Склад порошкового дроту
Номер патенту: 71039
Опубліковано: 15.11.2004
Автори: Наумейко Сергій Михайлович, Шлепаков Валерій Миколайович, Походня Ігор Костянтинович
Формула / Реферат
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну шихту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, марганець, який відрізняється тим, що порошкоподібна шихта містить флюс сухої грануляції, карбонат літію, марганець, нікель, і комплексні лігатури - алюмомагній, алюмокальцій, фероалюмоцирконій при наступному співвідношенні компонентів, мас. %:
флюс сухої грануляції
10,0-15,0
карбонат літію
0,5-2,5
марганець
0,5-1,5
нікель
0,5-1,5
алюмокальцій
0,5-2,5
алюмомагній
1,0-3,0
фероалюмоцирконій
0,1-0,5
сталь оболонки
решта,
флюс сухої грануляції містить, мас. %: фторид барію 7,0-11,0, фторид літію 0,7-1,7, оксид магнію 1,5-2,5, шихта складає 16-20 % від маси дроту, сталь оболонки містить вуглець у кількості не більшій від 0,10 мас. %, кременю не більше 0,03 мас. %, марганцю не більше 0,5 мас. %, сірки і фосфору не більше 0,035 мас. %.
Текст
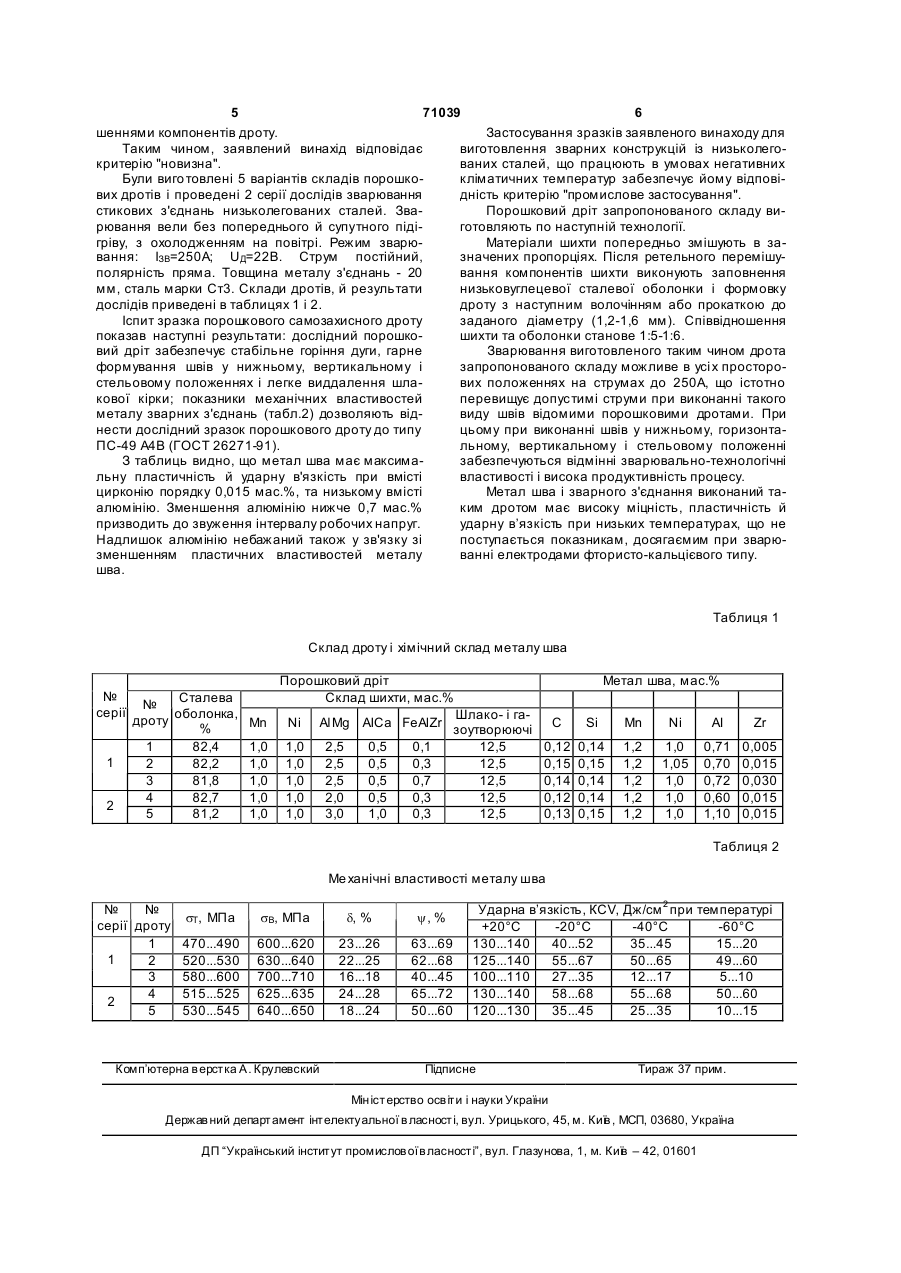
Склад порошкового дроту, що містить оболонку із маловуглецевої сталі і порошкоподібну ши хту, яка містить фторид барію, фторид літію, двоокис кременю, оксид кальцію, гематит, алюміній, магній, C2 1 3 71039 4 Алюміній 4-15 Присутність у ши хті карбонату літію в зазначеМагній 3-12 них кількостях та співвідношенні з іншими матеріМарганець 2-9 алами шихти покращує газовий захист зони плавОкисні і фториди металів, переважно окисні лення металу при зварюванні, дозволяє знизити кремнію, кальцію і фториди барію, літію за точкою вміст азоту в наплавленому металі до рівня 300 зору авторів є газозахисними матеріалами і вклюррт, покращує стабільність горіння дуги за рахунок чені до складу шихти разом із сполученнями оксивисоких іонізуючих властивостей оксиду літію, дів металів для зниження поглинання вологи з який утворюється при дисоціації карбоната. При повітря в процесі зварювання. зменшенні вмісту даного компонента в шихті погіТакий склад порошкового дроту для зварюршуються захисні властивості дроту, а при збільвання конструкцій із низьколегованих сталей відшенні вмісту підвищується розбризкування метаповідно до опису дозволяє підвищити зварювальлу, що призводить до погіршення зварювальноно-технологічні властивості порошкового дроту технологічних властивостей. Для одержання напри зварюванні у різних просторових положеннях. дійного бездефектного шва метал додатково легуПри зварюванні конструкцій із сталей із межею ється комплексними сплавами, що місять нітридотекучості від 385 до 550 МПа рівень холодостійкоутворюючий елемент-алюміній та цирконій, які сті металу зварного шва є недостатнім через відзв'язують азот у твердому розчині у нітриди. Алюсутність у даному складі ши хти дроту компонентів міній та цирконій