Спосіб витягування деталі у штампі із плоскої заготовки
Номер патенту: 32221
Опубліковано: 12.05.2008
Формула / Реферат
Спосіб витягування деталі у штампі із плоскої заготовки, який полягає у змащенні інструмента та заготовки, який відрізняється тим, що заготовку штампують разом (пакетом) з однією або двома фольговими пластичними прокладками із антифрикційного матеріалу, що виконують роль підшипників ковзання та запобіжників якості поверхні деталі, причому одну з них розташовують між матрицею та заготовкою, а другу - між пуансоном та заготовкою.
Текст
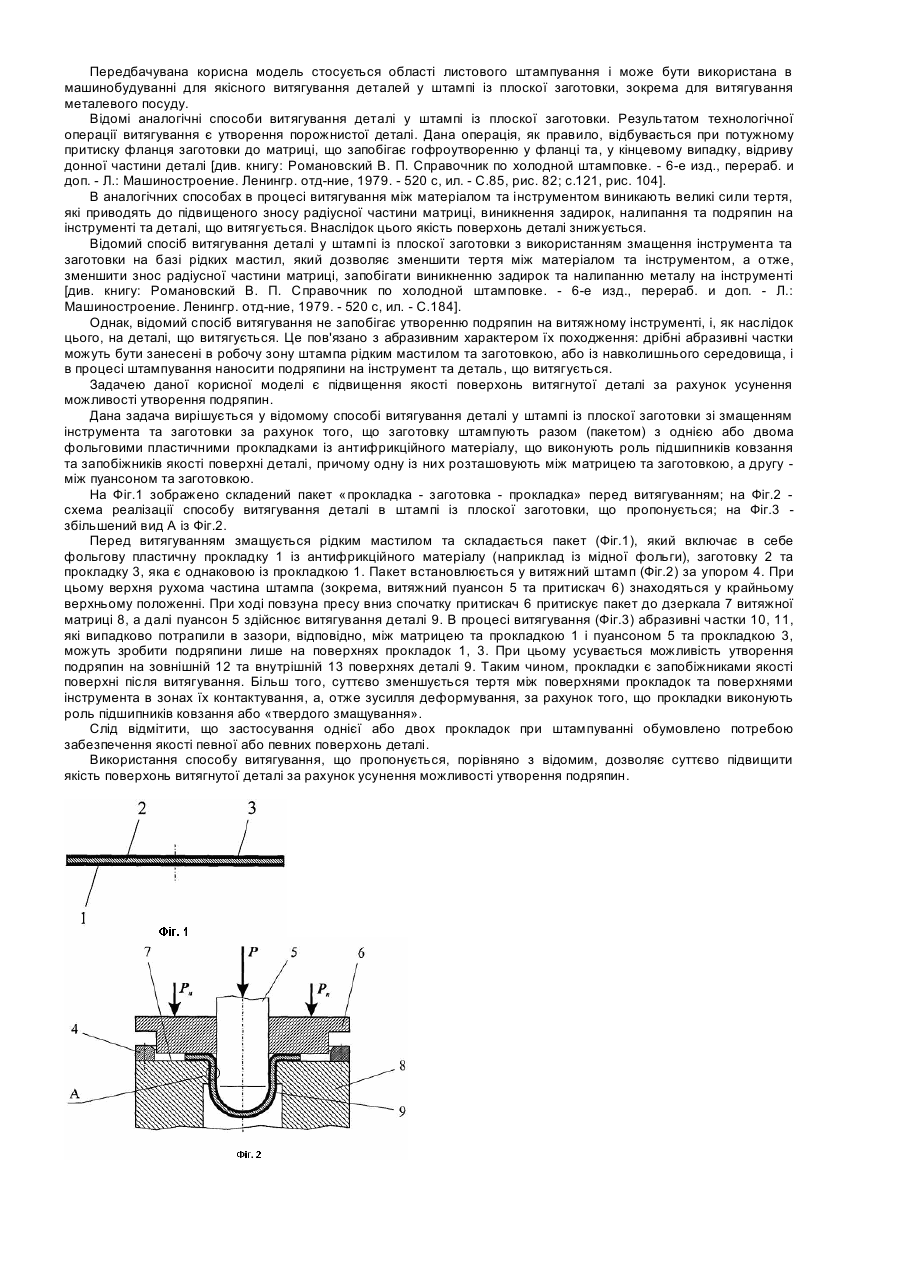
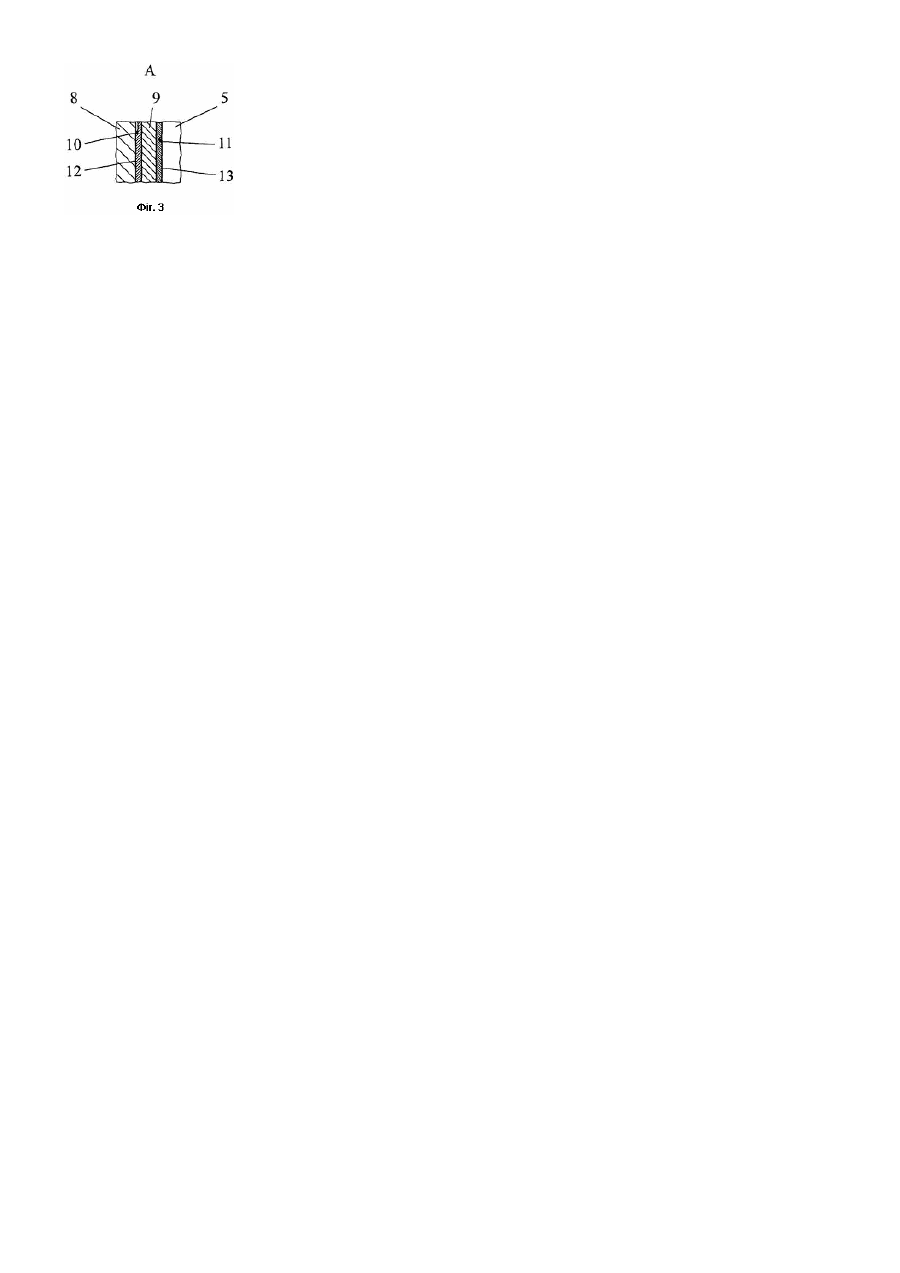
Передбачувана корисна модель стосується області листового штампування і може бути використана в машинобудуванні для якісного витягування деталей у штампі із плоскої заготовки, зокрема для витягування металевого посуду. Відомі аналогічні способи витягування деталі у штампі із плоскої заготовки. Результатом технологічної операції витягування є утворення порожнистої деталі. Дана операція, як правило, відбувається при потужному притиску фланця заготовки до матриці, що запобігає гофроутворенню у фланці та, у кінцевому випадку, відриву донної частини деталі [див. книгу: Романовский В. П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979. - 520 с, ил. - С.85, рис. 82; с.121, рис. 104]. В аналогічних способах в процесі витягування між матеріалом та інструментом виникають великі сили тертя, які приводять до підвищеного зносу радіусної частини матриці, виникнення задирок, налипання та подряпин на інструменті та деталі, що витягується. Внаслідок цього якість поверхонь деталі знижується. Відомий спосіб витягування деталі у штампі із плоскої заготовки з використанням змащення інструмента та заготовки на базі