Склад порошкового дроту
Номер патенту: 19854
Опубліковано: 15.01.2007
Автори: Гавриш Павло Анатолійович, Кассов Валерій Дмитрович, Сєров Ігор Васильович
Формула / Реферат
Склад порошкового дроту, що містить мідну оболонку і осердя, у якому знаходиться плавиковий шпат, кремнефтористий натрій, цирконій, кріоліт, залізний порошок, який відрізняється тим, що додатково склад містить хлористий марганець, мідний порошок, графіт + галагенід заліза, мас. %:
плавиковий шпат 8-10
кремнефтористий натрій 2-4
цирконій 0,6-1,2
кріоліт 5,-6,5
залізний порошок 12-13
хлористий марганець 4-6
мідний порошок 16-19
графіт + галагенід заліза 4-6
оболонка решта.
Текст
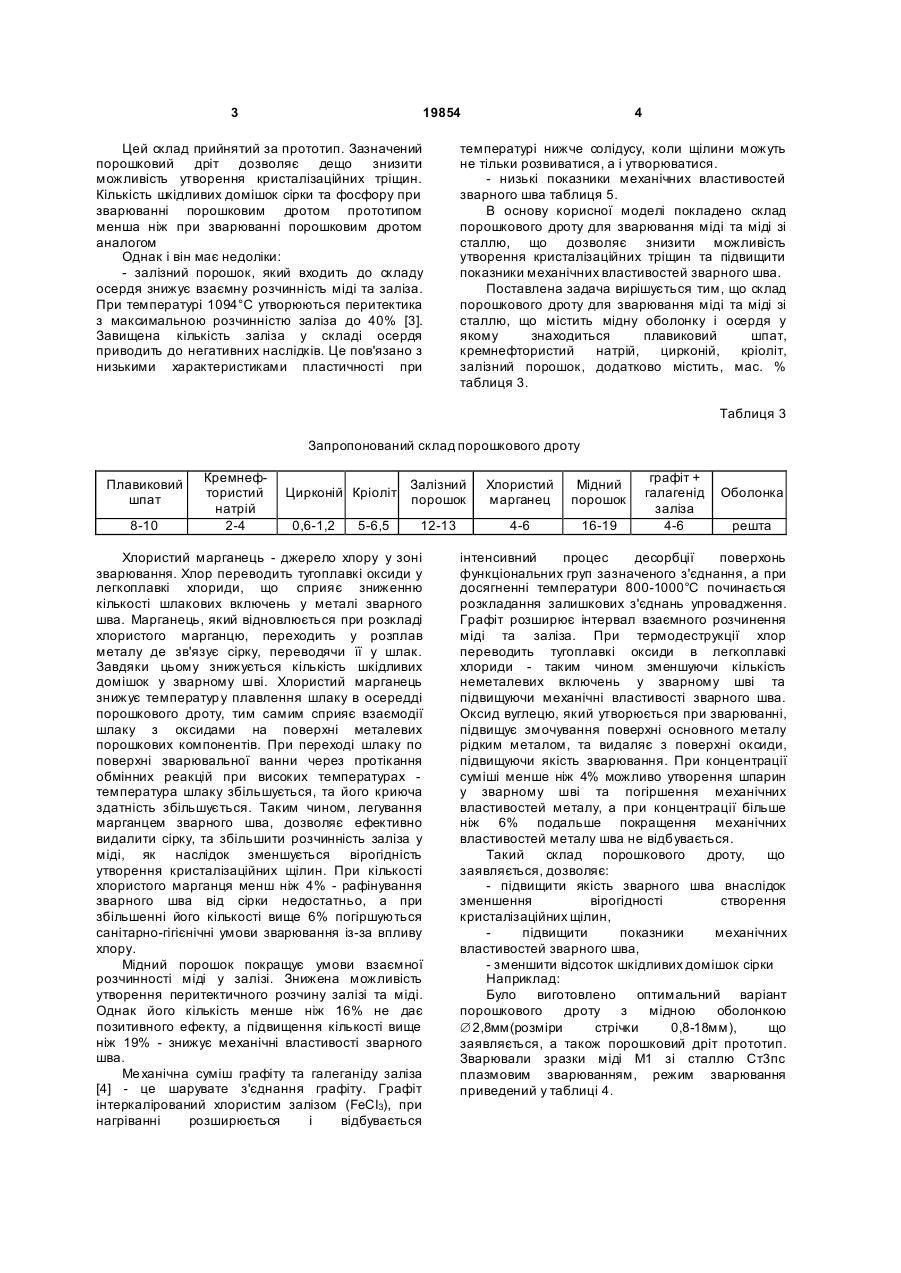
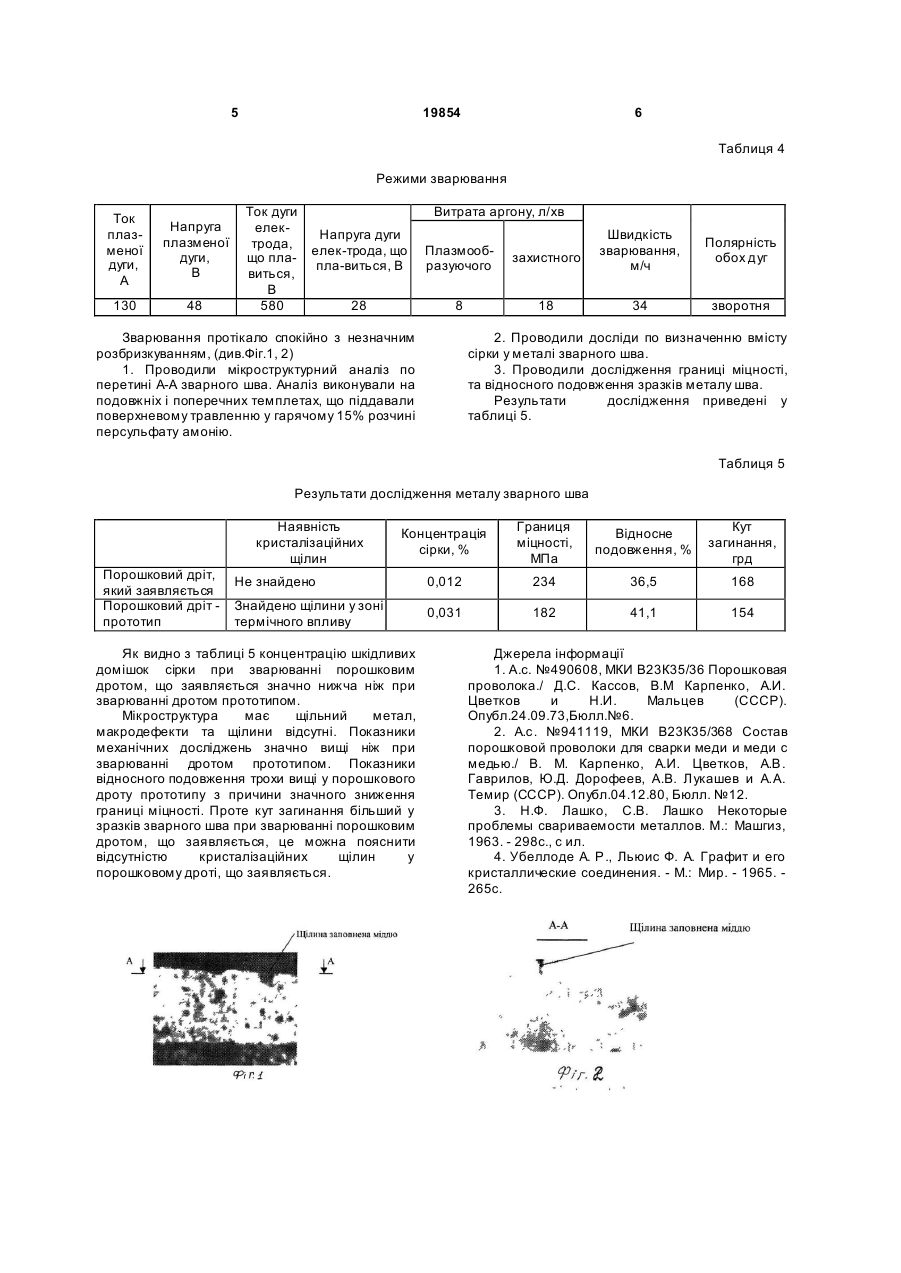
Склад порошкового дроту, що містить мідну оболонку і осердя, у якому знаходиться плавиковий шпат, кремнефтористий натрій, цирконій, кріоліт, залізний порошок, який відрізняє ться тим, що додатково склад містить Феромарганець Феросиліцій Цирконій Графіт Оболонка 2-4 4-8 0,8-1,4 13-17 решта - низька якість зварного шва внаслідок створення кристалізаційних щілин, - низькі показники механічних властивостей зварного шва, - високий відсоток шкідливих домішок сірки та фосфор у. Відомий порошковий дріт [2], що містить мідну оболонку і осердя яке містить, мас. % таблиця 2. Таблиця 2 Склад порошкового дроту прототипу в мас % Плавиковий шпат 12-15 Кремнефтористий натрій 3-5 Феромар- Цирко- Хром Залізний метале Кріоліт Графіт порошок Алюміній Оболонка ганець ній -вий 1,1-1,3 0,9-1,1 6-9 5-6 6-8 52,4-63,5 2,5-3,2 решта (11) Хоча такий порошковий дріт і дозволяє зварювати мідь, мідь зі