у шихту вводять у вигляді порошіз високими модифікуючими властивостями. Це ків алюмомагнію, фероалюмоцирконію та алюмопризводить до зменшення опірності металу шва кальцію. Необхідність введення алюмінію у вигляді крихкому руйнуванню і працездатності зварного алюмомагнію обумовлена тим, що при зварюванні з'єднання конструкцій. Наявність у ши хті значної відкритою дугою в металі шва присутня значна кількості алюмінію призводить до погіршення плакількість кисню, і для того щоб увесь алюміній вистичних властивостей зварювальних з'єднань, так трачався на зв'язування азоту у твердому розчині, як алюміній є феритизатором. а не на утворення оксидів у рідкому металі його Крім того, наявність у ши хті дроту - прототипу необхідно захищати магнієм. оксиду заліза та кремнію призводить до погіршенВведення в шихту порошкового дроту алюмоня відокремленості шлакової кірки з поверхні мекальцію в зазначених кількостях дозволяє прямим талу шва і погіршенню плавності границі сплавшляхом рафінувати метал від сірки на стадії краплення метала шва з основним металом, що лі, при модифікуванні кальцієм металу шва утвознижує якість зварного з'єднання. ряться глобулярні оксисульфіди, які не є концентЗадачею запропонованого винаходу є підвираторами напруг, що дозволяє підвищити щення зварювально-технологічних властивостей в'язкопластичні властивості металу. при зварюванні у всіх просторових положеннях, а Для поліпшення мікроструктури метал шва також підвищення працездатності зварного з'єддодатково легують цирконієм. Цирконій покращує нання конструкції внаслідок збільшення холодоструктур у за рахунок утворення у твердому розчистійкості металу зварного шва при температурах ні дисперсних карбонітридів цирконію, що призводо мінус 60°С. дить до подрібнювання зерна і як наслідок до підВідповідно до нашої пропозиції технічний ревищення холодостійкості металу шва в області зультат досягається тим, що запропонований понизьких температур. Необхідність введення циррошковий дріт складається з маловуглецевої обоконію в шихту дроту у вигляді комплексної лігатури лонки та порошкоподібної шихти , яка містить фероалюмоцирконію обумовлена захистом циркофлюс сухої грануляції, карбонат літію, марганець, нію від окислювання, при введенні цирконію у винікель, і комплексні лігатури алюмомагній, алюмогляді фероалюмоцирконію дисперсні карбонітриди кальцій, фероалюмоцирконій, при наступному цирконію осідають на оксидах алюмінію. Зменспіввідношенні компонентів, мас. %: шення комплексної лігатури в шихті менше зазнаФлюс сухої грануляції 10.0-15.0 ченої нижньої границі призводить до зниження Карбонат літію 0.5-2.5 ударної в’язкості металу зварних з'єднань, вміст Марганець 0.5-1.5 лігатури у ши хті ви ще зазначеної верхньої границі Нікель 0.5-1.5 призводить до значного росту міцності металу Алюмокальцій 0.5-2.5 