Склад порошкового дроту для дугового зварювання з примусовим формуванням шва
Номер патенту: 7767
Опубліковано: 26.12.1995
Автори: Шлепаков Валерій Миколайович, Кутовий Андрій Миколайович, Походня Ігор Костянтинович, Орлов Леонід Миколайович, Стародубцев Леонід Васильович
Формула / Реферат
Состав порошковой проволоки для дуговой сварки с принудительным формированием шва, состоящий из малоуглеродистой стали оболочки и порошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтористый натрий, рутиловый концентрат, ферромарганец, ферросилиций, железный порошок, отличающийся тем, что, с целью повышения механических свойств и качества сварного шва, шихта дополнительно содержит доломит, полевой шпат, калий-натриевую силикат-глыбу, алюминий, силикомишметалл, никель, молибден, при следующем соотношении компонентов, мас.%:
Плавиковый шпат 1,0 - 2,0
Глинозем 0,6 - 1,0
Кремнефтористый натрий 0,5 - 2,2
Рутиловый концентрат 0,3 - 1,0
Ферромарганец 1,2 - 2,5
Ферросилиций 0,3 - 1,0
Железный порошок 16,0 - 19,0
Доломит 2,0 - 4,0
Полевой шпат 0,5 - 1,4
Калий-натриевая силикат-глыба 0,3 - 0,7
Алюминий 0,15 - 0,7
Силикомишметалл 0,1 - 0,7
Никель 0,5 - 2,0
Молибден 0,15 - 0,6
Малоуглеродистая сталь оболочки Остальное
Текст
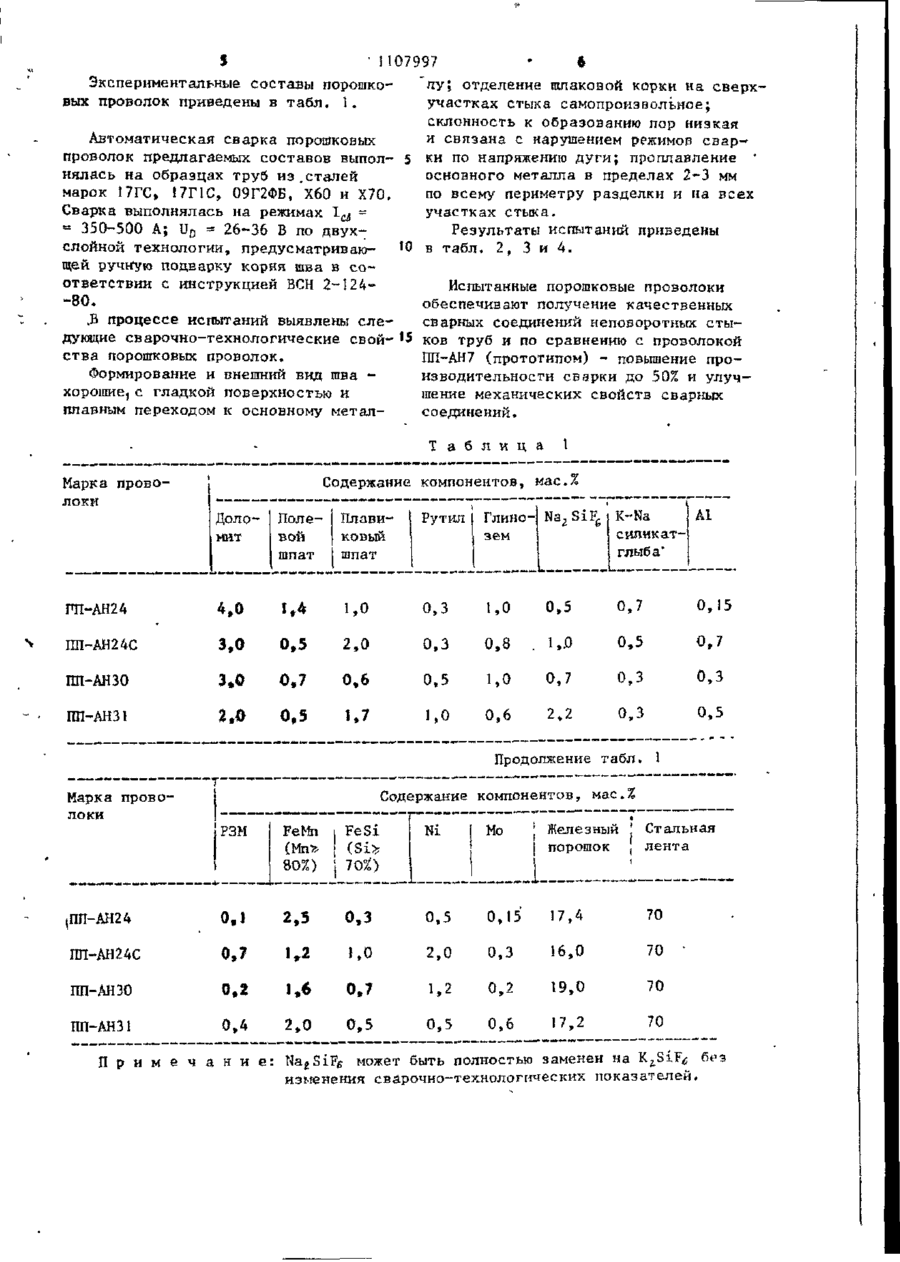
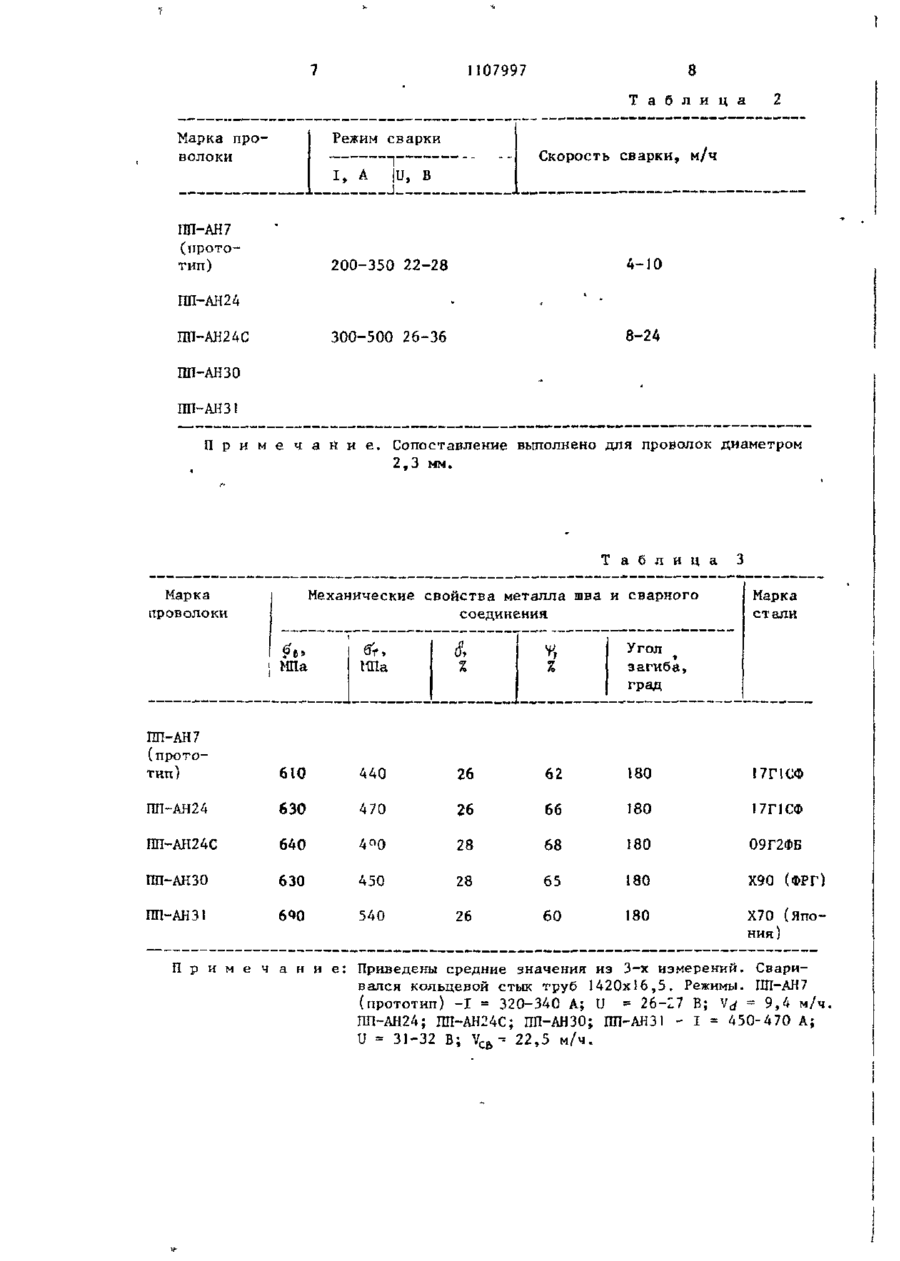
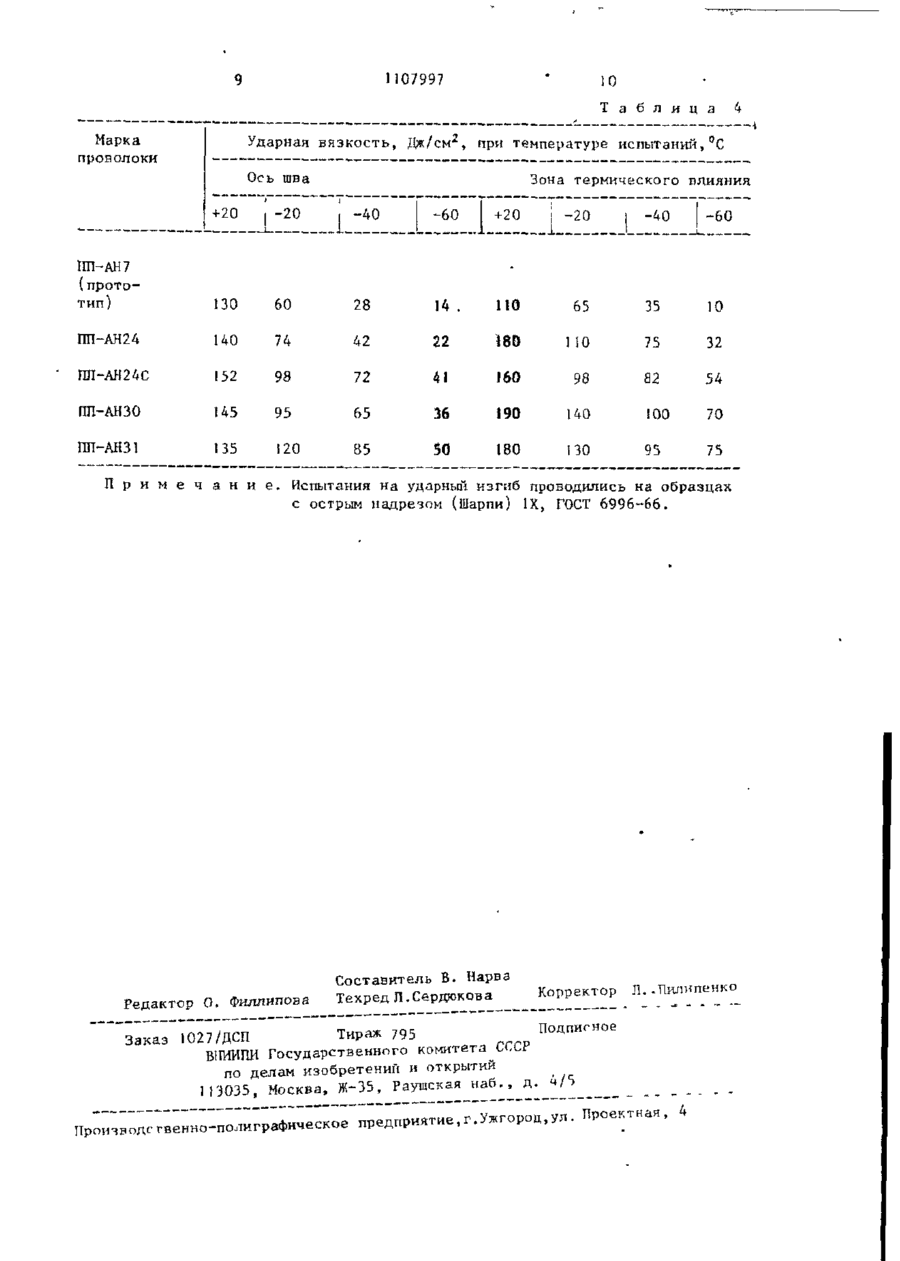
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗГЫП ,', І ' союз советских СОЦИАЛИСТИЧЕСИИХ РЕСПУБЛИН (19). 3(50 ILL 1107997 А В 23 К 35/368 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ И АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (2!5 3617840/25-27 (22) П . 07. 8Ї (71) Орлеча Ленина и орцена го Красного Знамени институт электросварки им. Е.О. Патова (72) И.К. Похоцнч, Л.И. Орлов, В.И. Шаепаков, А.Н. Кутовой и Л.В.Стародубцев (53) 6 2 1 . 7 9 1 . 0 4 2 . 3 ( 0 8 8 . 3 ) (56) 1. Патент С А N 3825721, Ш ' к л . В 23 К 35/22, опублик. 1974. 