сталлю, однак завелика кількість графіту у порошковому дроті приводить до зниження взаємної розчинності міді та заліза. Внаслідок цього створюються кристалізаційні щілини, які заповнюються рідкою міддю (Фіг.1). Недоліки аналога: UA Кремнефтористий натрій 15-21 (19) Плавиковий шпат 14-19 19854 Склад порошкового дроту аналога в мас % 3 19854 Цей склад прийнятий за прототип. Зазначений порошковий дріт дозволяє дещо знизити можливість утворення кристалізаційних тріщин. Кількість шкідливих домішок сірки та фосфору при зварюванні порошковим дротом прототипом менша ніж при зварюванні порошковим дротом аналогом Однак і він має недоліки: - залізний порошок, який входить до складу осердя знижує взаємну розчинність міді та заліза. При температурі 1094°С утворюються перитектика з максимальною розчинністю заліза до 40% [3]. Завищена кількість заліза у складі осердя приводить до негативних наслідків. Це пов'язано з низькими характеристиками пластичності при 4 температурі нижче солідусу, коли щілини можуть не тільки розвиватися, а і утворюватися. - низькі показники механічних властивостей зварного шва таблиця 5. В основу корисної моделі покладено склад порошкового дроту для зварювання міді та міді зі сталлю, що дозволяє знизити можливість утворення кристалізаційних тріщин та підвищити показники механічних властивостей зварного шва. Поставлена задача вирішується тим, що склад порошкового дроту для зварювання міді та міді зі сталлю, що містить мідну оболонку і осердя у якому знаходиться плавиковий шпат, кремнефтористий натрій, цирконій, кріоліт, залізний порошок, додатково містить, мас. % таблиця 3. Таблиця 3 