Спосіб виготовлення металевих шайб
Формула / Реферат
Спосіб виготовлення металевих шайб методом холодної об'ємної штамповки, який відрізняється тим, що виготовлення здійснюють шляхом осаджування мірного відрізку алюмінієвого дроту у повздовжньому напрямку, при цьому виштовхувач, який висуває заготовку з матриці після штампування, є одночасно інструментом для пробивання отворів у шайбі.
Текст
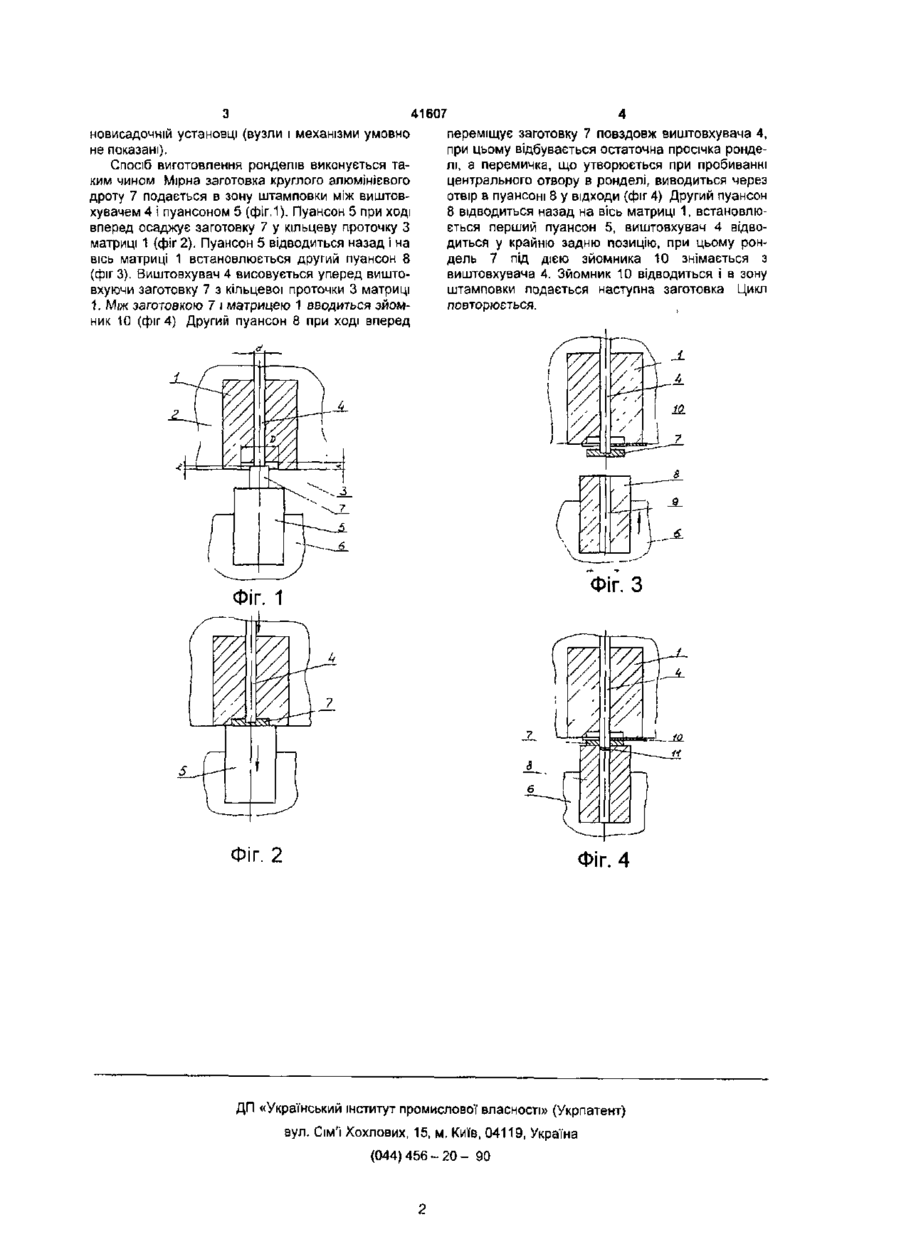
Спосіб виготовлення металевих шайб методом холодної об'ємної штамповки, який відрізня ється тим, що виготовлення здійснюють ШЛЯХОМ осаджування мірного відрізку алюмінієвого дроту у повздовжньому напрямку, при цьому виштовхувач, який висуває заготовку з матриці після штампування, є одночасно інструментом для пробивання отворів у шайбі Винахід відноситься до галузі обробки металів тиском і може бути використаний для виробництва пласких металевих виробів типу шайб Відомий спосіб виготовлення пласких металевих деталей з дроту (А с СРСР 1687342, Пристрій для виготовлення пласких металевих деталей з дроту, В 21 D 53/16, опубл ЗО 10 91, бюл 40) який полягає у тому, що дріт після рихтовки проходячи крізь формоутворюгочий канал, набуває потрібної форми, відсікається ножем КІНЦІ заготовки зварюються шляхом холодного зварювання тиском, далі заготовка поступає у штамповочний прес, де під тиском пуансону проходить остаточне формування виробу в матриці вок у повздовжньому напрямку і пробивкою отвору у центрі використовуючи для висування заготовки з матриці після штампування і пробивання отвору у шайбі один і той же елемент - виштовхувач, що забезпечує спрощення технологічного процесу і зниження ВІДХОДІВ алюмінію до 2-3%, які утворюються при пробиванні отвору Спосіб виготовлення металевих шайб холодною штамповкою мірок відрізків алюмінієвого дроту у повздовжньому напрямку дозволяє максимально зменшити втрата металу у порівнянні з відомими способами, а використання виштовхувача одночасно і в якості пробивного пуансону про пробиванні отворів, дозволяє спростити процес Недоліком даного винаходу є складна технологія при виготовленні металевих шайб Найбільш близьким до пропонуемого є спосіб одержання деталей типу шайб (Ас СРСР 1082532, В 21 D 53/20, опубл 30 03 84, бюл 12) з пласкої заготовки у вигляді кільця с ЗОВНІШНІМ діаметром менше потребуємого методом осаджування по меншій мірі частини заготовки, а потребуємий внутрішній діаметр одержують шляхом роздачі внутрішнього діаметра заготовки Недоліком вказаного способу є необхідність попереднього виготовлення пласкої заготовки у вигляді кільця шляхом вирубки, що призводить до втрати металу у вигляді обрізків, а також складність технологічного процесу В основу винаходу поставлено задачу створення способу виготовлення алюмінієвих шайб (ронделів), для виробництва туб, методом