Склад порошкового дроту для зварювання міді
Номер патенту: 32073
Опубліковано: 12.05.2008
Автори: Свиридов Олександр Володимирович, Гринь Олександр Григорович, Івасенко Микола Миколайович
Формула / Реферат
Склад порошкового дроту для зварювання міді, що складається з мідної оболонки й шихти, що містить плавиковий шпат, кремнефтористий натрій, феросиліцій, феромарганець, цирконій, графіт, мідний порошок, який відрізняється тим, що шихта додатково містить магній фтористий, порошок алюмінію, бор, феротитан при наступному співвідношенні компонентів, ваг. %:
плавиковий шпат
12,0
кремнефтористий натрій
17,0
магній фтористий
10,0
феромарганець
5,0
феросиліцій
4,0
феротитан
5,0
порошок алюмінію
6,0
цирконій
2,0
бор
2,0
мідний порошок
32,0
графіт
5,0.
Текст
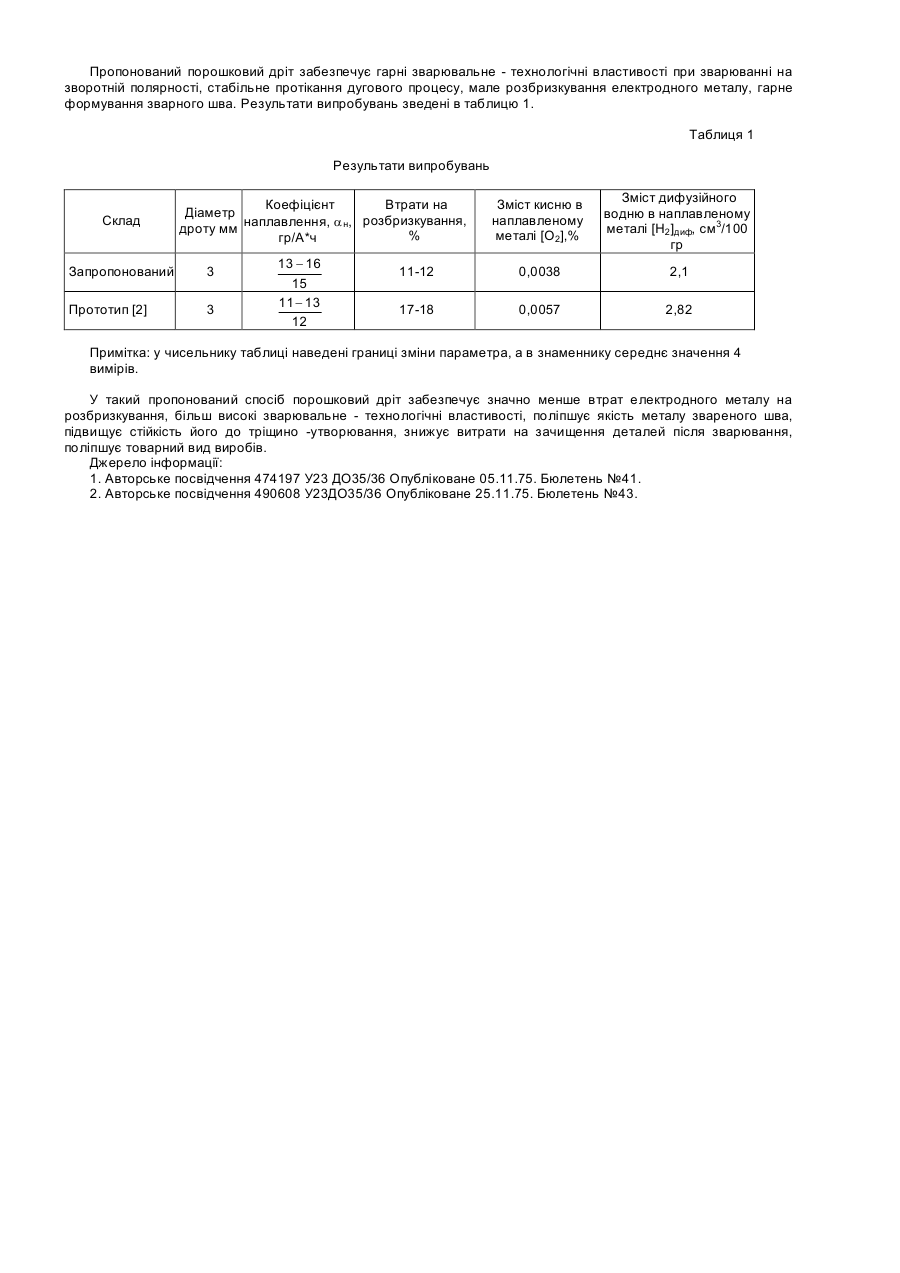
Корисна модель відноситься до галузі техніки, а саме до зварювального виробництва і може бути застосована, переважно для зварювання міді відкритою дугою. Відомий порошковий дріт переважно для зварювання міді [1], що складається зі сталевої оболонки й порошкоподібної шихти при наступному співвідношенні компонентів, вага %: Плавиковий шпат 9,0 Кремнефтористий натрій 3,9 Феромарганець 0,7 Феросиліцій 2,55 Феротитан 2,4 Алюміній 2,3-3,1 Цирконій 0,6-0,95 Мідь 18,0 Сталева оболонка Інше. Недоліком цього порошкового дроту є високий вміст заліза в металі шва. Зварені шви схильні до утворення тріщин. Зовнішній вигляд швів не завжди задовольняє, вимогам, пропонованим до конструкцій. Використання сталевої стрічки у якості оболонки порошкового дроту знижує теплопровідність, електропровідність і корозійну стійкість металу звареного шва. Відомий також склад порошкового дроту [2], для зварювання міді зі сталлю, що складається з порошкоподібної шихти при наступному співвідношенні компонентів, вага %: Плавиковий шпат 19,0 Кремнефтористий натрій 21,0 Феромарганець 4,0 Феросіліцій 8,0 Цирконій 1,4 Графіт 17,0 Мідна оболонка інше Недоліком є те що цей дріт не дозволяє одержати якісне зварне з'єднання в широкому діапазоні режимів зварювання. Значне розбризкування наплавленого