2 . Авторское свидетельство СССР I? 271281, к л . В 23 К 35/28, 1969 (прототип;. ( 5 4 ) ( 5 7 ) СОСТАВ П Р Ш О О ПРОВОЛОКИ ОО К В Й ДЛЯ ДУГОВОЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ЫВА, состоящий и з малоу т е р о р и с т и стали оболочки и порошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтористый нагрий, рутиловый концентрат, ферромарганец, ферросилиций, железный порошок, о т л и ч а ю щ и й с я тем, ч т о , с целью повышения механи ческих свойств и качества сварного шва, шихта дополнительно содержит доломит, полевой шпат, калий-натриевую силикат-глыбу, алгомишш, силикомишметалл, никель, молибден, при с л е дующем соотношении компонентов,мае.%: Плавиковый шпат 1,0-2,0 Глинозем 0,6-1,0 Кремнефтористый 0,5-2,2 натрий Рутиловый к о н 0,3-1,0 центрат 1,2-2,5 Ферромарганец 0,3-1,0 Феррос илиций 16,0-19,0 Железный порошок С 2,0-4,0 Доломит SS 0,5-1,А Полевой шпат Калий-натриевая силикат-глыба 0,3-0,7 Алюминий 0,15-0,7 Силикомишмет алл 0,1-0,7 Никель 0,5-2,0 Молибден 0,15-0,6 Малоуглеродистая сталь оболочки Остальное О СО со 1107997 количество шлака (13-16% от массы наИзобретение относится к сварочплавленного метапча), что приводит ным материалам для дуговой сварки, к нарушению процесса сварки вследств частности к порошковым проволокам вие шунтирования дуги избытком шлака. для сварки открытой дугой с принудительным формированием шва. По мере накопления шлака избыток его сливается через передний край Известен состав порошковой проформирующего ползуна. В моменты сливолоки для сварки без внешней защиты ва шлака резко ухудшается шлаковая с принудительным формированием позащита сварочной ванны от воздуха. верхности шва [ і ] , содержащий компо10 Необходимость выполнения операции ненты при следующем соотношении, слива избытка шлака существенно усмае,%: ложняет технику сварки. Неправильное Двуокись кремния 0-1,5 выполнение этой операции приводит к " Фторсиликат образованию несплавлений, зашлакокалия (Na) 1,0-2,0 15 вок, надрывов