Штамп для виготовлення біметалевих виробів
Номер патенту: 31541
Опубліковано: 10.04.2008
Автори: Тривайло Михайло Семенович, Борис Руслан Степанович, Титов Вячеслав Андрійович
Формула / Реферат
Штамп для виготовлення біметалевих виробів, що містить пуансон, дві дистанційно розміщені співвісні матриці, розташовані між матрицями рівномірно по колу обжимні шарики з тримачем, обойму, прижимну втулку, а також верхню і нижню плити, який відрізняється тим, що тримач виконано у вигляді радіально вгвинчених в обойму гвинтів, а шарики закріплені на торцях гвинтів в передбачених для цієї мети глухих отворах.
Текст
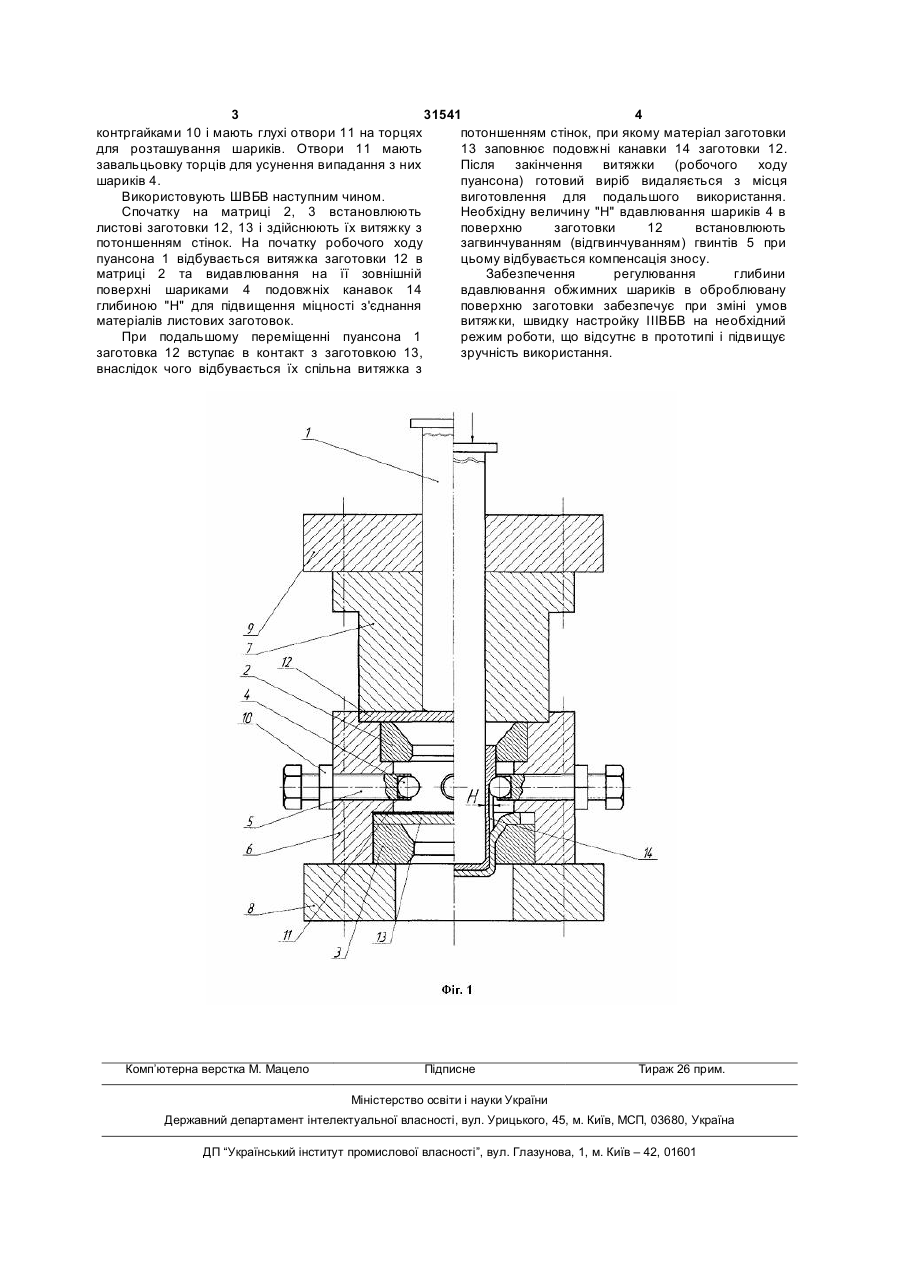
Штамп для виготовлення біметалевих виробів, що містить пуансон, дві дистанційно розміщені співвісні матриці, розташовані між матрицями рівномірно по колу обжимні шарики з тримачем, обойму, прижимну втулку, а також верхню і нижню плити, який відрізняється тим, що тримач виконано у вигляді радіально вгвинчених в обойму гвинтів, а шарики закріплені на торцях гвинтів в передбачених для цієї мети глухих отворах. (19) (21) u200714335 (22) 19.12.2007 (24) 10.04.2008 (46) 10.04.2008, Бюл.№ 7, 2008 р. (72) ТРИВАЙЛО МИХАЙЛО СЕМЕНОВИЧ, UA, ТІТОВ ВЯЧЕСЛАВ АНДРІЙОВИЧ, UA, БОРИС РУСЛАН СТЕПАНОВИЧ, UA (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ", UA 3 31541 4 потоншенням стінок, при якому матеріал заготовки контргайками 10 і мають глухі отвори 11 на торцях 13 заповнює подовжні канавки 14 заготовки 12. для розташування шариків. Отвори 11 мають Після закінчення витяжки (робочого ходу завальцьовку торців для усунення випадання з них пуансона) готовий виріб видаляється з місця шариків 4. виготовлення для подальшого використання. Використовують ШВБВ наступним чином. Необхідну величину "H" вдавлювання шариків 4 в Спочатку на матриці 2, 3 встановлюють поверхню заготовки 12 встановлюють