шва, зниженню його пластичності. Алюмомагній 1.0-3.0 Так як алюміній є феритизатором, то для поФероалюмоцирконій 0.1-0.5 дрібнювання зерна і розширення γ-області переСталь оболонки решта творень необхідно вводити аустенизатори - марФлюс сухої грануляції містить мас. %: фторид ганець і нікель. Зазначені кількості марганцю і барію 7.0-11.0, фторид літію 0.7-1.7, оксид магнію нікелю при легування шва алюмінієм у указаних 1.5-2.5. границях узяті з розрахунку забезпечення високої Присутність у флюсі фторидів барію, літію й ударної вя'зкості металу шва при низьких темпеоксиду магнію в зазначених границях забезпечує, з ратурах при границі текучості не менше 450-550 урахуванням оксидів які утворюються при взаємоМПа. дії легуючих елементів з киснем, утворення відноПорівняльний аналіз заявленого порошкового сно "короткого" швидко твердіючого шлаку, що дроту з прототипом показав, що заявлений відріззабезпечує зварювання в горизонтальному, вертиняється від відомого наявністю та вмістом компокальному й стельовому положеннях. Зміна співнентів, зокрема як флюс сухої грануляції у суміші з відношення цих компонентів призводить до погіркарбонатом літію, лігатур алюмокальцію і ферошення форми шва. алюмоцирконію, а також кількісними співвідно 5 71039 6 шеннями компонентів дроту. Застосування зразків заявленого винаходу для Таким чином, заявлений винахід відповідає виготовлення зварних конструкцій із низьколегокритерію "новизна". ваних сталей, що працюють в умовах негативних Були виго товлені 5 варіантів складів порошкокліматичних температур забезпечує йому відповівих дротів і проведені 2 серії дослідів зварювання дність критерію "промислове застосування". стикових з'єднань низьколегованих сталей. ЗваПорошковий дріт запропонованого складу вирювання вели без попереднього й супутного підіготовляють по наступній технології. гріву, з охолодженням на повітрі. Режим зварюМатеріали шихти попередньо змішують в завання: ІЗВ=250A; UД=22В. Струм постійний, значених пропорціях. Після ретельного перемішуполярність пряма. Товщина металу з'єднань - 20 вання компонентів шихти виконують заповнення мм, сталь марки Ст3. Склади дротів, й результати низьковуглецевої сталевої оболонки і формовку дослідів приведені в таблицях 1 і 2. дроту з наступним волочінням або прокаткою до Іспит зразка порошкового самозахисного дроту заданого діаметру (1,2-1,6 мм). Співвідношення показав наступні результати: дослідний порошкошихти та оболонки станове 1:5-1:6. вий дріт забезпечує стабільне горіння дуги, гарне Зварювання виготовленого таким чином дрота формування швів у нижньому, вертикальному і запропонованого складу можливе в усі х просторостельовому положеннях і легке виддалення шлавих положеннях на струмах до 250А, що істотно кової кірки; показники механічних властивостей перевищує допустимі струми при виконанні такого