Запропонований склад порошкового дроту Плавиковий шпат 8-10 Кремнефтористий натрій 2-4 Цирконій Кріоліт 0,6-1,2 5-6,5 Залізний порошок Хлористий марганец Мідний порошок 12-13 4-6 16-19 Хлористий марганець - джерело хлору у зоні зварювання. Хлор переводить тугоплавкі оксиди у легкоплавкі хлориди, що сприяє зниженню кількості шлакових включень у металі зварного шва. Марганець, який відновлюється при розкладі хлористого марганцю, переходить у розплав металу де зв'язує сірку, переводячи її у шлак. Завдяки цьому знижується кількість шкідливих домішок у зварному шві. Хлористий марганець знижує температур у плавлення шлаку в осередді порошкового дроту, тим самим сприяє взаємодії шлаку з оксидами на поверхні металевих порошкових компонентів. При переході шлаку по поверхні зварювальної ванни через протікання обмінних реакцій при високих температурах температура шлаку збільшується, та його криюча здатність збільшується. Таким чином, легування марганцем зварного шва, дозволяє ефективно видалити сірку, та збільшити розчинність заліза у міді, як наслідок зменшується вірогідність утворення кристалізаційних щілин. При кількості хлористого марганця менш ніж 4% - рафінування зварного шва від сірки недостатньо, а при збільшенні його кількості вище 6% погіршуються санітарно-гігієнічні умови зварювання із-за впливу хлору. Мідний порошок покращує умови взаємної розчинності міді у залізі. Знижена можливість утворення перитектичного розчину залізі та міді. Однак його кількість менше ніж 16% не дає позитивного ефекту, а підвищення кількості вище ніж 19% - знижує механічні властивості зварного шва. Ме ханічна суміш графіту