Спосіб видалення окалини з гарячекатаних стальних смуг
Номер патенту: 32113
Опубліковано: 12.05.2008
Автори: Жуков Микола Борисович, Кривунь Валентина Степанівна, Сус Степан Павлович
Формула / Реферат
Спосіб видалення окалини з гарячекатаних стальних смуг шляхом подачі ламінарних струменів води низького тиску, який відрізняється тим, що процес бульбашкового режиму кипіння на поверхні смуги встановлюється шляхом турбулізації струменів води підвищенням тиску, що безперервно контролюється в автоматичному режимі пропусканням постійного електричного струму, який в момент генерації парових бульбашок і періодичної зміни електричного опору на межі розділення вода-окалина наводить в індукційній котушці змінну складову електричного струму по частоті й амплітуді.
Текст
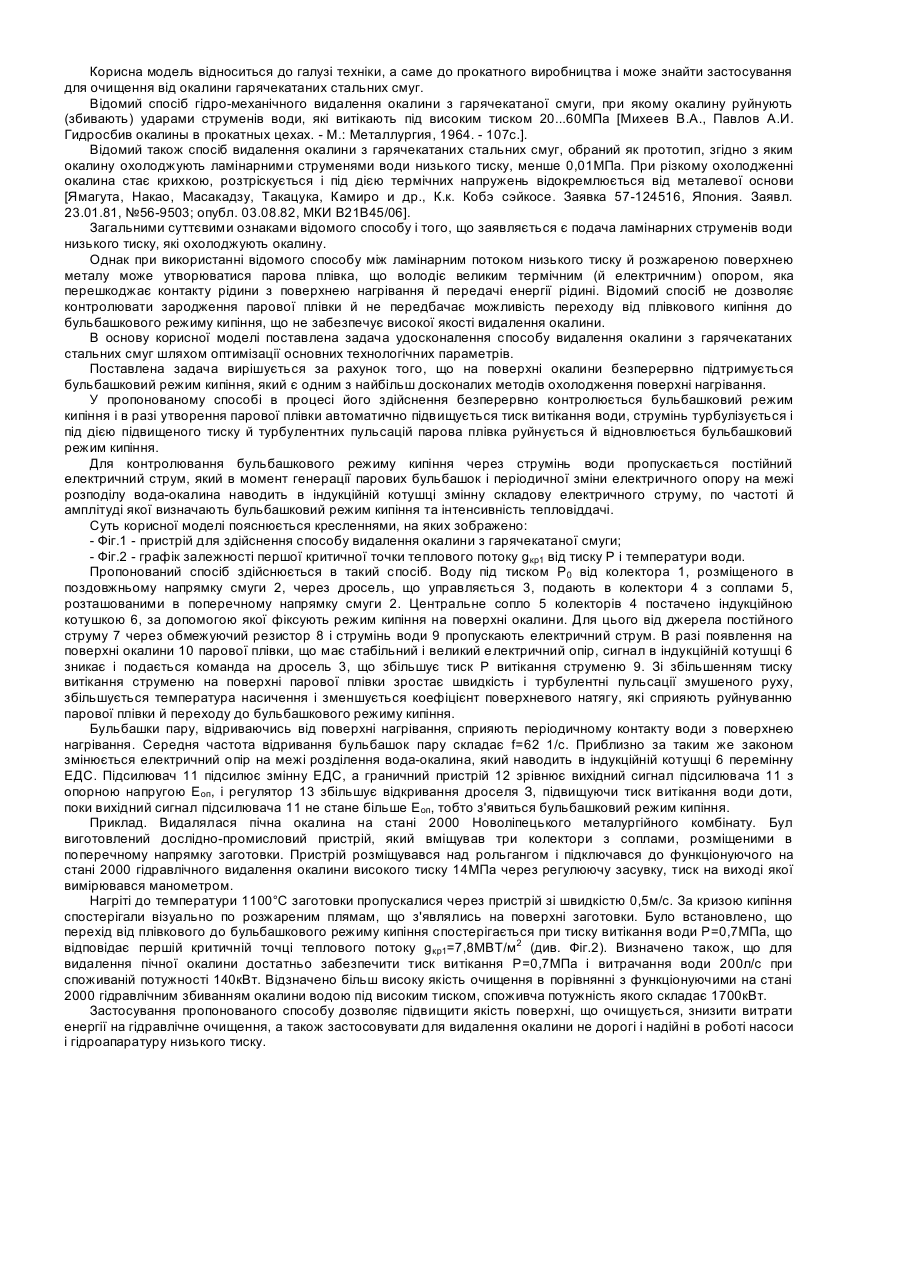
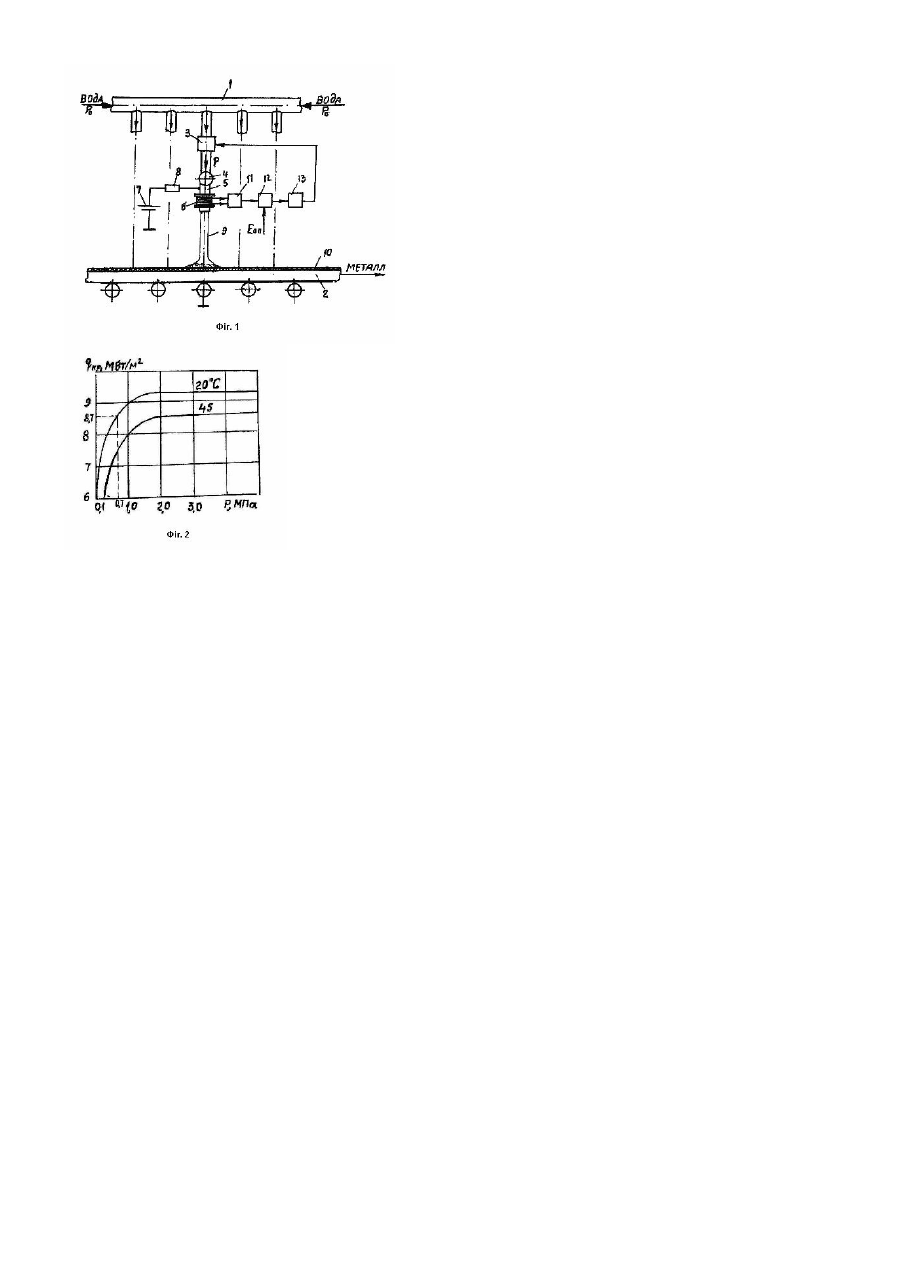
Корисна модель відноситься до галузі техніки, а саме до прокатного виробництва і може знайти застосування для очищення від окалини гарячекатаних стальних смуг. Відомий спосіб гідро-механічного видалення окалини з гарячекатаної смуги, при якому окалину руйнують (збивають) ударами струменів води, які витікають під високим тиском 20...60МПа [Михеев В.А., Павлов А.И. Гидросбив окалины в прокатных цехах. - М.: Металлургия, 1964. - 107с.]. Відомий також спосіб видалення окалини з гарячекатаних стальних смуг, обраний як прототип, згідно з яким окалину охолоджують ламінарними струменями води низького тиску, менше 0,01МПа. При різкому охолодженні окалина стає крихкою, розтріскується і під дією термічних напружень відокремлюється від металевої основи [Ямагута, Накао, Масакадзу, Такацука, Камиро и др., К.к. Кобэ сэйкосе. Заявка 57-124516, Япония. Заявл. 23.01.81, №56-9503; опубл. 