листові заготовки 12, 13 і здійснюють їх витяжку з загвинчуванням (відгвинчуванням) гвинтів 5 при потоншенням стінок. На початку робочого ходу цьому відбувається компенсація зносу. пуансона 1 відбувається витяжка заготовки 12 в Забезпечення регулювання глибини матриці 2 та видавлювання на її зовнішній вдавлювання обжимних шариків в оброблювану поверхні шариками 4 подовжніх канавок 14 поверхню заготовки забезпечує при зміні умов глибиною "H" для підвищення міцності з'єднання витяжки, швидку настройку ІІІВБВ на необхідний матеріалів листових заготовок. режим роботи, що відсутнє в прототипі і підвищує При подальшому переміщенні пуансона 1 зручність використання. заготовка 12 вступає в контакт з заготовкою 13, внаслідок чого відбувається їх спільна витяжка з Комп’ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for manufacture of bimetallic articles
Автори англійськоюTryvailo Mykhailo Semenovych, Titov Viacheslav Andriiovych, Borys Ruslan Stepanovych
Назва патенту російськоюШтамп для изготовления биметаллических изделий
Автори російськоюТривайло Михаил Семенович, Титов Вячеслав Андреевич, Борис Руслан Степанович
МПК / Мітки
МПК: B21D 22/20
Мітки: біметалевих, виготовлення, штамп, виробів
Код посилання
<a href="https://ua.patents.su/2-31541-shtamp-dlya-vigotovlennya-bimetalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Штамп для виготовлення біметалевих виробів</a>
Спосіб виготовлення біметалевих виробів
Номер патенту: 30195
Опубліковано: 11.02.2008
Автори: Титов Вячеслав Андрійович, Борис Руслан Степанович, Тривайло Михайло Семенович
МПК: B23K 20/00, B21D 22/00, B21C 23/22
Мітки: біметалевих, виготовлення, виробів, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, який відрізняється тим, що зовнішній поверхні верхньої заготовки при витяжці в першій матриці надають в поперечному перерізі овальну форму.