та галеганіду заліза [4] - це шарувате з'єднання графіту. Графіт інтеркалірований хлористим залізом (FeCI3), при нагріванні розширюється і відбувається графіт + галагенід заліза 4-6 Оболонка решта інтенсивний процес десорбції поверхонь функціональних груп зазначеного з'єднання, а при досягненні температури 800-1000°С починається розкладання залишкових з'єднань упровадження. Графіт розширює інтервал взаємного розчинення міді та заліза. При термодеструкції хлор переводить тугоплавкі оксиди в легкоплавкі хлориди - таким чином зменшуючи кількість неметалевих включень у зварному шві та підвищуючи механічні властивості зварного шва. Оксид вуглецю, який утворюється при зварюванні, підвищує змочування поверхні основного металу рідким металом, та видаляє з поверхні оксиди, підвищуючи якість зварювання. При концентрації суміші менше ніж 4% можливо утворення шпарин у зварному шві та погіршення механічних властивостей металу, а при концентрації більше ніж 6% подальше покращення механічних властивостей металу шва не відбувається. Такий склад порошкового дроту, що заявляється, дозволяє: - підвищити якість зварного шва внаслідок зменшення вірогідності створення кристалізаційних щілин, підвищити показники механічних властивостей зварного шва, - зменшити відсоток шкідливих домішок сірки Наприклад: Було виготовлено оптимальний варіант порошкового дроту з мідною оболонкою Æ2,8мм(розміри стрічки 0,8-18мм), що заявляється, а також порошковий дріт прототип. Зварювали зразки міді M1 зі сталлю Ст3пс плазмовим зварюванням, режим зварювання приведений у таблиці 4. 