03.08.82, МКИ В21В45/06]. Загальними суттєвими ознаками відомого способу і того, що заявляється є подача ламінарних струменів води низького тиску, які охолоджують окалину. Однак при використанні відомого способу між ламінарним потоком низького тиску й розжареною поверхнею металу може утворюватися парова плівка, що володіє великим термічним (й електричним) опором, яка перешкоджає контакту рідини з поверхнею нагрівання й передачі енергії рідині. Відомий спосіб не дозволяє контролювати зародження парової плівки й не передбачає можливість переходу від плівкового кипіння до бульбашкового режиму кипіння, що не забезпечує високої якості видалення окалини. В основу корисної моделі поставлена задача удосконалення способу видалення окалини з гарячекатаних стальних смуг шляхом оптимізації основних технологічних параметрів. Поставлена задача вирішується за рахунок того, що на поверхні окалини безперервно підтримується бульбашковий режим кипіння, який є одним з найбільш досконалих методів охолодження поверхні нагрівання. У пропонованому способі в процесі його здійснення безперервно контролюється бульбашковий режим кипіння і в разі утворення парової плівки автоматично підвищується тиск витікання води, струмінь турбулізується і під дією підвищеного тиску й турбулентних пульсацій парова плівка руйнується й відновлюється бульбашковий режим кипіння. Для контролювання бульбашкового режиму кипіння через струмінь води пропускається постійний електричний струм, який в момент генерації парових бульбашок і періодичної зміни електричного опору на межі розподілу вода-окалина наводить в індукційній котушці змінну складову електричного струму, по частоті й амплітуді якої визначають бульбашковий режим кипіння та інтенсивність тепловіддачі. Суть корисної моделі пояснюється кресленнями, на яких зображено: - Фіг.1 - пристрій для здійснення способу видалення окалини з гарячекатаної смуги; - Фіг.2 - графік залежності першої критичної точки теплового потоку gкр1 від тиску Р і температури води. Пропонований спосіб здійснюється в такий спосіб. Воду під тиском Р0 від колектора 1, розміщеного в поздовжньому напрямку смуги 2, через дросель, що управляється 3, подають в колектори 4 з соплами 5, розташованими в поперечному напрямку смуги 2. Центральне сопло 5 колекторів 4 постачено індукційною котушкою 6, за