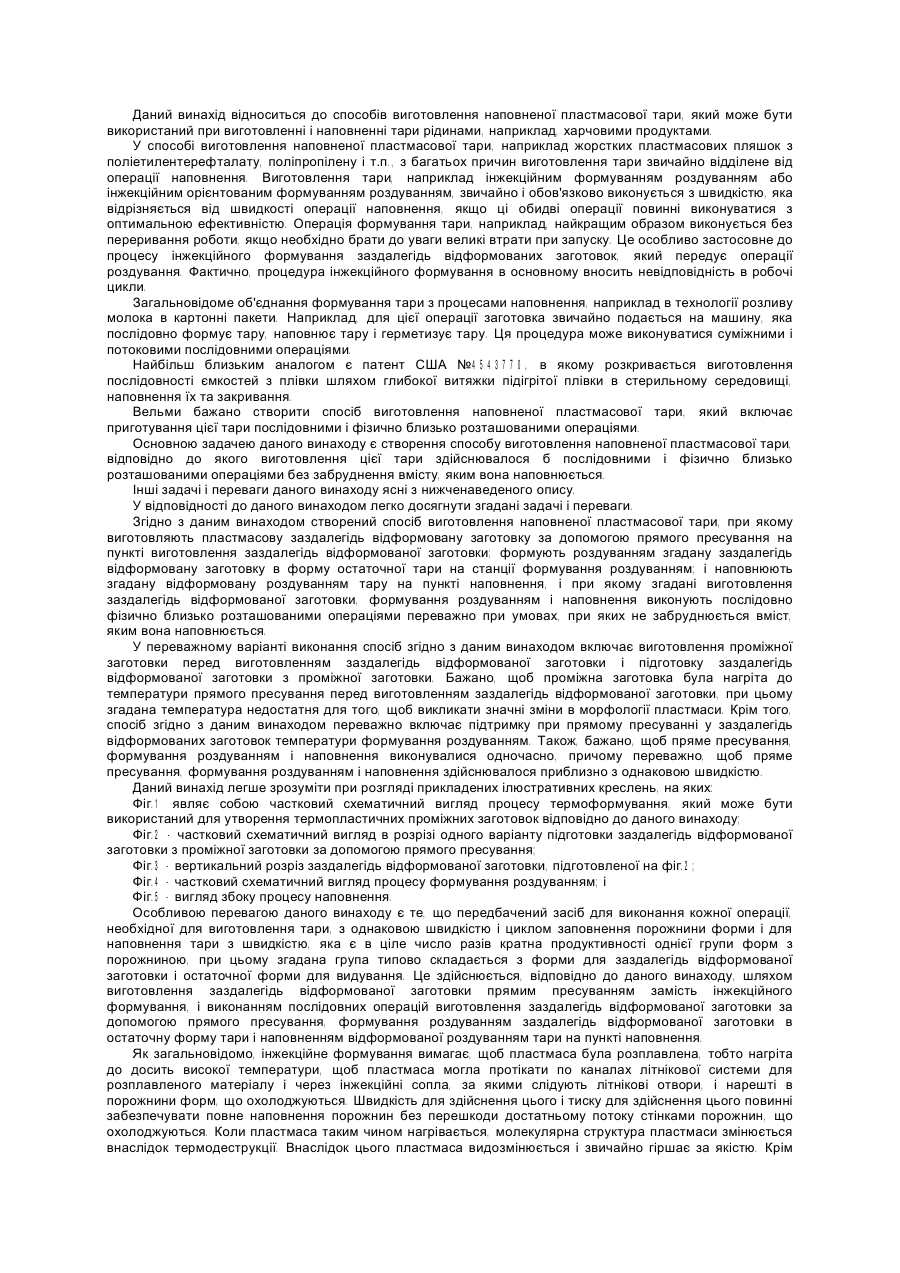
1. Спосіб виготовлення наповненої пластмасової тари, при якому виготовляють пластмасову заздалегідь відформовану заготовку за допомогою прямого пресування на пункті виготовлення заздалегідь відформованої заготовки, формують роздуванням згадану заздалегідь відформовану заготовку в форму остаточної тари на пункті формування роздуванням і наповнюють згадану відформовану роздуванням тару на пункті наповнення, який відрізняється тим, що...