холодного об'ємного штампування алюмінієвого дроту шляхом осаджування мірних алюмінієвих загото На Фіг 1-4 зображено інструмент для виконання способу, фіг 1 - інструмент для виконання способа на початку процеса, фіг 2-3 - в процесі роботи, фіг 4 - у КІНЦІ процесу Інструмент безпосередньо виконуючий пропонуємий технологічний процес (фіг 1) являє собою матрицю 1 закріплену в матрицеутримувачі 2, з кільцевою проточкою 3, яка по своїм розмірам дорівнює розмірам ронделі, виштовхувач 4, встанов лений у матриці, який має діаметр, що дорівнює діаметру отвору ронделі, перший пуансон 5 закришений в пуансоноутримувачі 6, з пласким робочим торцем Між пуансоном 5 і матрицею розміщено заготовку 7 Другий пуансон 8 (фіг 3) також встановлений в пуансоноутримувачі 6, і має сквозний отвір 9 розміщений по центру пуансона, діаметр якого дорівнює діаметру виштоахувача 4 Між заготовкою 7 і матрицею 1 вводиться зйомник 10 Усі операції виконуються на автоматичній холод і О CD 41607 новисадочній установці (вузли і механізми умовно переміщує заготовку 7 повздовж виштовхувача 4, не показані). при цьому відбувається остаточна просічка ронделі, а перемичка, що утворюється при пробиванні Спосіб виготовлення ронделів виконується тацентрального отвору в ронделі, виводиться через ким чином Мірна заготовка круглого алюмінієвого отвір в пуансоні 8 у відходи (фіг 4) Другий пуансон дроту 7 подається в зону штамповки між виштов8 відводиться назад на вісь матриці 1, встановлюхувачем 4 і пуансоном 5 (фіг.1). Пуансон 5 при ході ється перший пуансон 5, виштовхувач 4 відвовперед осаджує заготовку 7 у кільцеву проточку З диться у крайню задню позицію, при цьому ронматриці 1 (фіг 2). Пуансон 5 відводиться назад і на дель 7 під дією зйомника 10 знімається з вісь матриці 1 встановлюється другий пуансон 8 виштовхувача 4. Зйомник 10 відводиться і в зону (фіг 3). Виштовхувач 4 висовується уперед виштоштамповки подається наступна заготовка Цикл вхуючи заготовку 7 з кільцевої проточки 3 матриці повторюється. 1. Між заготовкою 7 і матрицею 1 вводиться зйомник 10 (фіг 4) Другий пуансон 8 при ході вперед Фіг. З ФІГ. 1 Фіг. 2 Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї ХОХЛОВИХ, 15, м. Київ, 04119, Україна (044)456-20- 90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 53/16
Мітки: спосіб, виготовлення, шайб, металевих
Код посилання
<a href="https://ua.patents.su/2-41607-sposib-vigotovlennya-metalevikh-shajjb.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевих шайб</a>
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон
Номер патенту: 24829
Опубліковано: 06.10.1998
Автори: Сало Володимир Іванович, Ларін Віктор Валєрієвіч, Карташова Людмила Іванівна
МПК: B01J 35/00, B01D 35/00
Мітки: виготовлення, металевих, матеріалу, профільованих, волокон, пористого, спосіб