рідких мастил, який дозволяє зменшити тертя між матеріалом та інструментом, а отже, зменшити знос радіусної частини матриці, запобігати виникненню задирок та налипанню металу на інструменті [див. книгу: Романовский В. П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979. - 520 с, ил. - С.184]. Однак, відомий спосіб витягування не запобігає утворенню подряпин на витяжному інструменті, і, як наслідок цього, на деталі, що витягується. Це пов'язано з абразивним характером їх походження: дрібні абразивні частки можуть бути занесені в робочу зону штампа рідким мастилом та заготовкою, або із навколишнього середовища, і в процесі штампування наносити подряпини на інструмент та деталь, що витягується. Задачею даної корисної моделі є підвищення якості поверхонь витягнутої деталі за рахунок усунення можливості утворення подряпин. Дана задача вирішується у відомому способі витягування деталі у штампі із плоскої заготовки зі змащенням інструмента та заготовки за рахунок того, що заготовку штампують разом (пакетом) з однією або двома фольговими пластичними прокладками із антифрикційного матеріалу, що виконують роль підшипників ковзання та запобіжників якості поверхні деталі, причому одну із них розташовують між матрицею та заготовкою, а другу між пуансоном та заготовкою. На Фіг.1 зображено складений пакет «прокладка - заготовка - прокладка» перед витягуванням; на Фіг.2 схема реалізації способу витягування деталі в штампі із плоскої заготовки, що пропонується; на Фіг.3 збільшений вид А із Фіг.2. Перед витягуванням змащується рідким мастилом та складається пакет (Фіг.1), який включає в себе фольгову пластичну прокладку 1 із антифрикційного матеріалу (наприклад із мідної фольги), заготовку 2 та прокладку 3, яка є однаковою із прокладкою 1. Пакет