Спосіб виготовлення металевих шайб
Номер патенту: 41607
Опубліковано: 17.09.2001
Автор: Явнік Віктор Володимирович
МПК: B21D 53/16
Мітки: спосіб, шайб, виготовлення, металевих
Формула / Реферат:
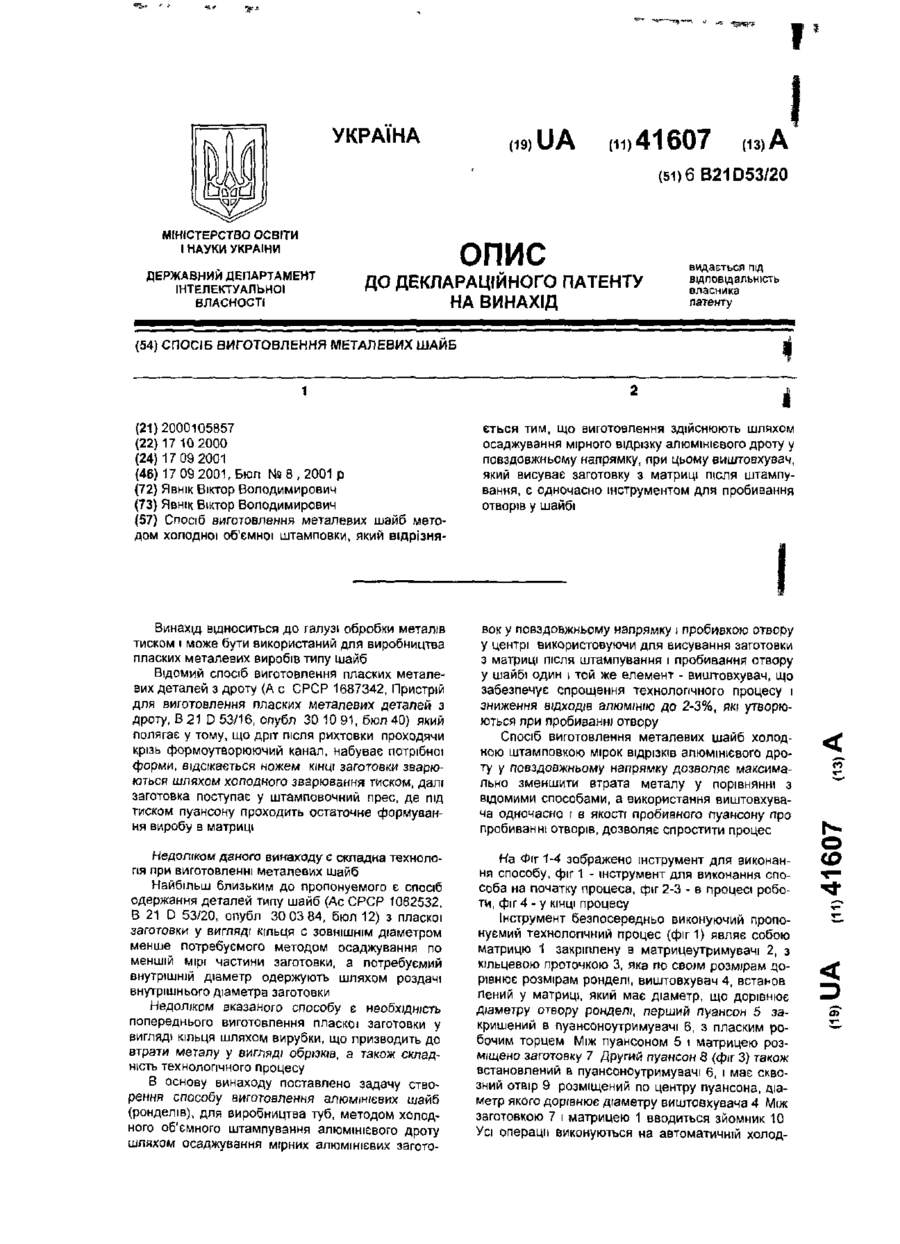
Спосіб виготовлення металевих шайб методом холодної об'ємної штамповки, який відрізняється тим, що виготовлення здійснюють шляхом осаджування мірного відрізку алюмінієвого дроту у повздовжньому напрямку, при цьому виштовхувач, який висуває заготовку з матриці після штампування, є одночасно інструментом для пробивання отворів у шайбі.