5 19854 6 Таблиця 4 Режими зварювання Ток плазменої дуги, А Напруга плазменої дуги, В 130 48 Ток дуги електрода, що плавиться, В 580 Витрата аргону, л/хв Напруга дуги елек-трода, що пла-виться, В Плазмообразуючого захистного 28 8 18 Зварювання протікало спокійно з незначним розбризкуванням, (див.Фіг.1, 2) 1. Проводили мікроструктурний аналіз по перетині А-А зварного шва. Аналіз виконували на подовжніх і поперечних темплетах, що піддавали поверхневому травленню у гарячому 15% розчині персульфату амонію. Швидкість зварювання, м/ч Полярність обох дуг 34 зворотня 2. Проводили досліди по визначенню вмісту сірки у металі зварного шва. 3. Проводили дослідження границі міцності, та відносного подовження зразків металу шва. Результати дослідження приведені у таблиці 5. Таблиця 5 Результати дослідження металу зварного шва Наявність кристалізаційних щілин Порошковий дріт, який заявляється Порошковий дріт прототип Концентрація сірки, % Границя міцності, МПа Відносне подовження, % Кут загинання, грд Не знайдено 0,012 234 36,5 168 Знайдено щілини у зоні термічного впливу 0,031 182 41,1 154 Як видно з таблиці 5 концентрацію шкідливих домішок сірки при зварюванні порошковим дротом, що заявляється значно нижча ніж при зварюванні дротом прототипом. Мікроструктура має щільний метал, макродефекти та щілини відсутні. Показники механічних досліджень значно вищі ніж при зварюванні дротом прототипом. Показники відносного подовження трохи вищі у порошкового дроту прототипу з причини значного зниження границі міцності. Проте кут загинання більший у зразків зварного шва при зварюванні порошковим дротом, що заявляється, це можна пояснити відсутністю кристалізаційних щілин у порошковому дроті, що заявляється. Джерела інформації 1. А.