Спосіб виготовлення порошкового дроту
Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Свиридов Олександр Володимирович, Гринь Олександр Григорович, Івасенко Микола Миколайович, Шаповалов Константин Петрович

Формула / Реферат
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження ![]() маршруту волочіння.
маршруту волочіння.
Текст
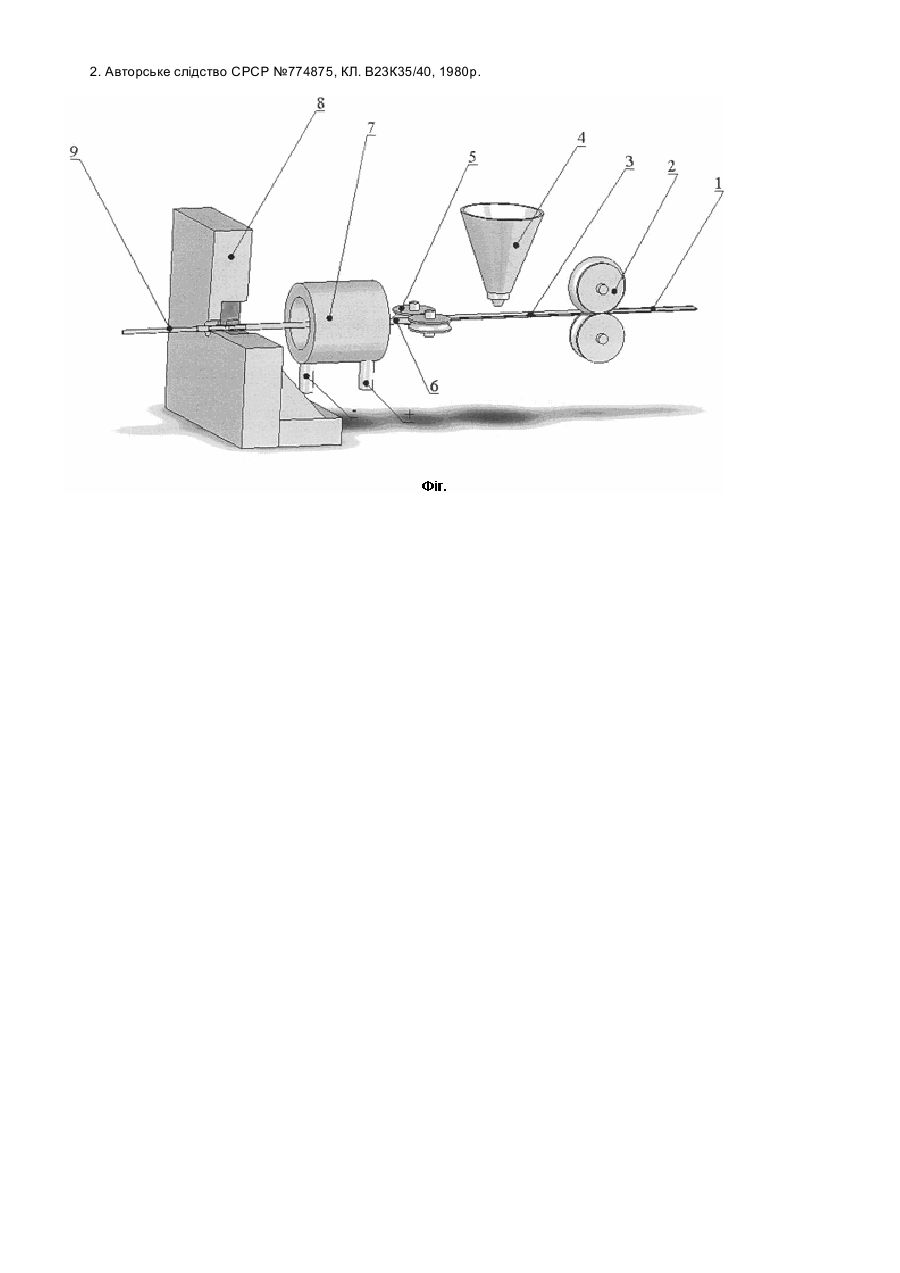
Корисна модель відноситься до галузі техніки, а саме до зварювального виробництва, і може знайти застосування для виготовлення електродних матеріалів дугового зварювання і наплавлення. Відомий спосіб виготовлення порошкових дротів шляхом заповнення металевої оболонки шихтою до складу якої входять тугоплавкі компоненти, наприклад боридні з'єднання, що попередньо гранулюють і спікають [1]. Прототипом корисної моделі є спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповнення цього профілю шихтою, багаторазове сумісне волочіння через волоки до утворення дроту необхідної форми та геометричних розмірів [2]. Недоліком такого способу є те, що при виготовленні порошкових електродів неможливо досягти надійного ущільнення складових наповнювача, що приводить у процесі плавлення до просипання шихтових матеріалів у зварювальну ванну і, як наслідок, до нерівномірного надходження легуючих, розкисляючих та інших компонентів. Нерівномірний характер надходження елементів до зварювальної ванни обумовлює виникнення хімічної макронеоднорідності металу шва і зниження його технологічних та експлуатаційних властивостей. Загальними суттєвими ознаками існуючого способу і способу який заявляється є формування з металевої стрічки жолобчатого профілю, заповнення цього профілю шихтою, багаторазове сумісне волочіння через волоки, до утворення дроту визначеної форми та геометричних розмірів. В основу корисної моделі поставлена задача підвищення теплофізичних характеристик порошкового дроту, а також поліпшення хімічної та структурної однорідності метала звареного шва. Поставлена задача досягається тим, що спосіб виготовлення порошкового дроту, який полягає в формуванні із стрічки суцільного перерізу жолобчатого профілю, заповнення цього профілю шихтою необхідного складу, їх багаторазового сумісного волочіння через волоки до отримання дроту у вигляді оболонки з матеріалу стрічки та серцевини з матеріалу шихти, в нагріванні порошкового дроту до температури 600-650°С, струмами високої частоти, після проходження 1 маршруту волочіння. 2 Застосування підігріву порошкового дроту в проміжку між волоками забезпечує підвищення цільності серцевини, і покращення електричного контакту між складовими шихти, її спікання. Це сприяє утворенню самозахисного порошкового дроту з рівномірним плавленням в процесі зварювання. При нагріванні дроту до Т=0,3Тпл, на початку спікання порошкового матеріалу відбувається видалення вологи й газів із шихти. Зниження електричного опору відбувається в результаті