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Титов Вячеслав Андрійович, Тривайло Михайло Семенович, Борис Руслан Степанович
МПК: B21D 22/20, B21C 23/22
Мітки: заготовок, спосіб, листових, виготовлення, виробів, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан
Номер патенту: 14662
Опубліковано: 15.05.2006
Автори: Сивак Іван Онуфрійович, Огородніков Віталій Антонович, Кириця Інна Юріївна
МПК: B21J 13/02
Мітки: стакан, штамп, типу, видавлювання, порожнистих, зворотного, холодного, виробів
Формула / Реферат:
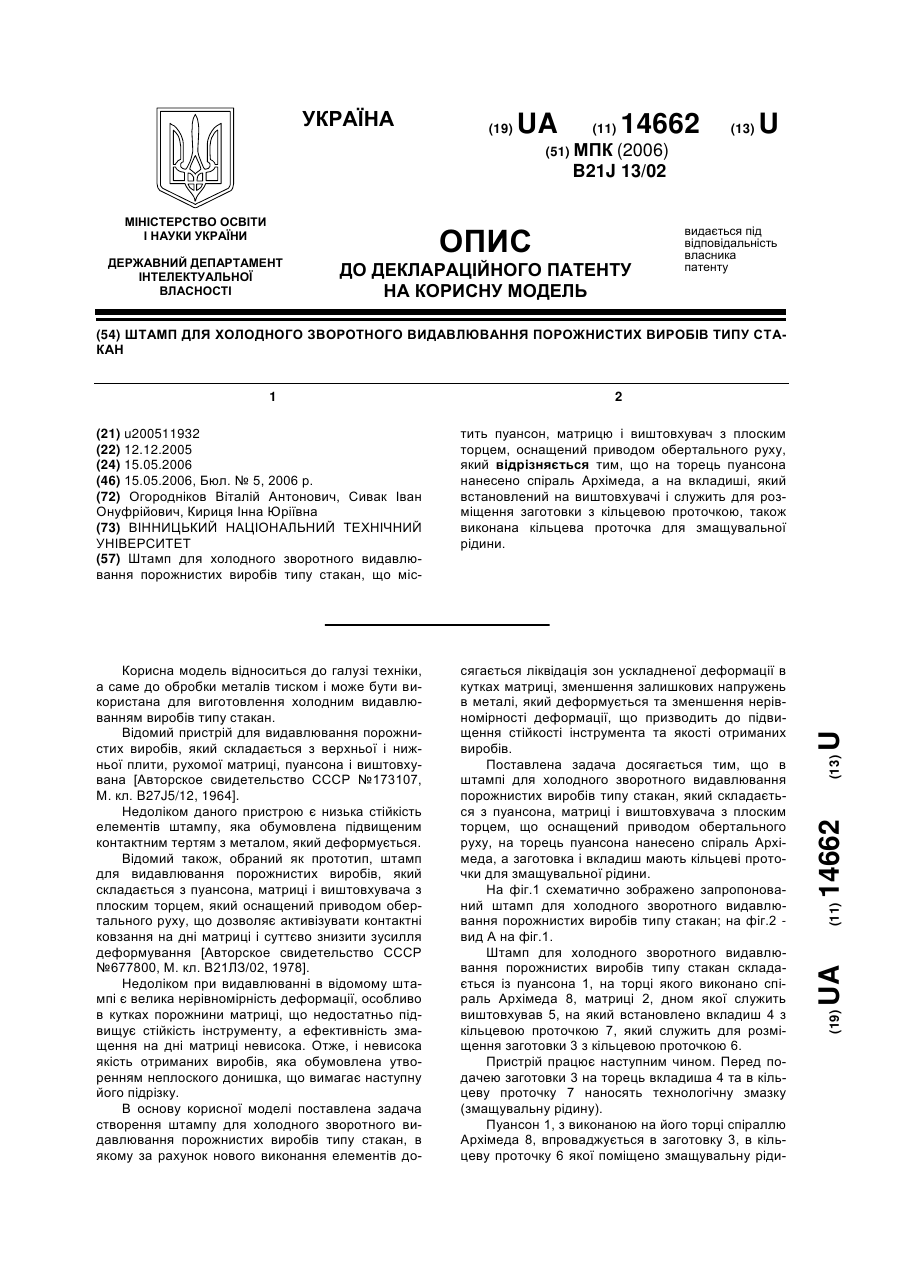
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан, що містить пуансон, матрицю і виштовхувач з плоским торцем, оснащений приводом обертального руху, який відрізняється тим, що на торець пуансона нанесено спіраль Архімеда, а на вкладиші, який встановлений на виштовхувачі і служить для розміщення заготовки з кільцевою проточкою, також виконана кільцева проточка для змащувальної рідини.
