Спосіб виготовлення опуклих днищ
Номер патенту: 10640
Опубліковано: 15.11.2005
Автори: Маковецький Олександр Вікторович, Середа Віктор Григорович, Роменський Євген Юрійович, Удовенко Віталій Кирилович
Формула / Реферат
Спосіб виготовлення опуклих днищ, що включає деформування шляхом вдавлювання заготовки пуансоном в порожнину матриці під час його осьового переміщення в згадану порожнину, який відрізняється тим, що вісь пуансона встановлюється під кутом ![]() до осі матриці, а по осі матриці змонтований підпружи-нений палець, який входить в конічну порожнину пуансона, при цьому матриці або пуансону задають обертання, а кут
до осі матриці, а по осі матриці змонтований підпружи-нений палець, який входить в конічну порожнину пуансона, при цьому матриці або пуансону задають обертання, а кут ![]() і висота робочої частини пуансона визначається наступними залежностями:
і висота робочої частини пуансона визначається наступними залежностями:
![]()
![]() ,
,
де ![]() - діаметр пуансона;
- діаметр пуансона;
![]() - діаметр матриці;
- діаметр матриці;
![]() - товщина листового матеріалу;
- товщина листового матеріалу;
![]() - глибина матриці.
- глибина матриці.
Текст
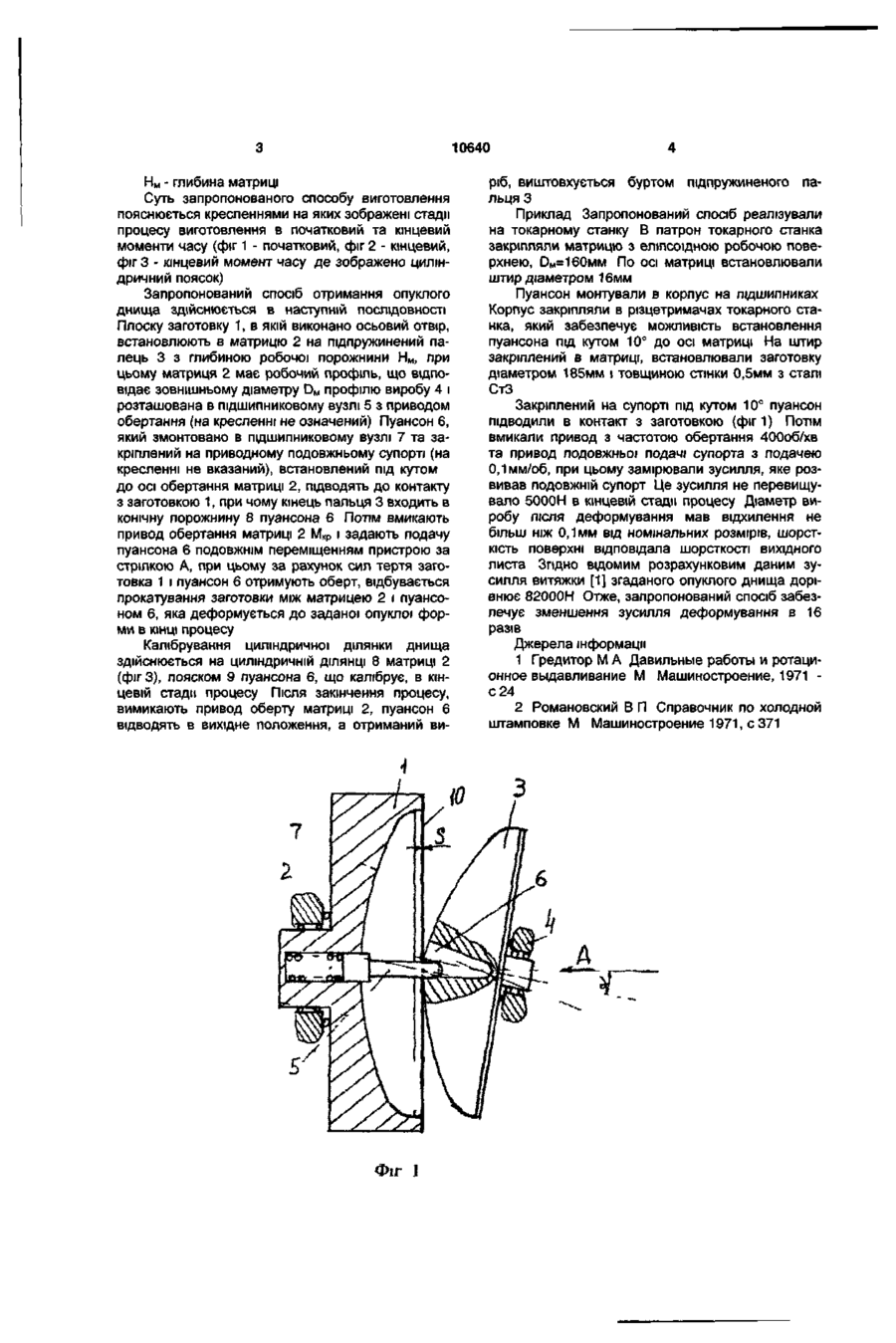
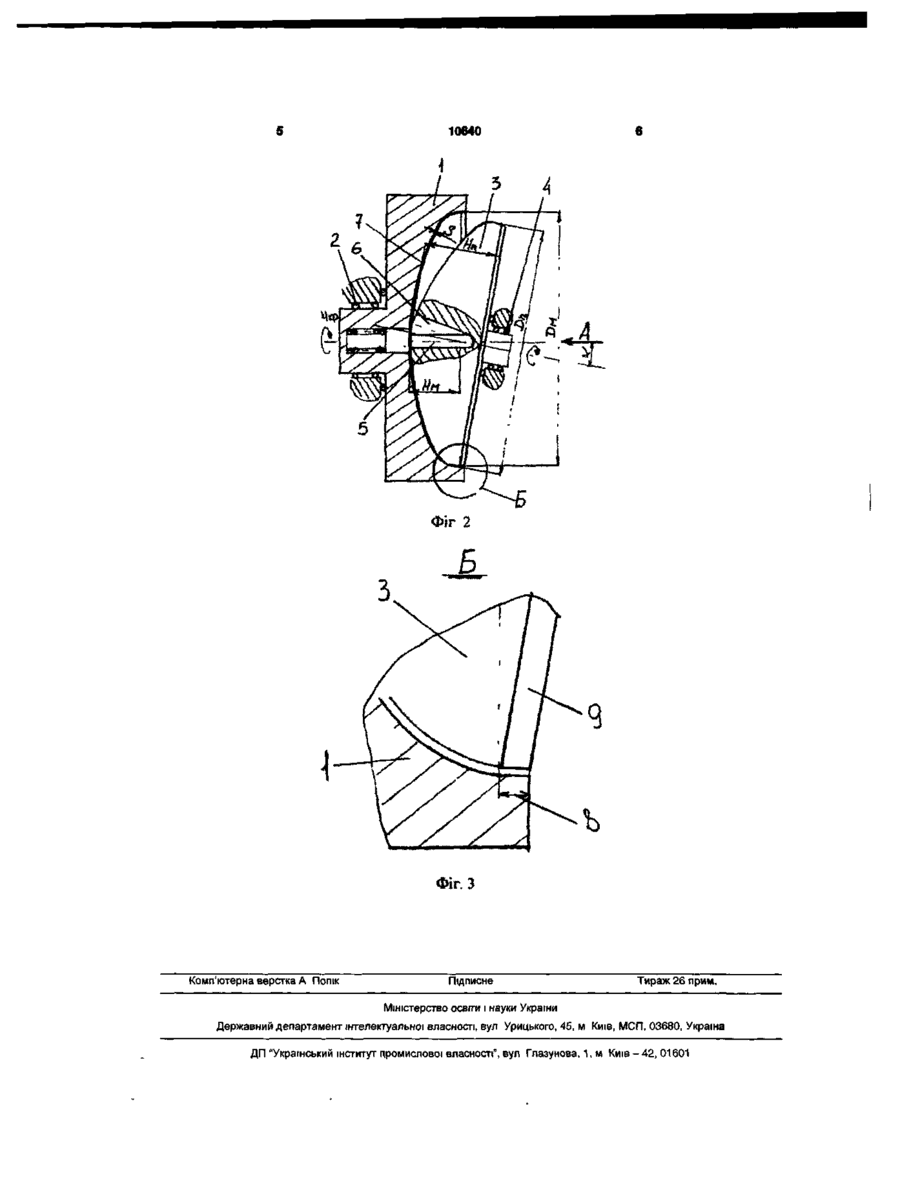
Спосіб виготовлення опуклих днищ, що включає деформування шляхом вдавлювання заготовки пуансоном в порожнину матриці під час його осьового переміщення в згадану порожнину, який відрізняється тим, що вісь пуансона встановлюється під кутом а до осі матриці, а по осі матриці змонтований підпружи-нений палець, який входить в конічну порожнину пуансона, при цьому матриці Спосіб відноситься до галузі техніки, а саме до технології обробки металів тиском і може знайти застосування при виготовлені опуклих (сферичних, еліпсоїдних і таке інше) днищ котлів, цистерн, ХІМІЧНИХ апаратів Відомий спосіб виготовлення опуклих днищ, під час якого заготовку, що обертається, деформують давильним роликом, що переміщається вздовж утворюючого оправлення, форма якого відповідає формі одержуваного виробу [1] Такий спосіб характеризується низькою продуктивністю праці і низькою якістю одержуваного виробу, так як для одержання виробу