металла шва или газоФтористый . і ; вых пор. натрий 0-0,75 Марганец • 1-3 Применение известных порошковых Железный порошок 10-20 проволок для сварки кольцевых неповоротных стыков труб с горизонтальной Сталь оболочки Остальное Данный состав порошковой проволо- 20 осью ограничивается сложностью обеспечения предупреждения поглощения ки применяется только дпя сварки азота расплавленным металлом и превертикальных шыов. Выполнение швов дупреждения образования технологичесв других пространственных положениких дефектов. ях, в частности кольцевых швов, н е возможно вследствие образования в ме- 25 В большинстве случаев усиление талле шва дефектов металлургического поглощения азота расплавленным метали технологического характера. Это лом происходит при воздействии на связано с недостаточной газовой з а сварочную ванну воздушных потоков щитой сварочной ванны. Шлаги этих по(ветра), особенно при выполнении рошковых проволок являются металлур- 30 участков кольцевого шва в потолочном гически активными, что приводит к пои нижнем положениях. явлению неметаллических включений в Кроме того, указанные проволоки металле шва и, следовательно, снижене обеспечивают высоких механических нию механических свойств металла шза. свойств металла швов сварных соединеИзвестен также состав шихты по35 ний на трубных сталях классов X 60 рошковой проволоки для дуговой свари X 70. ки с принудительными формированием Цель изобретения - повышение мешва [ 2 ] , содержащий компоненты при ханических свойств и качества сварследующем соотношении, мас.%: ного шва. Мрамор 8-15 АО Поставленная цель достигается тем, что в составе порошковой проволоки Плавиковый шпат 16-27 для дуговол сварки с принудительным Рутиповый кон, формированием шва, состоящем из мацентрат 4-16 лоуглеродистой стали оболочки и поФерромарганец 4-8 Ферросилиций 5-6 45 ,рошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтоГлинозем 4-І 2 ристый натрий, рутиловый