металу зварних з'єднань (табл.2) дозволяють відвиду швів відомими порошковими дротами. При нести дослідний зразок порошкового дроту до типу цьому при виконанні швів у нижньому, горизонтаПС-49 А4В (ГОСТ 26271-91). льному, вертикальному і стельовому положенні З таблиць видно, що метал шва має максимазабезпечуються відмінні зварювально-технологічні льну пластичність й ударну в'язкість при вмісті властивості і висока продуктивність процесу. цирконію порядку 0,015 мас.%, та низькому вмісті Метал шва і зварного з'єднання виконаний таалюмінію. Зменшення алюмінію нижче 0,7 мас.% ким дротом має високу міцність, пластичність й призводить до звуження інтервалу робочих напруг. ударну в’язкість при низьких температурах, що не Надлишок алюмінію небажаний також у зв'язку зі поступається показникам, досягаємим при зварюзменшенням пластичних властивостей металу ванні електродами фтористо-кальцієвого типу. шва. Таблиця 1 Склад дроту і хімічний склад металу шва № серії 1 2 Сталева № оболонка, дроту % 1 82,4 2 82,2 3 81,8 4 82,7 5 81,2 Порошковий дріт Склад шихти, мас.% Мn Ni 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 Метал шва, мас.% Шлако- і гаAl Mg АІСа FeAlZr зоутворюючі 2,5 0,5 0,1 12,5 2,5 0,5 0,3 12,5 2,5 0,5 0,7 12,5 2,0 0,5 0,3 12,5 3,0 1,0 0,3 12,5 С Si Μn Ni ΑΙ Zr 0,12 0,15 0,14 0,12 0,13 0,14 0,15 0,14 0,14 0,15 1,2 1,2 1,2 1,2 1,2 1,0 1,05 1,0 1,0 1,0 0,71 0,70 0,72 0,60 1,10 0,005 0,015 0,030 0,015 0,015 Таблиця 2 Ме ханічні властивості металу шва № № серії дроту 1 1 2 3 4 2 5 sТ, МПа sΒ, МПа d, % y, % 470...490 520...530 580...600 515...525 530...545 600...620 630...640 700...710 625...635 640...650 23...26 22...25 16...18 24...28 18...24 63...69 62...68 40...45 65...72 50...60 Комп’ютерна в ерстка А. Крулевский Ударна в’язкість, КСV, +20°С -20°С 130...140 40...52 125...140 55...67 100...110 27...35 130...140 58...68 120...130 35...45 Підписне Дж/см 2 при температурі -40°С -60°С 35...45 15...20 50...65 49...60 12...17 5...10 55...68 50...60 25...35 10...15 Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of powder wire
Автори англійськоюPokhodnia Ihor Kostiantynovych, Shlepakov Valerii Mykolaiovych
Назва патенту російськоюСостав порошковой проволоки
Автори російськоюПоходня Игорь Константинович, Шлепаков Валерий Николаевич
МПК / Мітки
МПК: B23K 35/22, B23K 35/36
Мітки: дроту, склад, порошкового
Код посилання
<a href="https://ua.patents.su/3-71039-sklad-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Склад порошкового дроту</a>
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Старицький Максим Вікторович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: дроту, конструкція, порошкового
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Шихта порошкового дроту для механізованого зварювання у вуглекислому газі
Номер патенту: 49651