с. №490608, МКИ В23К35/36 Порошковая проволока./ Д.С. Кассов, В.М Карпенко, А.И. Цветков и Н.И. Мальцев (СССР). Опубл.24.09.73,Бюлл.№6. 2. А.с. №941119, МКИ В23К35/368 Состав порошковой проволоки для сварки меди и меди с медью./ В. М. Карпенко, А.И. Цветков, А.В. Гаврилов, Ю.Д. Дорофеев, А.В. Лукашев и А.А. Темир (СССР). Опубл.04.12.80, Бюлл. №12. 3. Н.Ф. Лашко, С.В. Лашко Некоторые проблемы свариваемости металлов. М.: Машгиз, 1963. - 298с., с ил. 4. Убеллоде А. Р., Льюис Ф. А. Графит и его кристаллические соединения. - М.: Мир. - 1965. 265с. 7 Комп’ютерна в ерстка В. Мацело 19854 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of powder wire
Автори англійськоюHavrysh Pavlo Anatoliiovych, Kassov Valerii Dmytrovych
Назва патенту російськоюСостав порошковой проволоки
Автори російськоюГавриш Павел Анатольевич, Кассов Валерий Дмитриевич
МПК / Мітки
МПК: B23K 35/30
Мітки: склад, порошкового, дроту
Код посилання
<a href="https://ua.patents.su/4-19854-sklad-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Склад порошкового дроту</a>
Склад порошкового дроту
Номер патенту: 71039
Опубліковано: 15.11.2004
Автори: Шлепаков Валерій Миколайович, Наумейко Сергій Михайлович, Походня Ігор Костянтинович
МПК: B23K 35/36, B23K 35/22
Мітки: склад, порошкового, дроту
Формула / Реферат:
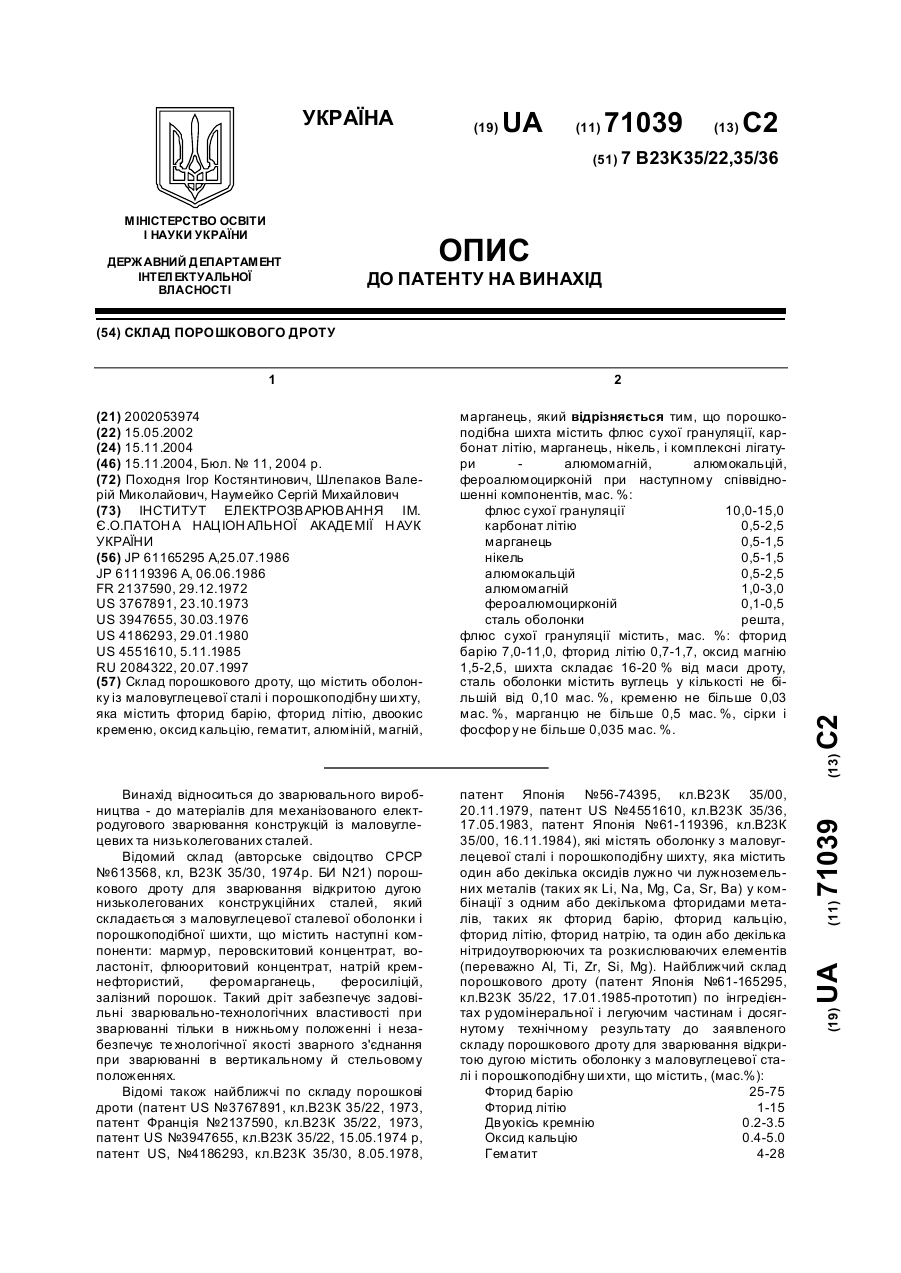
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну шихту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, марганець, який відрізняється тим, що порошкоподібна шихта містить флюс сухої грануляції, карбонат літію, марганець, нікель, і комплексні лігатури - алюмомагній, алюмокальцій, фероалюмоцирконій при наступному співвідношенні компонентів, мас. %: ...