концентрат, Кальцинированферромарганец, ферросилиций, железная сода 4-18 ный порошок, шихта дополнителг но соКремнефтористый натрий 1-4 50 держит доломит, попевой шпат, калийнатриевую силикат-глыбу, алюминий, Z Железный посиликоми'иметалл, никель, молибден рошок Остальное при следующем соотношении компоненИзвестный состав (прототип) выпустов , мае . " ' : кается промышленностью под маркой ПП-АН 7 и применяется преимущественПтавикрвый шпат 1,0-2,0 но для сварки со свободным формироваГлинозем 0,6-1,0 нием. При использовании данной порошКремнефторисковой проволоки образуется большое тый натрий 0,5-2,2 1107997 Рутиловый концентрат 0,3-1,0 Ферромарганец 1,2-2,5 Ферросилиций 0,3-1,0 5 Железный порошок 16,0-19,0 Доломит 2,0-4,0 Полевой шпат 0,5-1,4 Калий-натриев ая силикат-глыба 0,3-0,7 Алюминий О,15-0,7 10 Силикомишметалл 0,1-0,7 Никель 0,5-2,0 Молибден 0,15-0,6 Малоуглеродистая сталь обо• '5 лочки Остальное В качестве основного газообразующего компонента применяется доломит CaMg(COj). При этом температура затвердения шлака повышается незиа20 чительно. Введение MgO, образующегося при диссоциации доломита, осуществляется с целью улучшения отделимости шлаковой корки, что объясняется образованием магнезиальных си- 2 5 ликатов, которые в процессе- остывания шлаковой корки способствуют растрескиванию шлаковой корки под воздействием внутренних напряжений. Введение рутила осуществляется для 30 улучшения кроющей способности шлака и улучшения отделимости шлаковой корки от основного металла на участках, прилегающих к гаву. При содержании рутила менее 0,3% его влияние проявля- 3 5 ется слаоо, а при содержании более 1,0% наблюдается ухудшение отделимости шлаковой корки с поверхности шва и формирование резкого перехода шва к основному металлу. 