підвищення щільності шихти й поліпшення електричного контакту між фракціями серцевини. Суть запропонованої корисної моделі пояснюється кресленням де зображено: Фіг. технологічна схема виготовлення порошкового дроту; Пропонований спосіб здійснювався таким чином. Холоднокатану металеву стрічку 1 шириною В=12-15мм і товщиною S=0,5-0,8мм безупинно зі швидкістю V=6м/хв, подають в профілеутворюючий пристрій 2, з одночасним дозуванням шихти в отриманий жолоб 3, з автоматичного дозатора 4, і наступного формування стрічки в каліброваних роликах 5, у вихідну трубчату заготівлю 6, діаметром D0. Потім у волокоутворювач 8 надходить заготівля порошкового дроту, що постає в вигляді згорнутої трубки з холоднокатаної стрічки, порожнина якої заповнена сумішшю порошкоподібних матеріалів, певного складу. Надалі здійснювали перетяжку дроту до необхідного діаметра D1, при цьому здійснювали нагрів дроту до Т=500-600°С завдяки пропусканню струму високої частоти, що забезпечується індуктором 7, підключеного до високочастотного генератора ВЧГ -20-60 потужністю Р=20квт. Необхідну величину струму необхідного на нагрівання дроту розраховували з умови теплового балансу I= mc DT 5023 = = 1380A ; Rth 0 .22*2*0. 6 де m - маса дроту що нагрівається, м; c - питома теплоємкість матеріалу, що нагрівається, кдж/кг*К; DT - температура нагріву порошкового дроту, °С; R - електричний опір дроту, Ом; h - к.п.д установки 0,6 t - час затрачений на нагрів дроту довжиною l=200мм; Швидкість нагрівання регулювали змінюючи величину струму за допомогою блоку керування. Зміна стану наповнювача при нагріванні дроту протікала в наступному порядку. При температурі 500°С був відзначений початок спікання складових серцевини дроту. Підвищення температури нагрівання до 600-650°С приводить до інтенсивного зміцнення наповнювача, підвищення щільності шихти і поліпшення електричного контакту між фракціями порошкового матеріалу. Морфологічних змін мінералів не відбувається, до температури 900°С. При нагріванні вище температури 900°С відбувається початок дисоціації мінералів відповідно до реакцій: СаСO3=Са+СО2 Na2Si6=2Na+Si4 2Са2+Si2=Са+Si4 Випробування порошкового дроту, проведені у лабораторних умовах показали, що зварювально-технологічні властивості його відповідають сучасним вимогам. За хімічною і структурною однорідністю металу зварних швів цей дріт значно перевершує порошковий дріт, який був отриманий без підігріву. У зв'язку з тим, що у самозахисного порошкового дроту, виготовленого за даним способом електропровідність майже однакова по всьому перетину завдяки спіканню шихти і виключається відставання плавлення порошкового наповнювача від плавлення металевої оболонки, то дріт дозволяє застосувати високі щільності струму. Це сприяє збільшенню продуктивності наплавлення. Дріт виготовлений відповідно запропонованому способу в порівнянні з прототипом має надійні захисні властивості, що виявляються у меншому вмісті водню та кисню в металі шва, а також характеризується рівномірністю плавлення, що забезпечує низький показник кількості неметалевих включень у наплавленому металі. Джерела інформації: 1. Авторське слідство СРСР №257277, КЛ. 23К35/40, 1967р. 2. Авторське слідство СРСР №774875, КЛ. В23К35/40, 1980р.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing powder wire