необхідно кілька послідовних проходів давильного ролика Також відомий, обраний як прототип, спосіб виготовлення опуклих днищ витяжкою з листового матеріалу, що включає деформування шляхом вдавлювання заготовки пуансоном в порожнину матриці під час його осьового переміщення в згадану порожнину [2] Недоліком відомого способу є те, що для його реалізації необхідно потужне кувально-пресове обладнання (гідропрес), що призводить до виникнення великих зусиль деформування При цьому, найчастіше витяжка великогабаритних днищ потребує нагрівання заготовок до кувальної температури Даний спосіб ре або пуансону задають обертання, а кут а і висота робочої частини пуансона визначається наступними залежностями a = arccos -2S де D n - діаметр пуансона, DM - діаметр матриці, S - товщина листового матеріалу, Н м - глибина матриці алізовано і використовується на AT "Азовмаш" (м Маріуполь) В основу винаходу поставлена задача зниження зусилля деформування за рахунок значної локалізації зони деформування Поставлена задача вирішується тим, що в способі виготовлення опуклих днищ з циліндричною ділянкою із листового матеріалу, шляхом вдавлювання заготовки пуансоном в порожнину матриці під час його осьового переміщення в згадану порожнину в процесі вдавлювання пуансона в порожнину матриці вісь останнього встановлюється під кутом до осі матриці, а по його осі змонтовано підпружинений палець, який входить в конічну порожнину пуансона, при цьому матриці або пуансону задають обертання, а кут і висота робочої частини пуансона визначається наступними залежностями a = агссоа — \DM~2S де D n - діаметр пуансона, DM - діаметр матриці, S - товщина листового матеріалу; О со 10640 Нм - глибина матриці Суть запропонованого способу виготовлення пояснюється кресленнями на яких зображені стадії процесу виготовлення в початковий та кінцевий моменти часу (фіг 1 - початковий, фіг 2 - кінцевий, фіг 3 - кінцевий момент часу де зображено циліндричний поясок) Запропонований спосіб отримання опуклого днища здійснюється в наступній послідовності Плоску заготовку 1, в якій виконано осьовий отвір, встановлюють в матрицю 2 на підпружинений палець 3 з глибиною робочої порожнини НМ) при