40 Введение дозированных количеств окиси алюминия (глинозема) позволяет точно отрегулировать температуру, интервал затвердевания ч вязкость шлака. Кроме т о ю , при введении оки- 45 си алюминия (глинозема) в количестве 0,7-1,3% шлак характеризуется высоким коэффициентом термического расширения, что обеспечивает самопроизвольное отделение при остывании. Это 50 особенно важно при выполнении корневых швов и швов в уяких разделках. При содержании окиси алюминия (глинозема) менее 0,7% его влияние проявляется слабо, а содержание более 55 1,3% ухудшает технологические свойства шлака ввиду повышения температуры плавления. 4 Шлаки новых порошковых проволок имеют температуру плавления 9001000°С, интервал затвердевания 100120°С и обеспечивают межфазное натяжение ^ . ш - 600-700 м Н / м , что позволяет получать равномерную шлаковую * корку, хороший внешний віщ швов и гарантирует отсутствие технологических дефектов в виде зашлаковок и надрывов металла шва. Повышение надежности защиты расплавленного металла при колебаниях режима сварки обеспечивается также путем дополнительного введения фторсиликатов К и Na в количествах 0,52,2%. При этом наличие в шихте фторсилккатов способствует снижению поглощения водорода металлом шва. Такая карбонатно-флюоригная основа шлака при хороших технологических свойствах характеризуется недостаточной стабильностью горение сварочной дуги И крупнокапельным переносом электродного металла в диапазоне применяемых режимов сварки. Это может служитьпричиной эрозии формирующих ползунов при переходе дуги на ползун или попадании на его рабочую поверхность крупной капли металла. Для устранения этого в состав шихты введены стабилизаторы в виде калиевой или калийнатриевой силикат-глыбы, алюминия и редкоземельных элементов в количестве, %: глыба 0,3-0,7; алюми ний 0,15-0,7; РЗМ (силикомишметалл) 0,1-0,7. При этом возрастает стабильность протекания процесса сварки и t исключается образование надрывов металла шва. Кроме того, РЧМ и алюминий модифицируют металл шва и обеспечивают повышение дисперсности его структуры. Такое комплексное влияние алюминия и РЗМ на металл шва повышает его пластичность и стойкость против хрупкого