встановлюється у витяжний штамп (Фіг.2) за упором 4. При цьому верхня рухома частина штампа (зокрема, витяжний пуансон 5 та притискач 6) знаходяться у крайньому верхньому положенні. При ході повзуна пресу вниз спочатку притискач 6 притискує пакет до дзеркала 7 витяжної матриці 8, а далі пуансон 5 здійснює витягування деталі 9. В процесі витягування (Фіг.3) абразивні частки 10, 11, які випадково потрапили в зазори, відповідно, між матрицею та прокладкою 1 і пуансоном 5 та прокладкою 3, можуть зробити подряпини лише на поверхнях прокладок 1, 3. При цьому усувається можливість утворення подряпин на зовнішній 12 та внутрішній 13 поверхнях деталі 9. Таким чином, прокладки є запобіжниками якості поверхні після витягування. Більш того, суттєво зменшується тертя між поверхнями прокладок та поверхнями інструмента в зонах їх контактування, а, отже зусилля деформування, за рахунок того, що прокладки виконують роль підшипників ковзання або «твердого змащування». Слід відмітити, що застосування однієї або двох прокладок при штампуванні обумовлено потребою забезпечення якості певної або певних поверхонь деталі. Використання способу витягування, що пропонується, порівняно з відомим, дозволяє суттєво підвищити якість поверхонь витягнутої деталі за рахунок усунення можливості утворення подряпин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of drawing component in die from flat blank
Автори англійськоюBokov Viktor Myhailovych, Troian Maryna Valeriivna
Назва патенту російськоюСпособ вытягивания детали в штампе из плоской заготовки
Автори російськоюБоков Виктор Михайлович, Троян Марина Валерьевна
МПК / Мітки
МПК: B21D 1/00
Мітки: спосіб, витягування, плоскої, штампі, деталі, заготовки
Код посилання