Опубліковано: 16.09.2002
Автори: Алімов Анатолій Миколайович, Санько-Новик Андрій Анатолійович, Микитенко Олександр Михайлович
МПК: B23K 35/368
Мітки: зварювання, газі, механізованого, порошкового, шихта, дроту, вуглекислому
Формула / Реферат:
1. Шихта порошкового дроту для механізованого зварювання у вуглекислому газі, що містить діоксид титану, діоксид кремнію, оксид натрію, оксид калію, фторид кальцію, феросиліцій, яка відрізняється тим, що додатково містить титанат калію та комплексну лігатуру титан-силіціум-алюміній-залізо при наступному співвідношенні компонентів, мас.% : діоксид титану 40 - 71 діоксид кремнію ...
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Упирь Віктор Миколайович, Орлов Леонід Миколайович, Петров Олександр Сергійович, Походня Ігор Костянтинович, Шлепаков Валерій Миколайович, Кухаренко Валерій Валерійович
МПК: B23K 35/368
Мітки: шихти, порошкового, дроту, склад
Формула / Реферат:
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Склад порошкового дроту для зносостійкої наплавки
Номер патенту: 13711
Опубліковано: 25.04.1997
Автори: Набатчиков Іван Федорович, Гладкий Петро Васильович, Бухинік Григорій Васильович, Кондратьєв Ігор Олександрович
МПК: B23K 35/368
Мітки: дроту, порошкового, наплавки, склад, зносостійкої
Формула / Реферат:
Состав порошковой проволоки для износостойкой наплавки преимущественно валков горячей прокатки, состоящий из стали оболочки и порошкообразной шихты, содержащей феррохром, феррованадий, ферромарганец, графит, кремне-фтористый натрий, железный порошок, ферромолибден, ферросилиций, отличающийся тем, что, с целью повышения термической стойкости наплавленного металла при высокой стойкости против истирания при повышенных температурах, состав...
Спосіб порядного укладання порошкового дроту на котушку намотувального пристрою
Номер патенту: 35961
Опубліковано: 16.04.2001
Автори: Підгорний Ігор Вікторович, Бордюгов Вячеслав Миколаєвич, Литвинов Віктор Іванович, Тітієвський Володимир Маркович, Горовий Олександр Борисович, Кочевенко Іван Іванович
МПК: B21C 47/02
Мітки: спосіб, порошкового, котушку, укладання, порядного, намотувального, дроту, пристрою
Формула / Реферат:
Спосіб порядного укладення порошкового дроту на котушку намотувального пристрою, що включає в себе супроводження виткоукладальником порошкового дроту від однієї щоки котушки до другої зі швидкістю V = d * f, зупинку і реверс виткоукладальника, який відрізняється тим, що перед намоткою кожної бухти вимірюють діаметр дроту, а супроводження дроту зі швидкістю V проводять протягом укладання в кожному ряді N+0,5 витка і з V=Q...
Попередній патент: Шихта для виготовлення вуглецевмісних вогнетривів (варіанти)
Наступний патент: Нарізне з’єднання для труб та нарізна збірка, яка виконується за допомогою нарізного з’єднання (варіанти)
Випадковий патент: Муфта