разрушения. Например, ударная вязкость повышается на 40-50%, а вязкость разрушении, определяемая по величине критического раскрытия трещины,- на 50-60%. Существенно повышается стойкость против образования горячих трещин эа счет изменения морфологии и более равномерного распределения неметаллических включений, в частности сульфидов. Раскисляющая и легируюшая часть шихты помимо указанных А! ч РЗМ (силикомишметалл а) содержит марганец, кремний, молибден, никепь. 107997 6 л у ; отделение шлаковой корки на сверхучастках стыка самопроизвольное; склонность к образованию пор низкая и с в я з а н а с нарушением режимов с в а р Автоматическая сварка порошковых проволок предлагаемых составов выпал - 5 ки по напряжению д у г и ; проплавление ' основного металла в пределах 2-3 мм нялась на образцах труб из .сталей по всему периметру разделки и на всех марок 17ГС» 17Г1С, 09Г2ФБ, Х60 и Х70 участках стыка. Сварка выполнялась на режимах l r J = = 350-500 A; UD * 26-36 В по двухРезультаты испытаний приведены слойной технологии, предусматриваю10 в т а б л . 2, 3 и 4. щей ручную подварку корня шва в с о ответствии с инструкцией ВСН 2—I24— Испытанные порошковые проволоки -80. обеспечивают получение качественных .В процессе испытаний выявлены еле сварных соединений неповоротных стыдующие сварочно-технологические свой - 15 ков труб и по сравнению с проволокой с т в а порошковых проволок. ПП-АН7 (прототипом) - повышение п р о Формирование и внешний вид шва изводительности сварки до 50% и улучхорошие, с гладкой поверхностью и шение механических свойств сварных плавным переходом к основному металсоединений. $ • 1 Экспериментальные составы порошко вых проволок приведены в т а б л . 1. Т а б л и ц а Марка проволоки 1 Содержание компонентов, мас.% Доломит Полевой шпат Плавиковый шпат Рутил Глино- Na.SiF, зем ГЩ-АН24 4 -о и4 1 ,о 0,3 1,0 ПП-АН24С 3,0 0» 5 2 ,0 0,3 0,8 ІШ-АНЗО 3 •0 0 ,6 0,5 1,0 ПП-АН31 2 ,0 о*7 о, 5 1 ,7 1,0 0,6 0,5 . K-'Na Al силикатглыба* 0,7 0 , 15 0,5 0, 7 0,7 0,3 о, 3 2,2 0,3 0, 5 1,-0 Продолжение т а б л . 