Склад порошкового дроту
Номер патенту: 74469
Опубліковано: 15.12.2005
Автори: Файнберг Леонід Йосипович, Щеголь Володимир Володимирович, Микитенко Олександр Михайлович, Боровиков Олексій Вікторович, Репкін Микола Борисовіч, Тітієвський Володимир Маркович, Алімов Анатолій Миколайович, Бать Сергій Юрійович, Рибаков Анатолій Олександрович
МПК: B23K 35/368
Мітки: склад, дроту, порошкового
Формула / Реферат:
Склад порошкового дроту, який складається з низьковуглецевої стальної оболонки, яка містить вуглець, силіцій, манган, та флюсового порошкоподібного осердя, яке містить титан, бор, фторид кальцію, фторид натрію, манган, хром, молібден, який відрізняється тим, що склад стальної оболонки має таке співвідношення компонентів (в % мас.): вуглець 0,02-0,08 силіцій 0,06-0,40 ...
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів
Номер патенту: 3944
Опубліковано: 15.12.2004
Автори: Фень Євген Костянтинович, Пащенко Валерій Миколайович
МПК: C23C 4/04, C23C 24/00
Мітки: шихти, склад, дроту, покриттів, наповнювача, нанесення, електродугового, порошкового
Формула / Реферат:
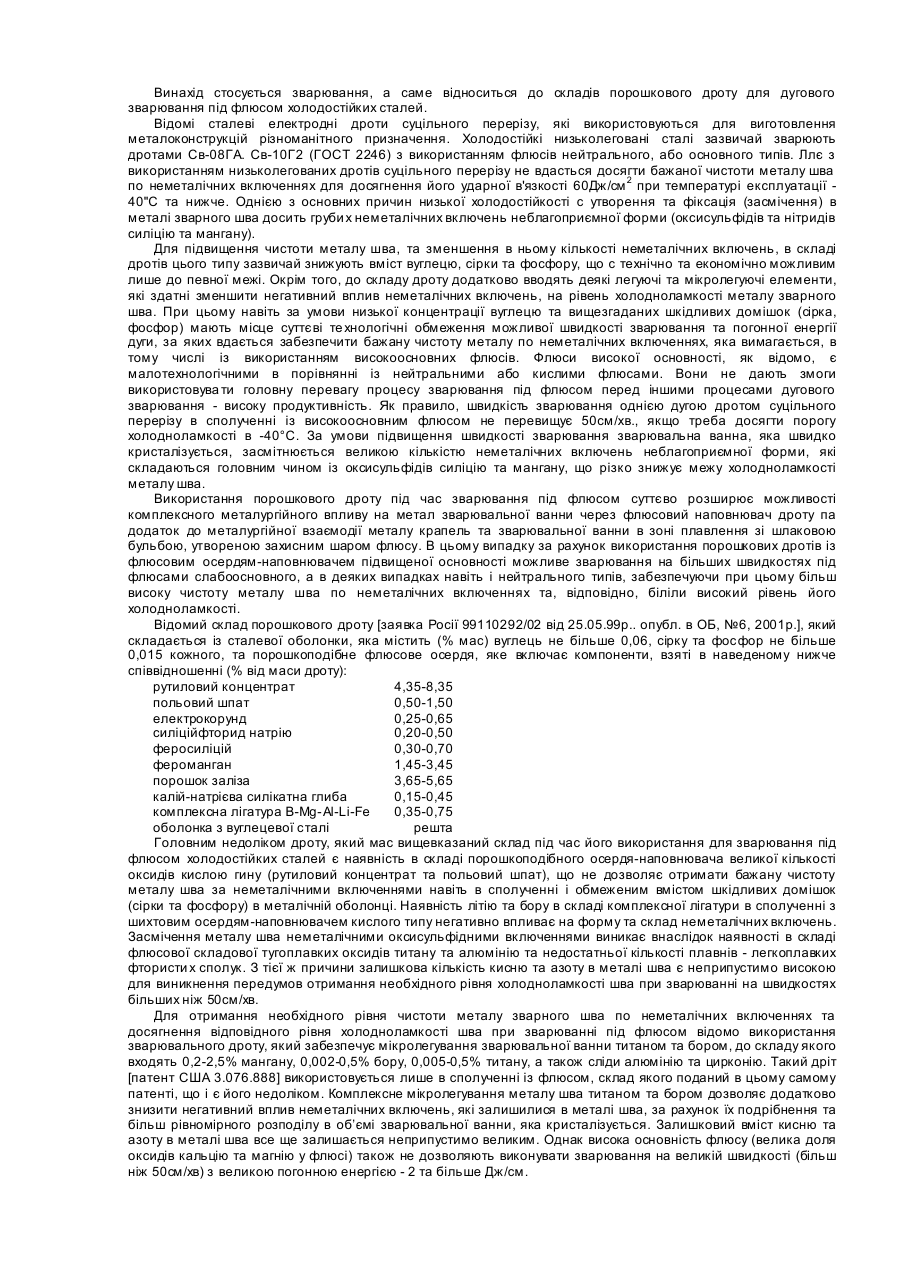
Склад шихти наповнювача порошкового дроту для електродугового нанесення покриттів, що містить порошок заліза, який відрізняється тим, що він додатково містить порошки оксиду алюмінію, плакованого нікелем, феромарганцю та хрому при наступному співвідношенні компонентів, мас. %: оксид алюмінію з нікелем марки ПОАН-50 30-36 феромарганець марки ФМн88 9-12 хром...