Штамп для виготовлення гофрованої стрічки
Номер патенту: 3683
Опубліковано: 15.12.2004
Автори: Савуляк Віктор Валерійович, Савуляк Валерій Іванович, Сивак Іван Онуфрійович
МПК: B21D 13/00
Мітки: стрічки, виготовлення, штамп, гофрованої
Формула / Реферат:
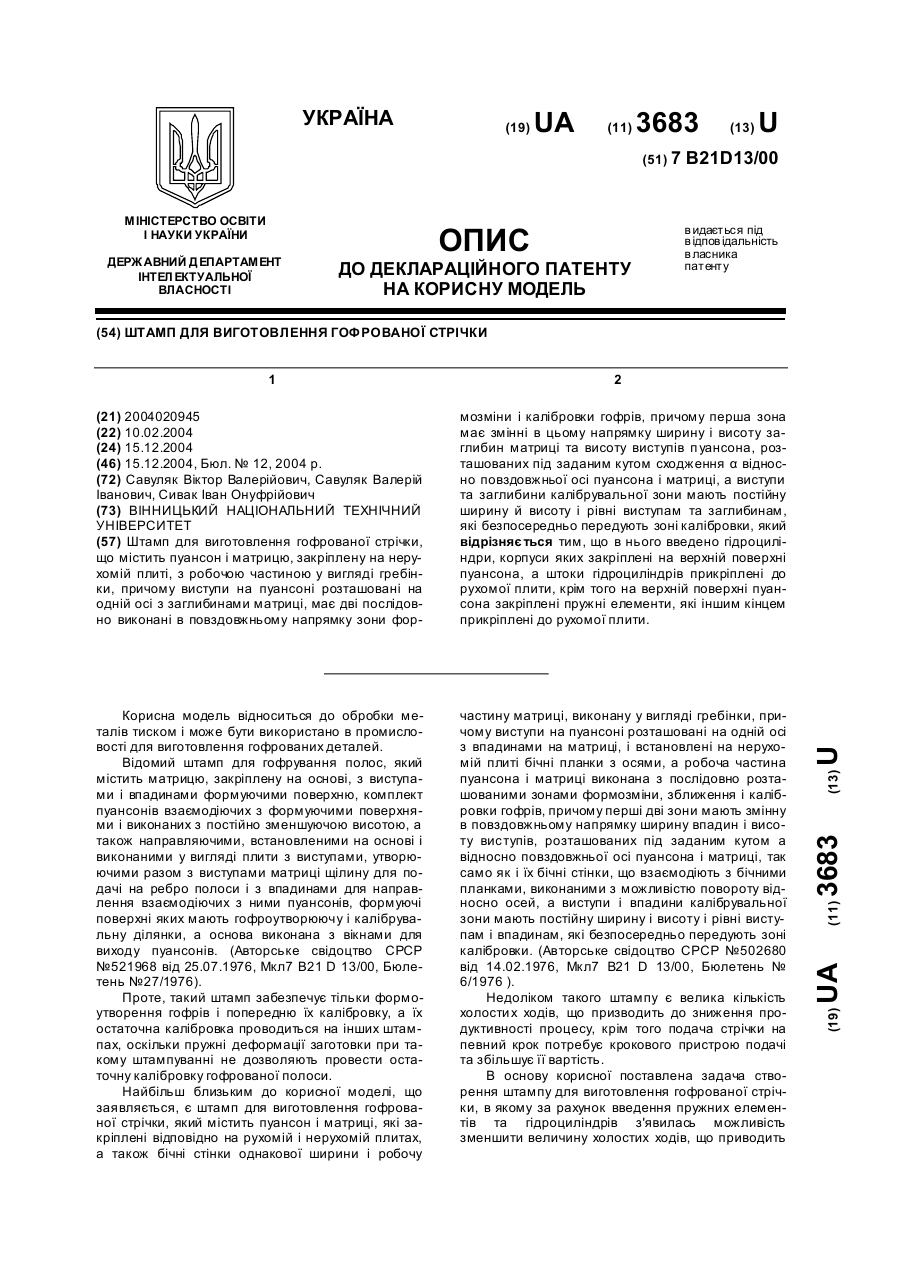
Штамп для виготовлення гофрованої стрічки, що містить пуансон і матрицю, закріплену на нерухомій плиті, з робочою частиною у вигляді гребінки, причому виступи на пуансоні розташовані на одній осі з заглибинами матриці, має дві послідовно виконані в повздовжньому напрямку зони формозміни і калібровки гофрів, причому перша зона має змінні в цьому напрямку ширину і висоту заглибин матриці та висоту виступів пуансона, розташованих під заданим...
Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Семеняка Людмила Іванівна, Дорошко Володимир Іванович, Дубасов Василь Михайлович, Карташова Людмила Іванівна
МПК: B21K 5/00
Мітки: біметалевих, виготовлення, виробів, спосіб
Формула / Реферат:
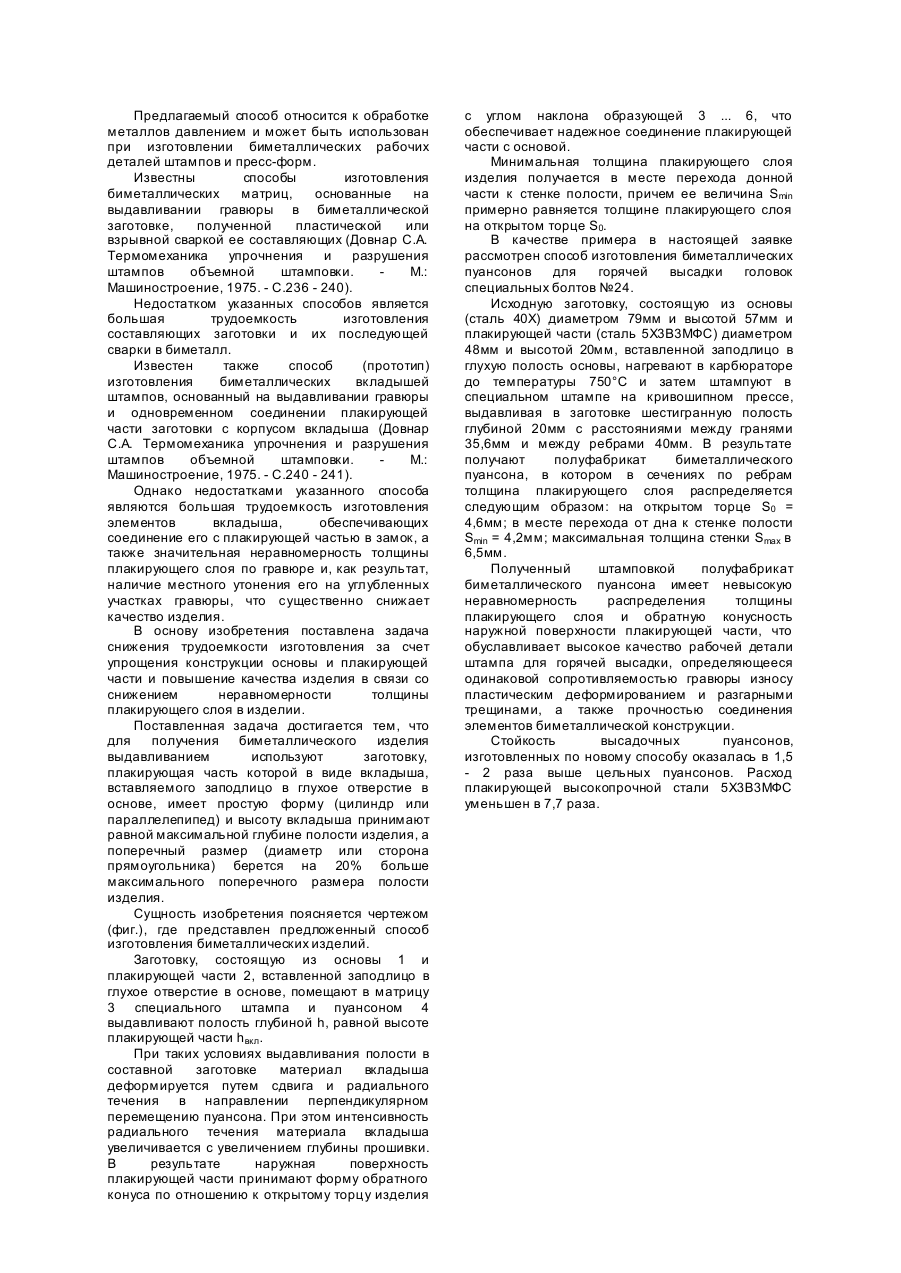
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...
Попередній патент: Спосіб виготовлення біметалевих виробів з листових заготовок
Наступний патент: Спосіб виготовлення фланців
Випадковий патент: Пристрій для автоматичного захисту металорізальних верстатів від перевантаження