1 Марка проволоки Содержание компонентов, мас.% РЗМ FeMn і FeSi (Mn>. I (Si» 80%) і 10%) Ni Mo Железный порошок Стальная лента ПП-АН24 0, 2 ,5 о»з 0, 5 0, 15 17 ,4 70 ПП-АН24С о, 7 1 ,2 1,0 2, 0 0, 3 16 , 0 70 ПП-АНЗО о, 2 1 ,6 0,7 1, 2 о, 2 19 ,о 70 ПП-АН31 о, 4 2 ,0 0,5 0, 5 о, 6 17 , 2 70 } П р и м е ч а н и е : ' Na £ SiF 6 может быть полностью заменен на K^SiF^ без изменения сварочно-технологических п о к а з а т е л е й . 107997 Т а б л и ц а Марка проволоки 2 Скорость сварки, м/ч ШІ-АН7 (прототип) 200-350 22-28 4-10 300-500 26-36 8-24 ПП-АН24 ІЇЇІ-АН24С ПП-АН30 ПП-АН31 П р и м е ч а н и е . Сопоставление выполнено для проволок диаметром 2,3 мм. Т а б л и ц а Марка проволоки Механические свойства металла шва и сварного соединения 3 Марка стали Угол МПа Iffla ПП-АН7 (прототип) 610 440 26 62 180 17ПСФ ПП-АН24 630 470 26 66 180 17Г1СФ ПЇЇ-АН24С 640 4°0 28 68 180 09Г2ФБ ПП-АНЗО 630 450 28 65 180 Х90 (ФРГ) ІЇЇІ-АН31 6
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of flux cored wire for arc welding with forced formation of seam
Автори англійськоюPokhodnia Ihor Kostiantynovych, Orlov Leonid Mykolaiovych, Shlepakov Valerii Mykolaiovych, Kutovyi Andrii Mykolaiovych, Starodubtsev Leonid Vasyliovych
Назва патенту російськоюСостав порошковой проволоки для дуговой сварки с принудительным формированием шва
Автори російськоюПоходня Игорь Константинович, Орлов Леонид Николаевич, Шлепаков Валерий Николаевич, Кутовой Андрей Николаевич, Стародубцев Леонид Васильевич
МПК / Мітки
МПК: B23K 35/368
Мітки: порошкового, примусовим, шва, формуванням, склад, зварювання, дугового, дроту
Код посилання
<a href="https://ua.patents.su/6-7767-sklad-poroshkovogo-drotu-dlya-dugovogo-zvaryuvannya-z-primusovim-formuvannyam-shva.html" target="_blank" rel="follow" title="База патентів України">Склад порошкового дроту для дугового зварювання з примусовим формуванням шва</a>