Формула / Реферат:
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон, включаючий одержання волокон різкою дроту, їх подачі у прес-форми, пресування та спікання, який відрізняється тим, що перед різкою дріт деформується профілюючими роликами з метою усунення його прямолінійності.
Циліндричне металеве волокно, тіло з металевих волокон, спосіб виготовлення циліндричних металевих волокон і спосіб виготовлення тіла з циліндричних металевих волокон
Номер патенту: 26404
Опубліковано: 30.08.1999
Автор: Файв Джеймс А.
МПК: B22F 1/00, H01G 9/00, B22F 3/00
Мітки: виготовлення, тіло, металевих, циліндричне, волокно, металеве, циліндричних, тіла, волокон, спосіб
Формула / Реферат:
1. Цилиндрическое металлическое волокно, состоящее из тантала или ниобия, или их сплавов, отличающееся тем, что оно имеет круглое поперечное сечение до 3 микрон в диаметре.2. Волокно по п.1,отличающееся тем, что оно имеет диаметр от 0,2 до 1,0 микрон.3. Волокно по п.1,отличающееся тем, что оно имеет диаметр до 0,33 микрон.4. Волокно по одному из предыдущих пунктов, отличающееся тем, что оно имеет длину до 400...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Звєрєв Анатолій Андрійович, Ситник Микола Давидович
МПК: B21D 51/16
Мітки: спосіб, інших, подібних, піддону, виготовлення, заготовок, артилерійської, гільзи, деталей
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення металевих електродів-інструментів для електроерозійної обробки
Номер патенту: 33600
Опубліковано: 15.02.2001
Автори: Ступак Денис Олегович, Осипенко Василь Іванович, Поляков Святослав Петрович, Лукашенко Валентина Максимівна
МПК: B23K 35/00
Мітки: металевих, електродів-інструментів, обробки, електроерозійної, спосіб, виготовлення
Текст:
...обработки. А. с. № 407703, опубл. 10.12.1973, Бюл. № 47. Таблиця Порівняльні характеристики електродів-дротів для електроерозійної обробки Тип Металевий електрод Згідно з прототипом Згідно з винаходом Обробка Показник продуктивності Не проводиться Обробка 100% Властивість Еталонний показник Залежно від режимів Підвищена хрупкість інструменту, Окислення обробки 150-1000% що звужує галузь застосування Залежно від режимів ...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Диордиця Сергій Васильович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Скороход Микола Михайлович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Гребєнюков Анатолій Васильович, Гєрмашов Юрій Володимирович
МПК: B21B 1/38
Мітки: пакети, виготовлення, прокаткою, тонких, металевих, листів, спосіб
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Попередній патент: Спосіб лікування енхондроми основної фаланги пальця кисті
Наступний патент: Спосіб повірки терморезистивних перетворювачів і пристрій для його здійснення
Випадковий патент: Вакуумний вимикач