металу погіршує товарний вид зварених з'єднань, вимагає додаткової технологічної операції по зачищенню. Під час зварювання в метал шва попадає значна кількість кисню який із за відсутності в достатній кількості активних розкислювачів приводить до утворення тріщин. Загальними суттєвими ознаками відомого складу порошкового дроту і того що заявляється є вміст у складі: плавикового шпату, кремнефтористого натрію, феромарганцю, феросиліцію, цирконію мідного порошку та графіту, а також застосування мідної оболонки. В основу корисної моделі поставлене завдання створення самозахисного порошкового дроту, який би забезпечував поліпшення захисних властивостей на стійкість до тріщино-утворювання металу звареного шва, а також зварювально-технологічних властивостей дроту в широких діапазонах режимів зварювання. Поставлена задача досягається тим що, шихта порошкового дроту додатково містить магній фтористий, алюміній, бор, феротитан при наступному співвідношенні інших компонентів, вага %: Плавиковий шпат 10,0-15,0 Кремнефтористий натрій 15,0-20,0 Магній фтористий 7,0-10,0 Феромарганець 3,0-5,0 Феросіліцій 2,0-4,0 Феротитан 3,0-5,0 Алюміній 4,0-6,0 Цирконій 1,5-2,0 Бор 1,2-1,5 Мідний порошок 28,0-32,0 Графіт 3,0-5,0 Мідна оболонка інше З веденням до складу шихти фтористого магнію поліпшується відокремлення шлаків і формування шва, підвищується захищеність металу шва від насиченості воднем. Крім того присутність магнію знижує розбризкування металу, сприяє дрібно-краплинному переносу, стабілізує дугу, сприяє збільшенню глибини проплавлення метала. Алюміній, як активний розкислювач, запобігає утворення в процесі кристалізації метала шва легкоплавкої евтектики типу Сu-Сu2О по границях зерен і тим самим сприяє підвищенню стійкості металу шва проти утворення тріщин. Крім того, алюміній виконує роль модифікатора. Тугоплавкі частки алюмінію є додатковими центрами кристалізації, які сприяють здрібнюванню первинного зерна й тим самим поліпшують механічні властивості металу шва. Бор є необхідним компонентом у складі порошкового дроту, він утворює із окислами міді