Автори англійськоюHryn' Oleksandr Hryhorovych, Svyrydov Oleksandr Volodymyrovych, Ivasenko Mykola Mykolaiovych, Shapovalov Konstantyn Petrovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюГринь Александр Григорьевич, Свиридов Александр Владимирович, Ивасенко Николай Николаевич, Шаповалов Константин Петрович
МПК / Мітки
МПК: B23K 35/02
Мітки: спосіб, порошкового, виготовлення, дроту
Код посилання
<a href="https://ua.patents.su/2-32174-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Голуб Денис Михайлович, Волков Дмитро Анатолійович, Старенченко Олександр Володимирович, Катренко Віталій Трофимович
МПК: B23K 35/02
Мітки: самозахисного, виготовлення, порошкового, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Спосіб виготовлення порошкового дроту
Номер патенту: 25898
Опубліковано: 27.08.2007
Автори: Тітієвський Володимир Маркович, Жабкін Віктор Петрович, Дюдкін Дмитро Олександрович, Бать Сергій Юрійович, Кисіленко Володимир Васильович, Шевченко Юрій Тимофійович
МПК: B22F 5/12
Мітки: дроту, виготовлення, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування чашоподібної оболонки, заповнення її порошкоподібним матеріалом, замикання оболонки та її обтискання до одержання необхідного розміру дроту, який відрізняється тим, що по осі прокатки оболонку виконують з виступом, висота якого складає 1/4 - 1/2 висоти оболонки.
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Волков Дмитро Анатолійович, Катренко Віталій Трохимович, Пресняков Віктор Анатолійович
МПК: B22F 3/00
Мітки: порошкового, виготовлення, наплавлення, спосіб, електроконтактного, двосегментного, дроту
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Гринь Олександр Григорович, Бойко Ігор Олександрович, Карпенко Володимир Михайлович, Швороб Сергій Володимирович
МПК: B23K 35/02
Мітки: виготовлення, поліметалевого, порошкового, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 27572
Опубліковано: 12.11.2007
Автори: Гринь Олександр Григорович, Грибков Едуард Петрович, Свиридов Олександр Володимирович, Сатонін Олександр Володимирович
МПК: B23K 35/02
Мітки: спосіб, порошкового, дроту, виготовлення, поліметалевого
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий пресований порошковий дріт прокатують в двороликових опорах з овальним калібром, з коефіцієнтом витяжки μср=1,3 до діаметра d3=3-5 мм.
Попередній патент: Порошковий дріт для зварювання міді
Наступний патент: Пристрій диференційованого захисту електродвигунів від перевантажень
Випадковий патент: Складні гідроножиці