<a href="https://ua.patents.su/2-32221-sposib-vityaguvannya-detali-u-shtampi-iz-plosko-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб витягування деталі у штампі із плоскої заготовки</a>
Спосіб очищення від окалини плоскої заготовки
Номер патенту: 66601
Опубліковано: 17.05.2004
Автори: Діамантопуло Юлія Констянтинівна, Сердюк Олексій Іванович, Капланова Елена Василівна, Гладкий Антон Володимирович
МПК: B21B 45/04
Мітки: очищення, заготовки, плоскої, окалини, спосіб
Формула / Реферат:
Спосіб очищення від окалини плоскої заготовки, який включає очищення плоскої заготовки від окалини шляхом механічного впливу на неї, який відрізняється тим, що механічний вплив на шар окалини здійснюють методом кругової прокатки плоскої заготовки з одночасним локальним знакоперемінним навантаженням периферійної кільцевої частини заготовки.
Спосіб пробивання отворів у штампі
Номер патенту: 35718
Опубліковано: 16.04.2001
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B21D 28/00
Мітки: отворів, спосіб, штампі, пробивання
Формула / Реферат:
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з надкороткою консольною частиною, а знімання деталі з пуансонів - рухомими в напрямку штампування штовхачами, які локально та рівномірно розташовують навколо кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому, довжину...
Спосіб глибокого витягування
Номер патенту: 47766
Опубліковано: 15.07.2002
Автори: Луценко Віктор Олександрович, Коробко Тамара Борисовна, Майоров Дмитро Геннадійович, Майоров Геннадій Іванович
МПК: B21D 22/20
Мітки: спосіб, витягування, глибокого
Формула / Реферат:
Спосіб глибокого витягування, що включає гофрування фланцевої зони, притиск до фланця і витягування, який відрізняється тим, що на фланцевій частині витягують кільцеві гофри між поворотними дисками радіуса r і волочильними ребрами того ж радіуса, при цьому зазор між ними складає 1-1,2 товщини заготовки, а кільцеві гофри формують з періодом 2(2r + S0) і амплітудою, рівною 2(r + S0), де r - радіус скруглення робочого отвору витяжної матриці,...
Штамп для витягування порожнистих виробів
Номер патенту: 31868
Опубліковано: 25.04.2008
Автори: Діамантопуло Констянтин Констянтинович, Тихонський Олександр Адамович, Лісовий Максим Олегович
МПК: B21J 13/02
Мітки: порожнистих, виробів, штамп, витягування
Формула / Реферат:
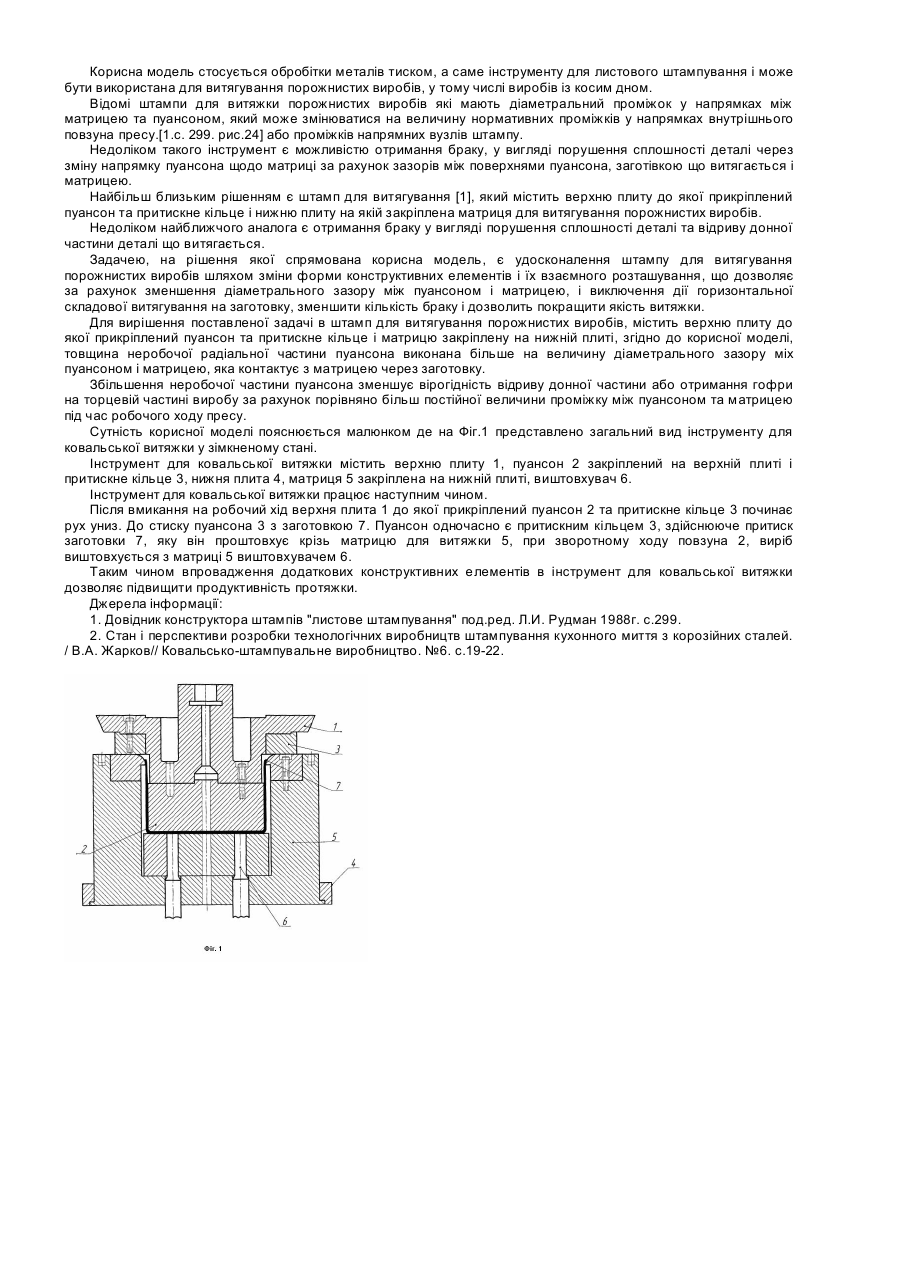
Штамп для витягування порожнистих виробів з листової заготовки, що містить верхню плиту, до якої прикріплений пуансон та притискне кільце, і матрицю, закріплену на нижній плиті, який відрізняється тим, що товщина неробочої радіальної частини пуансона виконана більшою на величину діаметрального зазору між пуансоном і матрицею.
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді
Номер патенту: 36921
Опубліковано: 16.04.2001
Автори: Горященко Сергій Леонідович, Драпак Георгій Мефодійович
МПК: A43D 111/00
Мітки: верху, взуття, спосіб, плоскому, заготовки, вигляді, автоматичного, складання
Формула / Реферат:
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді, що включає операції базування стопки деталей, поштучного відокремлення верхніх деталей від стопок, їх послідовного накопичення в пакет, нанесення скріплюючої речовини на їх верхню поверхню та пресування пакету, який відрізняється тим, що пресуванню одночасно піддається весь попередньо складений пакет деталей, при цьому операція накопичення деталей в пакеті відбувається...
Попередній патент: Циліндричний трієр
Наступний патент: Спосіб очищення перцю від шкірочки
Випадковий патент: Соус червоний з функціональними властивостями