Спосіб виготовлення опуклих днищ
Номер патенту: 10640
Опубліковано: 15.11.2005
Автори: Удовенко Віталій Кирилович, Маковецький Олександр Вікторович, Середа Віктор Григорович, Роменський Євген Юрійович
МПК: B21D 22/08
Мітки: днищ, опуклих, виготовлення, спосіб
Формула / Реферат:
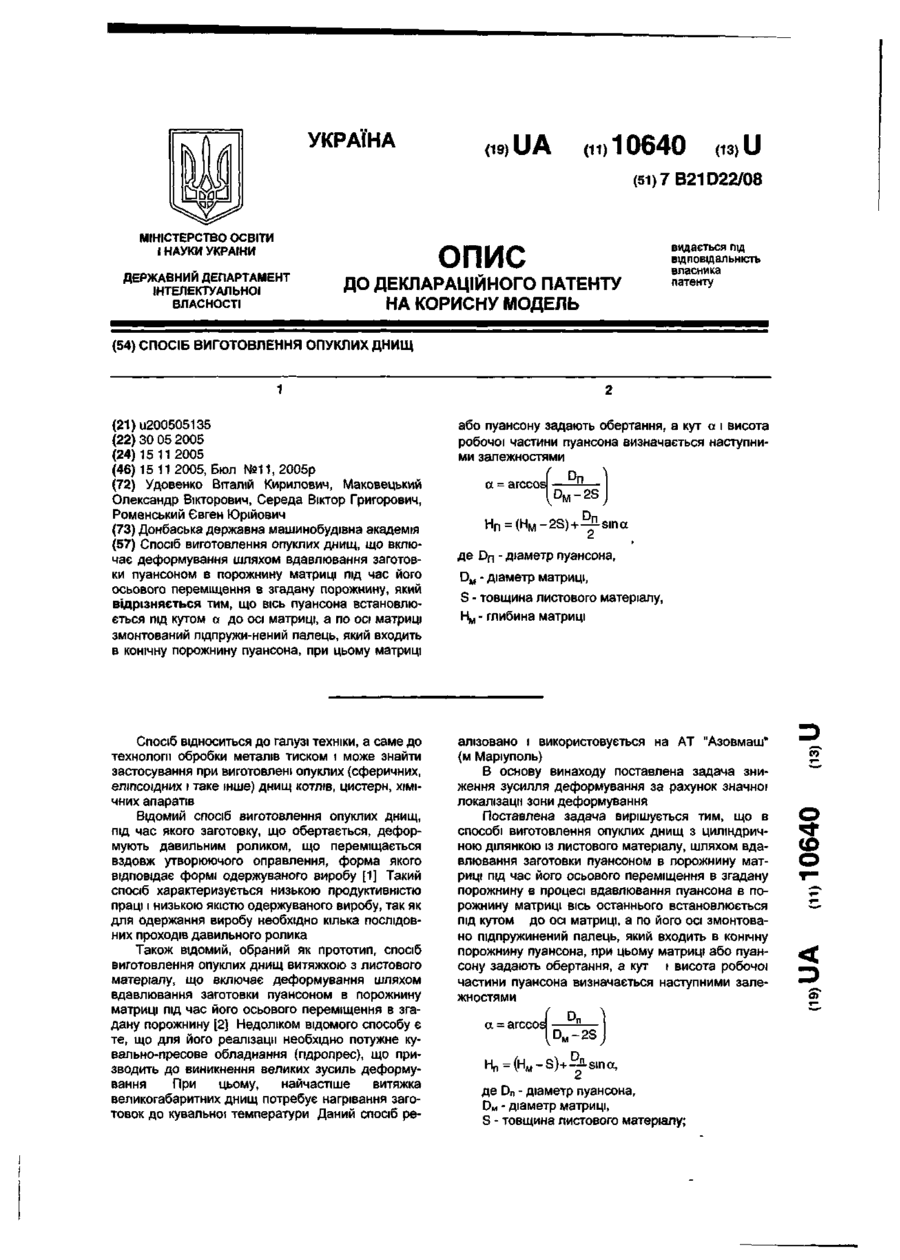
Спосіб виготовлення опуклих днищ, що включає деформування шляхом вдавлювання заготовки пуансоном в порожнину матриці під час його осьового переміщення в згадану порожнину, який відрізняється тим, що вісь пуансона встановлюється під кутом до осі матриці, а по осі матриці змонтований підпружи-нений палець, який входить в конічну порожнину пуансона, при цьому матриці або...
Попередній патент: Штамп для виготовлення біметалевих виробів
Наступний патент: Зразок для випробувань матеріалів на тертя та знос
Випадковий патент: Способи і пристрої для керування режимом вимірювань ue у drx-режимі