допомогою якої фіксують режим кипіння на поверхні окалини. Для цього від джерела постійного струму 7 через обмежуючий резистор 8 і струмінь води 9 пропускають електричний струм. В разі появлення на поверхні окалини 10 парової плівки, що має стабільний і великий електричний опір, сигнал в індукційній котушці 6 зникає і подається команда на дросель 3, що збільшує тиск Р витікання струменю 9. Зі збільшенням тиску витікання струменю на поверхні парової плівки зростає швидкість і турбулентні пульсації змушеного руху, збільшується температура насичення і зменшується коефіцієнт поверхневого натягу, які сприяють руйнуванню парової плівки й переходу до бульбашкового режиму кипіння. Бульбашки пару, відриваючись від поверхні нагрівання, сприяють періодичному контакту води з поверхнею нагрівання. Середня частота відривання бульбашок пару складає f=62 1/с. Приблизно за таким же законом змінюється електричний опір на межі розділення вода-окалина, який наводить в індукційній котушці 6 перемінну ЕДС. Підсилювач 11 підсилює змінну ЕДС, а граничний пристрій 12 зрівнює вихідний сигнал підсилювача 11 з опорною напругою Еоп, і регулятор 13 збільшує відкривання дроселя З, підвищуючи тиск витікання води доти, поки вихідний сигнал підсилювача 11 не стане більше Еоп, тобто з'явиться бульбашковий режим кипіння. Приклад. Видалялася пічна окалина на стані 2000 Новоліпецького металургійного комбінату. Бул виготовлений дослідно-промисловий пристрій, який вміщував три колектори з соплами, розміщеними в поперечному напрямку заготовки. Пристрій розміщувався над рольгангом і підключався до функціонуючого на стані 2000 гідравлічного видалення окалини високого тиску 14МПа через регулюючу засувку, тиск на виході якої вимірювався манометром. Нагріті до температури 1100°С заготовки пропускалися через пристрій зі швидкістю 0,5м/с. За кризою кипіння спостерігали візуально по розжареним плямам, що з'являлись на поверхні заготовки. Було встановлено, що перехід від плівкового до бульбашкового режиму кипіння спостерігається при тиску