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Карпенко Володимир Михайлович, Старицький Максим Вікторович
МПК: B23K 35/02
Мітки: порошкового, конструкція, дроту
Формула / Реферат:
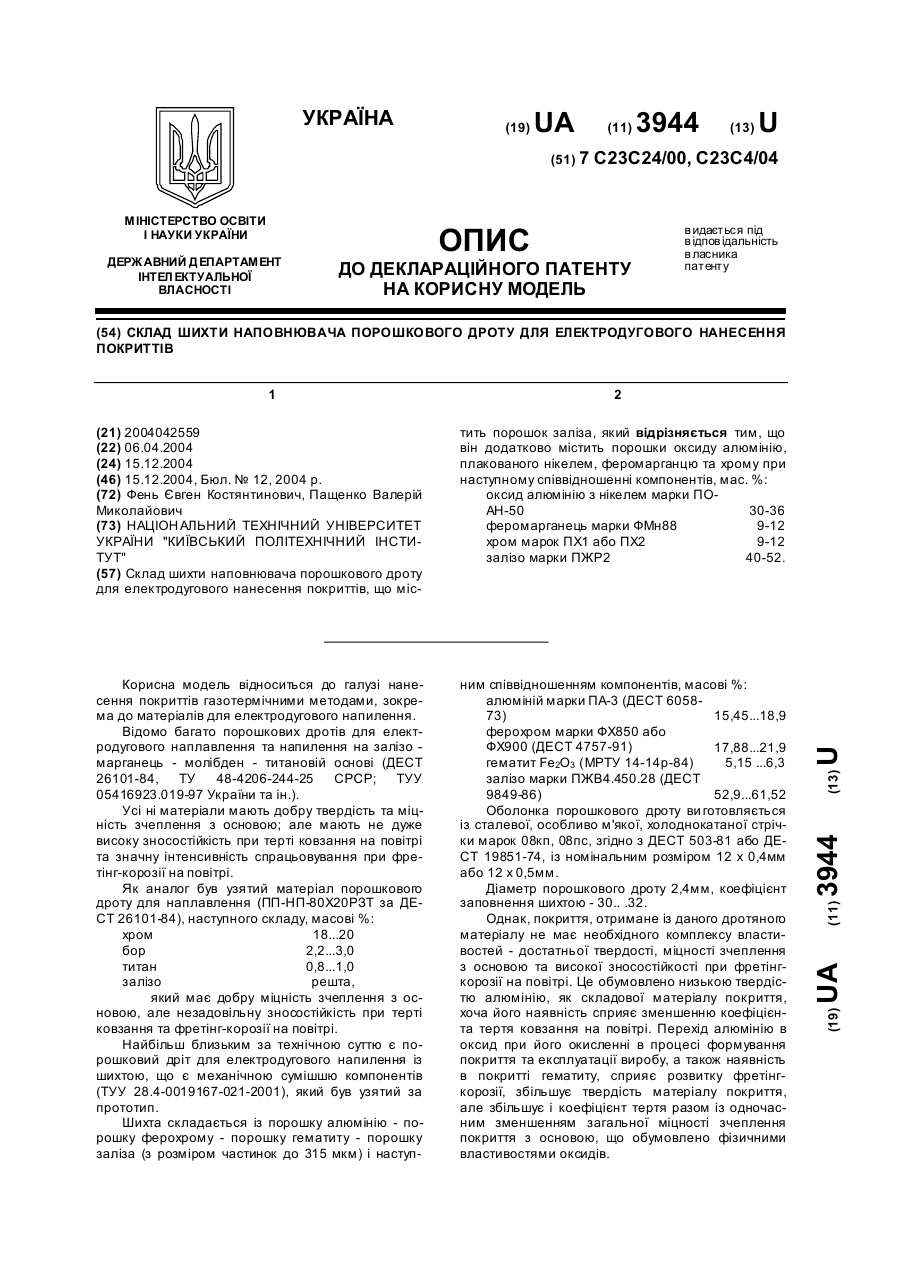
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Склад порошкового дроту для дугового зварювання з примусовим формуванням шва
Номер патенту: 7767
Опубліковано: 26.12.1995
Автори: Походня Ігор Костянтинович, Шлепаков Валерій Миколайович, Кутовий Андрій Миколайович, Стародубцев Леонід Васильович, Орлов Леонід Миколайович
МПК: B23K 35/368
Мітки: формуванням, шва, склад, зварювання, дроту, порошкового, дугового, примусовим
Формула / Реферат:
Состав порошковой проволоки для дуговой сварки с принудительным формированием шва, состоящий из малоуглеродистой стали оболочки и порошкообразной шихты, содержащей плавиковый шпат, глинозем, кремнефтористый натрий, рутиловый концентрат, ферромарганец, ферросилиций, железный порошок, отличающийся тем, что, с целью повышения механических свойств и качества сварного шва, шихта дополнительно содержит доломит, полевой шпат, калий-натриевую...
Попередній патент: Спосіб оцінки ригідності тканин ока
Наступний патент: Спосіб одноразового осіменіння свиноматок
Випадковий патент: Спосіб регулювання діаметра рукава екструдованої плівки