цьому матриця 2 має робочий профіль, що відповідає зовнішньому діаметру DM профілю виробу 4 і розташована в підшипниковому вузлі 5 з приводом обертання (на кресленні не означений) Пуансон 6, який змонтовано в підшипниковому вузлі 7 та закріплений на приводному подовжньому супорті (на кресленні не вказаний), встановлений під кутом до осі обертання матриці 2, підводять до контакту з заготовкою 1, при чому кінець пальця 3 входить в конічну порожнину 8 пуансона 6 Потім вмикають привод обертання матриці 2 М к р і задають подачу пуансона 6 подовжнім переміщенням пристрою за стрілкою А, при цьому за рахунок сил тертя заготовка 1 і пуансон 6 отримують оберт, відбувається прокатування заготовки між матрицею 2 і пуансоном 6, яка деформується до заданої опуклої форми в кінці процесу Калібрування циліндричної ділянки днища здійснюється на циліндричній ДІЛЯНЦІ 8 матриці 2 (фігЗ), пояском 9 пуансона 6, що калібрує, в кінцевій стадії процесу Після закінчення процесу, вимикають привод оберту матриці 2, пуансон 6 відводять в вихідне положення, а отриманий ви Фіг І ріб, виштовхується буртом пщпружиненого пальця З Приклад Запропонований спосіб реалізували на токарному станку В патрон токарного станка закріпляли матрицю з еліпсоїдною робочою поверхнею, D M = 1 6 0 M M ПО ОСІ матриці встановлювали штир діаметром 16мм Пуансон монтували в корпус на підшипниках Корпус закріпляли в різцетримачах токарного станка, який забезпечує можливість встановлення пуансона під кутом 10° до осі матриці На штир закріплений в матриці, встановлювали заготовку діаметром 185мм і товщиною стінки 0,5мм з сталі СтЗ Закріплений на супорті під кутом 10° пуансон підводили в контакт з заготовкою (фіг 1) Потім вмикали привод з частотою обертання 400об/хв та привод подовжньої подачі супорта з подачею 0,1мм/об, при цьому замірювали зусилля, яке розвивав подовжній супорт Це зусилля не перевищувало 5000Н в кінцевій стадії процесу Діаметр виробу після деформування мав відхилення не більш ніж 0,1мм від номінальних розмірів, шорсткість поверхні відповідала шорсткості вихідного листа Згідно ВІДОМИМ розрахунковим даним зусилля витяжки [1] згаданого опуклого днища дорівнює 82000Н Отже, запропонований