витікання води Р=0,7МПа, що відповідає першій критичній точці теплового потоку gкр1=7,8МВТ/м2 (див. Фіг.2). Визначено також, що для видалення пічної окалини достатньо забезпечити тиск витікання Р=0,7МПа і витрачання води 200л/с при споживаній потужності 140кВт. Відзначено більш високу якість очищення в порівнянні з функціонуючими на стані 2000 гідравлічним збиванням окалини водою під високим тиском, споживча потужність якого складає 1700кВт. Застосування пропонованого способу дозволяє підвищити якість поверхні, що очищується, знизити витрати енергії на гідравлічне очищення, а також застосовувати для видалення окалини не дорогі і надійні в роботі насоси і гідроапаратуру низького тиску.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of descaling of hot-rolled steel strips
Автори англійськоюZhukov Mykola Borysovych, Sus Stepan Pavlovych, Kryvun Valentyna Stepanivna
Назва патенту російськоюСпособ удаления окалины с горячекатаных стальных полос
Автори російськоюЖуков Николай Борисович, Сус Степан Павлович, Кривунь Валентина Степановна
МПК / Мітки
МПК: B21B 45/00
Мітки: стальних, спосіб, гарячекатаних, смуг, окалини, видалення
Код посилання
<a href="https://ua.patents.su/2-32113-sposib-vidalennya-okalini-z-garyachekatanikh-stalnikh-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб видалення окалини з гарячекатаних стальних смуг</a>
Спосіб видалення окалини з гарячекатаної смуги
Номер патенту: 25776
Опубліковано: 27.08.2007
Автор: Жуков Микола Борисович
МПК: B21B 45/04
Мітки: гарячекатаної, видалення, окалини, спосіб, смуги
Формула / Реферат:
Спосіб видалення окалини з гарячекатаної смуги шляхом подачі струменів води під тиском, які створюють на поверхні смуги вузьку зону удару і протяжну зону інтенсивного охолодження, яка в процесі руху смуги залишається нерегульованою, який відрізняється тим, що на вході вузької зони удару безперервно вимірюють температуру поверхні смуги, змінюють довжину протяжної зони інтенсивного охолодження в залежності від виміряної температури і окалину на...