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 101/06, B23K 31/02
Мітки: труб, переважно, примусовим, стиків, багатошарового, спосіб, формуванням, шва, неповоротних, зварювання
Формула / Реферат:
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Орлов Леонід Миколайович, Упирь Віктор Миколайович, Кухаренко Валерій Валерійович, Шлепаков Валерій Миколайович, Петров Олександр Сергійович, Походня Ігор Костянтинович
МПК: B23K 35/368
Мітки: склад, дроту, шихти, порошкового
Формула / Реферат:
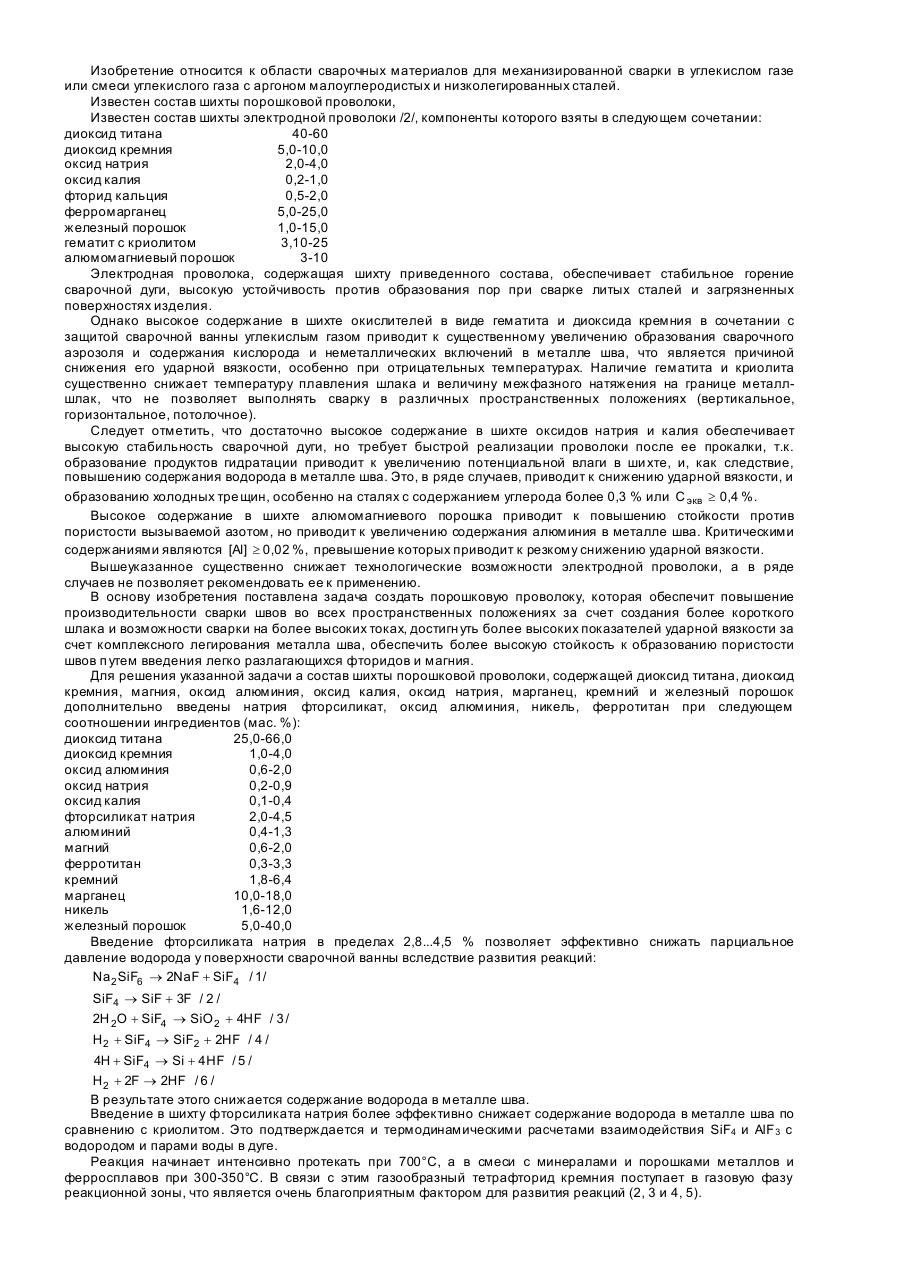
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Бугай Олександр Іванович, Походня Ігор Костянтинович, Рак Петро Іванович, Альтер Володимир Федорович
МПК: B23K 35/40
Мітки: спосіб, виготовлення, порошкового, дроту
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Спосіб виготування порошкового дроту
Номер патенту: 5245
Опубліковано: 28.12.1994
Автори: Бать Юрій Ізрайлевич, Писаренко Федір Олексійович, Бать Сергій Юрійович, Овчінніков Микола Олексійович, Щеглов Сергій Іванович, Ващенко Костянтин Олександрович, Тітієвський Володимир Маркович, Шевченко Юрій Тимофійович, Дюдкін Дмитро Олександрович
МПК: B22F 3/24
Мітки: дроту, спосіб, порошкового, виготування
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование чашеобразной оболочки, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что по оси прокатки оболочку выполняют вогнутой с одной стороны с соотношением высоты выступа к высоте оболочки в пределах 1/4-1/2.
Шихта порошкового дроту

Номер патенту: 3457
Опубліковано: 27.12.1994
Автори: Походня Ігор Костянтинович, Шлєпаков Валерій Миколайович
МПК: B23K 35/30
Мітки: дроту, порошкового, шихта
Попередній патент: Стенд для випробування пневматичних шин
Наступний патент: Індикаторна суміш для контролю герметичності
Випадковий патент: Спосіб лікування патогенно індукованого апоптозу клітин печінки та нирок при медикаментозних ураженнях рифампіцином та ізоніазидом