спосіб забезпечує зменшення зусилля деформування в 16 разів Джерела інформації 1 Гредитор М А Давильные работы и ротационное выдавливание М Машиностроение, 1971 с 24 2 Романовский В П Справочник по холодной штамповке М Машиностроение 1971, с 371 10640 Фіг, З Комп'ютерна верстка А Попік Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of concave bottoms
Автори англійськоюUdovenko Vitalii Kyrylovych, Makovetskyi Oleksandr Viktorovych, Sereda Viktor Hryhorovych, Romenskyi Yevhen Yuriiovych
Назва патенту російськоюСпособ изготовления выпуклых днищ
Автори російськоюУдовенко Виталий Кириллович, Маковецкий Александр Викторович, Середа Виктор Григорьевич, Роменский Евгений Юрьевич
МПК / Мітки
МПК: B21D 22/08
Мітки: днищ, виготовлення, спосіб, опуклих
Код посилання
<a href="https://ua.patents.su/4-10640-sposib-vigotovlennya-opuklikh-dnishh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення опуклих днищ</a>
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Борисевич Володимир Карпович, Тараненко Михайло Євгенович, Губський Олексій Олексійович, Молодих Сергій Іванович, Зорік Володимир Якович
МПК: B21D 26/06
Мітки: днищ, штампування, спосіб
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Корчак Олена Сергіївна, Марков Олег Євгенійович, Роганов Максим Львович, Роганов Лев Леонідович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: плит, пластин, поковок, виготовлення, спосіб, типу
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Штамп для виготовлення гофрованої стрічки
Номер патенту: 3683
Опубліковано: 15.12.2004
Автори: Сивак Іван Онуфрійович, Савуляк Валерій Іванович, Савуляк Віктор Валерійович
МПК: B21D 13/00
Мітки: гофрованої, штамп, стрічки, виготовлення
Формула / Реферат:
Штамп для виготовлення гофрованої стрічки, що містить пуансон і матрицю, закріплену на нерухомій плиті, з робочою частиною у вигляді гребінки, причому виступи на пуансоні розташовані на одній осі з заглибинами матриці, має дві послідовно виконані в повздовжньому напрямку зони формозміни і калібровки гофрів, причому перша зона має змінні в цьому напрямку ширину і висоту заглибин матриці та висоту виступів пуансона, розташованих під заданим...