Пристрій і спосіб видалення окалини, яка відшаровується, з поверхні сляба
Номер патенту: 78237
Опубліковано: 15.03.2007
Автори: Ельс Бернхард, Фігер-Шланген Кірстен, Шустер Інго, Арменат Юрген
МПК: B21B 45/04
Мітки: відшаровується, пристрій, окалини, видалення, сляба, яка, поверхні, спосіб
Формула / Реферат:
1. Пристрій для видалення окалини, яка відшаровується, з поверхні сляба, наприклад тонкого сляба, в умовах компактного ливарно-прокатного комплексу, який містить щонайменше слябову розливну машину, пристрій різання сляба, піч для вирівнювання температури і одну або декілька прокатних клітей з моталкою, причому пристрій для видалення окалини являє собою пристрій (11) гідрозбивання окалини, що відшаровується, який має щонайменше розміщені...
Ділянка видалення окалини з поверхні нагрітої заготівки
Номер патенту: 16107
Опубліковано: 17.07.2006
Автори: Євгиненко Ігор Олександрович, Титаренко Олександр Іванович, Бердніков Олег Костянтинович, Смирнов Віктор Григорович
МПК: C21D 1/82
Мітки: окалини, нагрітої, ділянка, видалення, заготівки, поверхні
Формула / Реферат:
Ділянка видалення окалини з поверхні нагрітої заготівки, до складу якої входять засіб доставки заготівки і пристрій для гідровидалення окалини з поверхні нагрітої заготівки, що містить кожух з вікном для розміщення сопел колектора, зчленованого із підвідним трубопроводом, яка відрізняється тим, що засіб доставки заготівки виконаний у вигляді маніпулятора, а пристрій для гідровидалення окалини з поверхні нагрітої заготівки обладнаний привідним...
Пристрій для видалення окалини із плоского прокату
Номер патенту: 21455
Опубліковано: 15.03.2007
Автори: Бердніков Олег Костянтинович, Євгиненко Ігор Олександрович
МПК: B21B 45/04
Мітки: пристрій, плоского, видалення, прокату, окалини
Формула / Реферат:
Пристрій для видалення окалини із плоского прокату, що містить вхідні і вихідні відтискні ролики із встановленими між ними транспортними роликами, а також дві пари колекторів, кожна з яких складається з верхнього та нижнього колектора із соплами, розміщеними в одній парі колекторів по всій довжині, який відрізняється тим, що він оснащений привідними напрямними лінійками з вертикальними стінками, встановленими перед вхідними відтискними...
Пристрій для видалення шламу й окалини з гартівного масляного середовища
Номер патенту: 23730
Опубліковано: 11.06.2007
Автори: Волошин Олексій Іванович, Василенко Микола Іванович, Кисельов Олександр Григорович, Солошенко Сергій Миколайович
МПК: C21D 1/00
Мітки: окалини, гартівного, пристрій, масляного, шламу, видалення, середовища
Формула / Реферат:
Пристрій для видалення шламу й окалини з гартівного масляного середовища, що містить гартівний бак і встановлений в ньому шламозбірник, що являє собою контейнер, бічна поверхня якого оснащена штангами, жорстко закріпленими до неї своїми кінцями, який відрізняється тим, що на кожній із штанг встановлені месдози, сполучені з сигнальним блоком, а на вільних кінцях штанг - вушка, що обперті на відкритий торець згаданого контейнера, при цьому...
Попередній патент: Спосіб приготування каліброваних парогазових сумішей із відомим вологовмістом парів рідини
Наступний патент: Самохід
Випадковий патент: Індукційний нагрівач