легкоплавкі борати й комплексні шлакові системи, які перебувають у розплавленому стані до температури кристалізації міді й тому легко спливають на поверхню зварювальної ванни. При цьому розплавлений метал більш повно дегазується й добре формується. З веденням бора збільшується окисна здатність сердечника порошкового дроту й тим самим знижується вміст водню в металі шва. Легування дроту титаном впливає на зниження пористості у зварених швах у зв'язку з тим, що титан активно зв'язує кисень і водень у стійкі хімічні сполуки. Крім того, легування зварених швів титаном подрібнює їхню структуру й знижує схильність до тріщино-утворювання металу шва. Для виготовлення дроту застосовували мідну стрічку M1 розміром 0,8х15мм. Виготовленими дротами зварювали пластини з міді розмірам 10х100х200мм. Режим зварювання: зварювальний струм 280-320 А, напруга 26-28В, швидкість зварювання 14м/г. Зварювання виконували в автоматичному режимі на постійному струмі зворотної полярності. Пропонований порошковий дріт забезпечує гарні зварювальне - технологічні властивості при зварюванні на зворотній полярності, стабільне протікання дугового процесу, мале розбризкування електродного металу, гарне формування зварного шва. Результати випробувань зведені в таблицю 1. Таблиця 1 Результати випробувань Склад Зміст кисню в наплавленому металі [О2],% Зміст дифузійного водню в наплавленому металі [Н2 ]диф, см3/100 гр 11-12 0,0038 2,1 17-18 0,0057 2,82 Коефіцієнт Втрати на Діаметр наплавлення, a н, розбризкування, дроту мм % гр/А*ч Запропонований 3 Прототип [2] 3 13 - 16 15 11- 13 12 Примітка: у чисельнику таблиці наведені границі зміни параметра, а в знаменнику середнє значення 4 вимірів. У такий пропонований спосіб порошковий дріт забезпечує значно менше втрат електродного металу на розбризкування, більш високі зварювальне - технологічні властивості, поліпшує якість металу звареного шва, підвищує стійкість його до тріщино -утворювання, знижує витрати на зачищення деталей після зварювання, поліпшує товарний вид виробів. Джерело інформації: 1. Авторське посвідчення 474197 У23 ДО35/36 Опубліковане 05.11.75. Бюлетень №41. 2. Авторське посвідчення 490608 У23ДО35/36 Опубліковане 25.11.75. Бюлетень №43.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of powder wire for welding copper