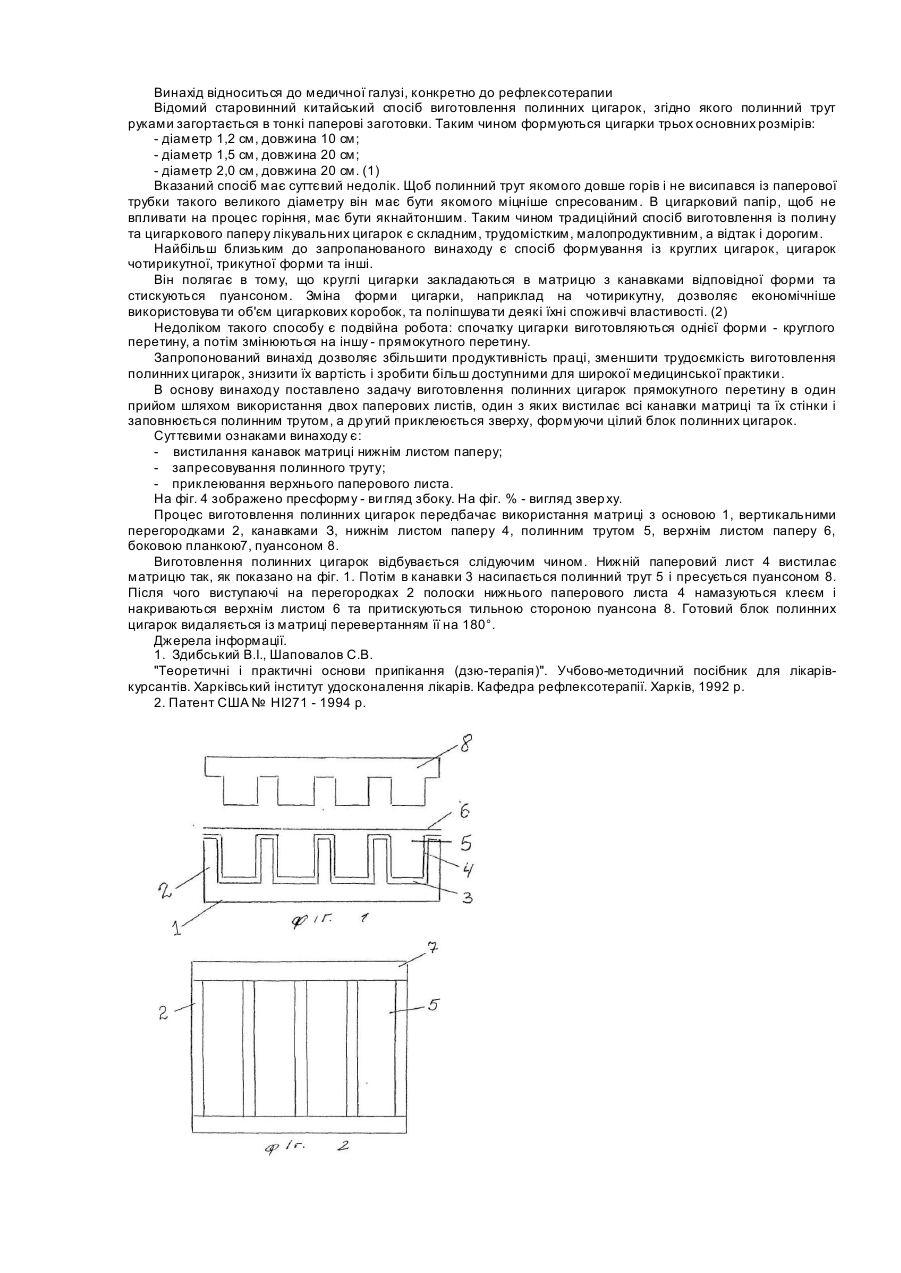
Спосіб виготовлення полинових цигарок
Номер патенту: 74012
Опубліковано: 17.10.2005
Автори: Швець Валерій Федорович, Терещенко Петро Іванович, Чорнобай Петро Дмитрович
Мітки: виготовлення, полинових, цигарок, спосіб
Формула / Реферат:
Спосіб виготовлення полинових цигарок, що передбачає використання матриці з канавками у формі цигарок, в якій останні обтискають з наступним видаленням цигарок з матриці, який відрізняється тим, що канавки матриці вистилають листом паперу, заповнюють полиновим трутом і заклеюють зверху другим листом паперу, обтискають, утворюючи блок цигарок.
Пристрій для виготовлення золотої смальти

Номер патенту: 32836
Опубліковано: 15.02.2001
Автор: Маловик Костянтин Миколаєвич
МПК: C03C 27/00
Мітки: смальти, пристрій, золотої, виготовлення
Формула / Реферат:
Пристрій для виготовлення золотої смальти, що являє собою жаростійкий корпус з робочою зоною, який відрізняється тим, що жаростійкий корпус роз'ємний у вигляді матриці-нагрівача, пуансону-нагрівача, додатково містить механізм подачі пуансону, блок регулювання температур, а робоча зона, всередині якої розміщена заготовка золотої смальти, обмежується робочими столами матриці і пуансону.
Попередній патент: Упаковка для шкарпеток
Наступний патент: Ложемент
Випадковий патент: Спосіб очищення трубопроводів від відкладів асфальтосмолопарафінів