Автори англійськоюHryn' Oleksandr Hryhorovych, Svyrydov Oleksandr Volodymyrovych, Ivasenko Mykola Mykolaiovych
Назва патенту російськоюСостав порошковой проволоки для сварки меди
Автори російськоюГринь Александр Григорьевич, Свиридов Александр Владимирович, Ивасенко Николай Николаевич
МПК / Мітки
МПК: B23K 35/40, B23K 35/365
Мітки: дроту, склад, зварювання, порошкового, міді
Код посилання
<a href="https://ua.patents.su/2-32073-sklad-poroshkovogo-drotu-dlya-zvaryuvannya-midi.html" target="_blank" rel="follow" title="База патентів України">Склад порошкового дроту для зварювання міді</a>
Склад порошкового дроту
Номер патенту: 19854
Опубліковано: 15.01.2007
Автори: Кассов Валерій Дмитрович, Сєров Ігор Васильович, Гавриш Павло Анатолійович
МПК: B23K 35/30
Мітки: порошкового, склад, дроту
Формула / Реферат:
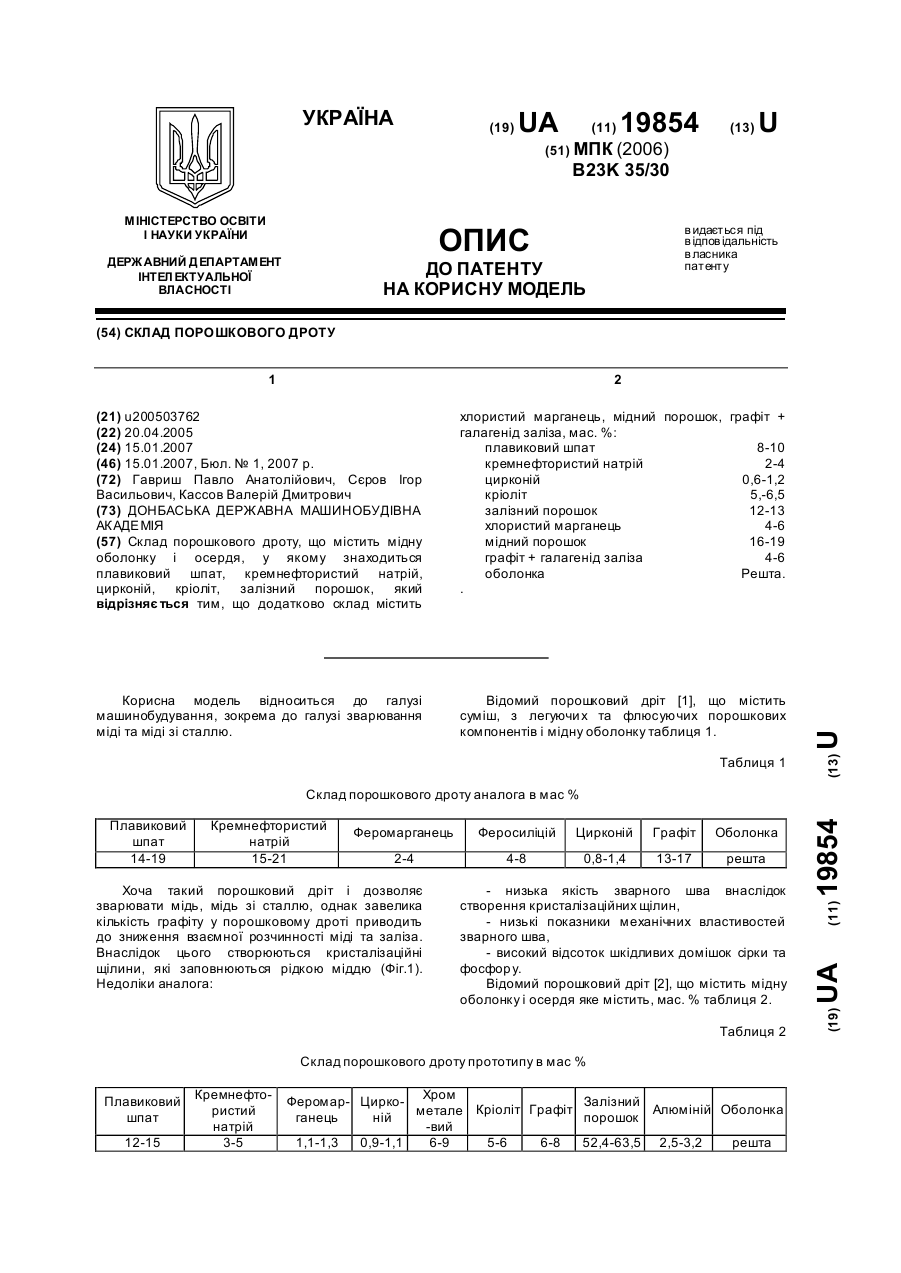
Склад порошкового дроту, що містить мідну оболонку і осердя, у якому знаходиться плавиковий шпат, кремнефтористий натрій, цирконій, кріоліт, залізний порошок, який відрізняється тим, що додатково склад містить хлористий марганець, мідний порошок, графіт + галагенід заліза, мас. %:плавиковий шпат 8-10 кремнефтористий натрій 2-4 цирконій ...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 4/04, C23C 24/00
Мітки: електродугового, дроту, наповнювача, склад, шихти, покриттів, порошкового, нанесення
Формула / Реферат:
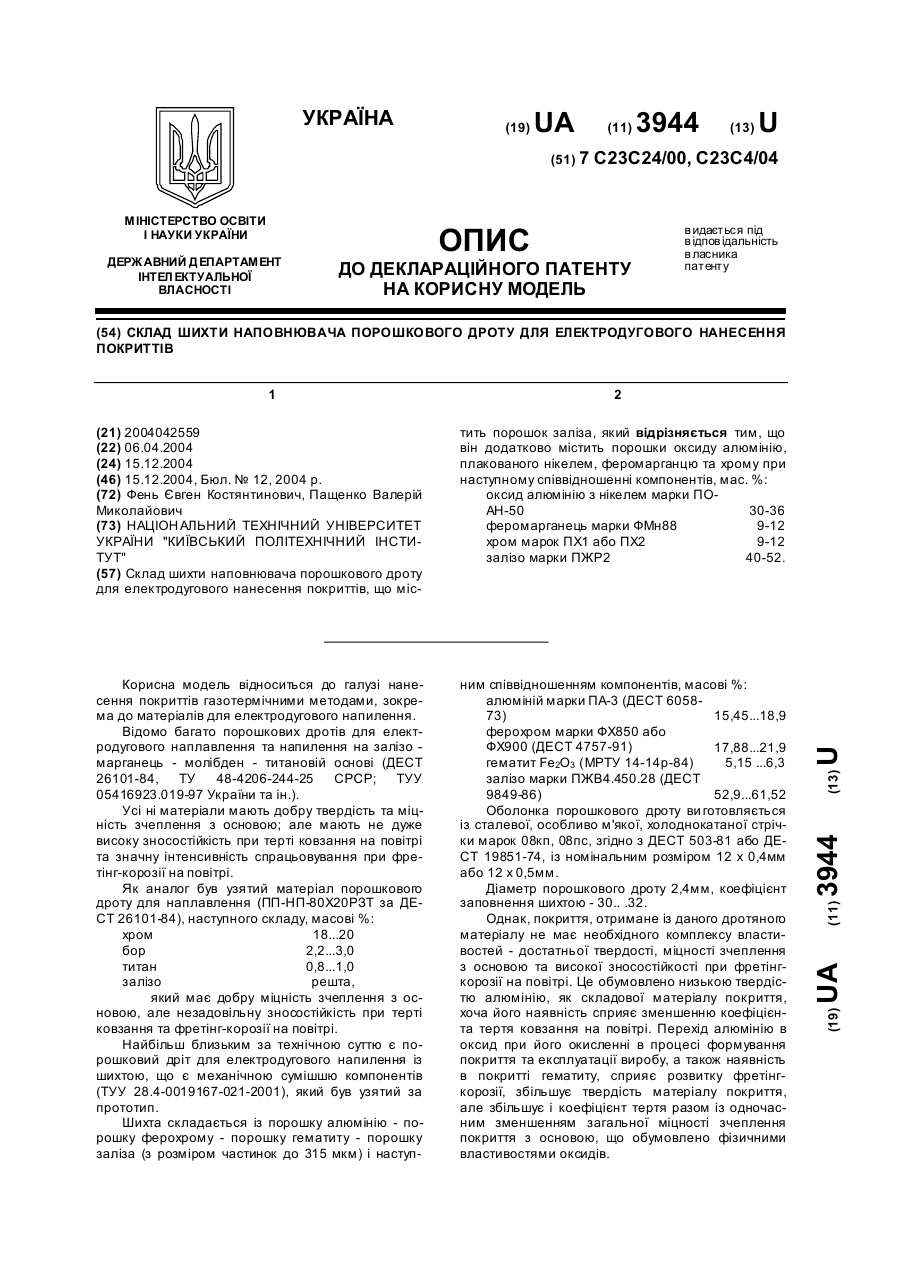
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
Склад порошкового дроту для дугового зварювання з примусовим формуванням шва
Номер патенту: 7767
Опубліковано: 26.12.1995
Автори: Шлепаков Валерій Миколайович, Стародубцев Леонід Васильович, Кутовий Андрій Миколайович, Орлов Леонід Миколайович, Походня Ігор Костянтинович
МПК: B23K 35/368
Мітки: шва, зварювання, примусовим, склад, дугового, порошкового, формуванням, дроту
Формула / Реферат:
Состав порошковой проволоки для дуговой сварки с принудительным формированием шва, состоящий из малоуглеродистой стали оболочки и порошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтористый натрий, рутиловый концентрат, ферромарганец, ферросилиций, железный порошок, отличающийся тем, что, с целью повышения механических свойств и качества сварного шва, шихта дополнительно содержит доломит, полевой шпат, калий-натриевую...
Склад порошкового дроту
Номер патенту: 71039
Опубліковано: 15.11.2004
Автори: Походня Ігор Костянтинович, Наумейко Сергій Михайлович, Шлепаков Валерій Миколайович
МПК: B23K 35/22, B23K 35/36
Мітки: дроту, порошкового, склад
Формула / Реферат:
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну шихту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, марганець, який відрізняється тим, що порошкоподібна шихта містить флюс сухої грануляції, карбонат літію, марганець, нікель, і комплексні лігатури - алюмомагній, алюмокальцій, фероалюмоцирконій при наступному співвідношенні компонентів, мас. %: ...
Шихта порошкового дроту для механізованого зварювання у вуглекислому газі
Номер патенту: 49651
Опубліковано: 16.09.2002
Автори: Санько-Новик Андрій Анатолійович, Микитенко Олександр Михайлович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: порошкового, дроту, газі, зварювання, механізованого, шихта, вуглекислому
Формула / Реферат:
1. Шихта порошкового дроту для механізованого зварювання у вуглекислому газі, що містить діоксид титану, діоксид кремнію, оксид натрію, оксид калію, фторид кальцію, феросиліцій, яка відрізняється тим, що додатково містить титанат калію та комплексну лігатуру титан-силіціум-алюміній-залізо при наступному співвідношенні компонентів, мас.% : діоксид титану 40 - 71 діоксид кремнію ...
Попередній патент: Кондуктор багаторазового використання для сушіння під тиском багатокутної криволінійної шашкової торцевої заготовки, цурки та поліна із суцільної деревини
Наступний патент: Вогнетривкий блок для введення газів в розплавлений метал
Випадковий патент: Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання