Спосіб пробивання отворів у штампі
Номер патенту: 35718
Опубліковано: 16.04.2001
Автори: Карпенко Лариса Володимірівна, Боков Віктор Михайлович


Формула / Реферат
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з надкороткою консольною частиною, а знімання деталі з пуансонів - рухомими в напрямку штампування штовхачами, які локально та рівномірно розташовують навколо кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому, довжину консольної частини пуансонів визначають за формулою:
L=m+S+n,
де: m - відстань (зазор) між деталлю і пуансонотримачем або кріпильною частиною монолітного пуансона;
m =0...3мм;
S - товщина деталі, яка штампується;
n - глибина занурення пуансона у матрицю;
n = - 0,5...1 мм.
Текст
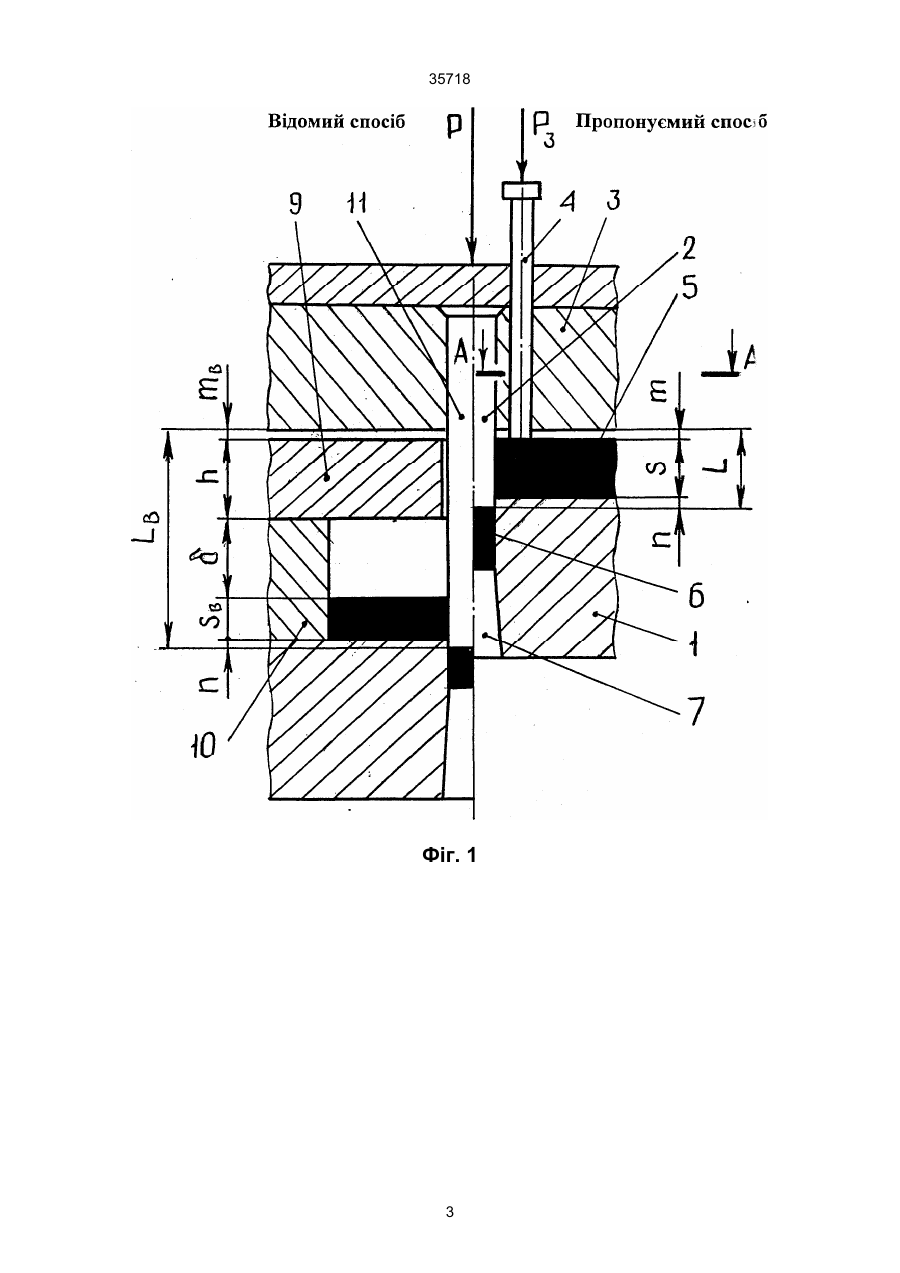
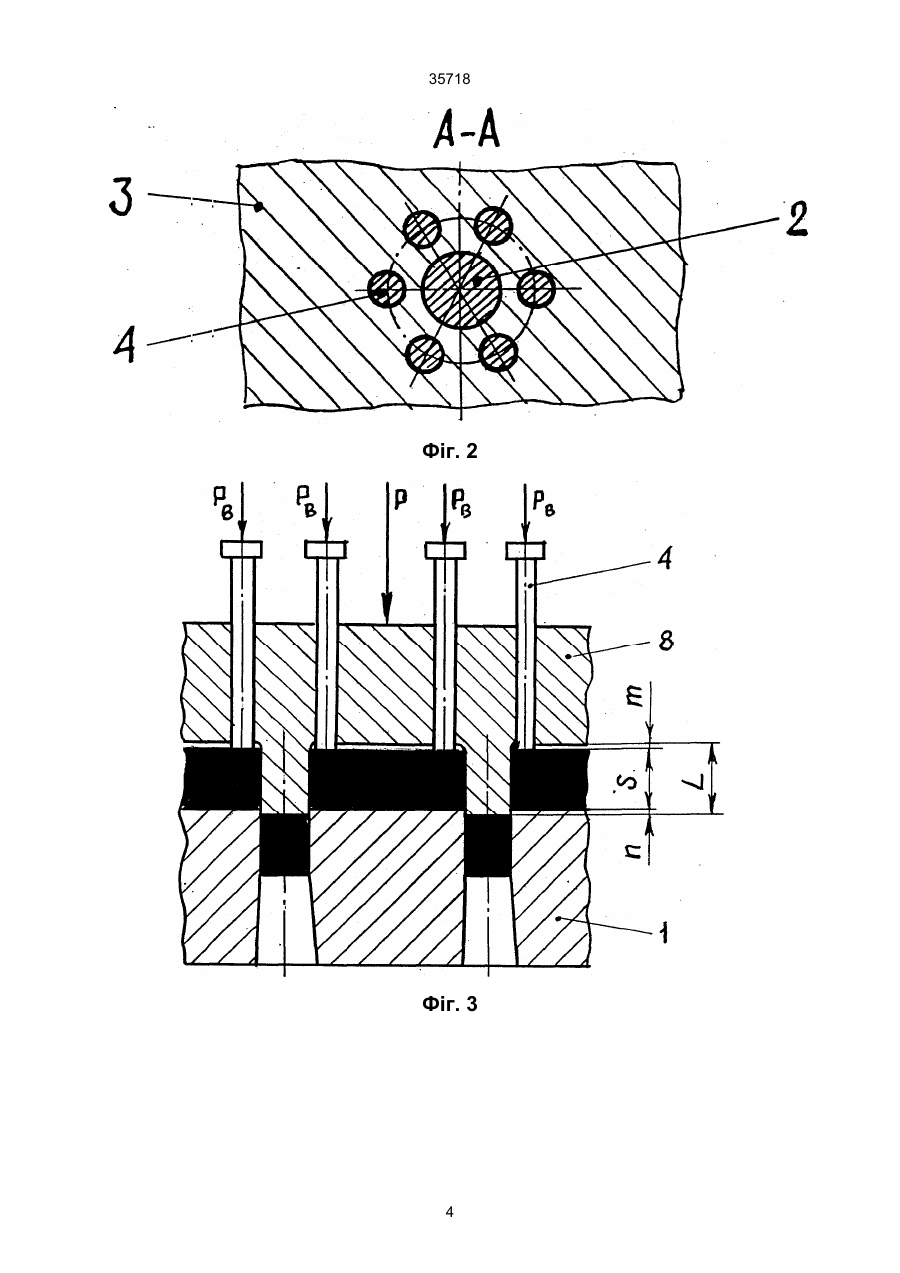
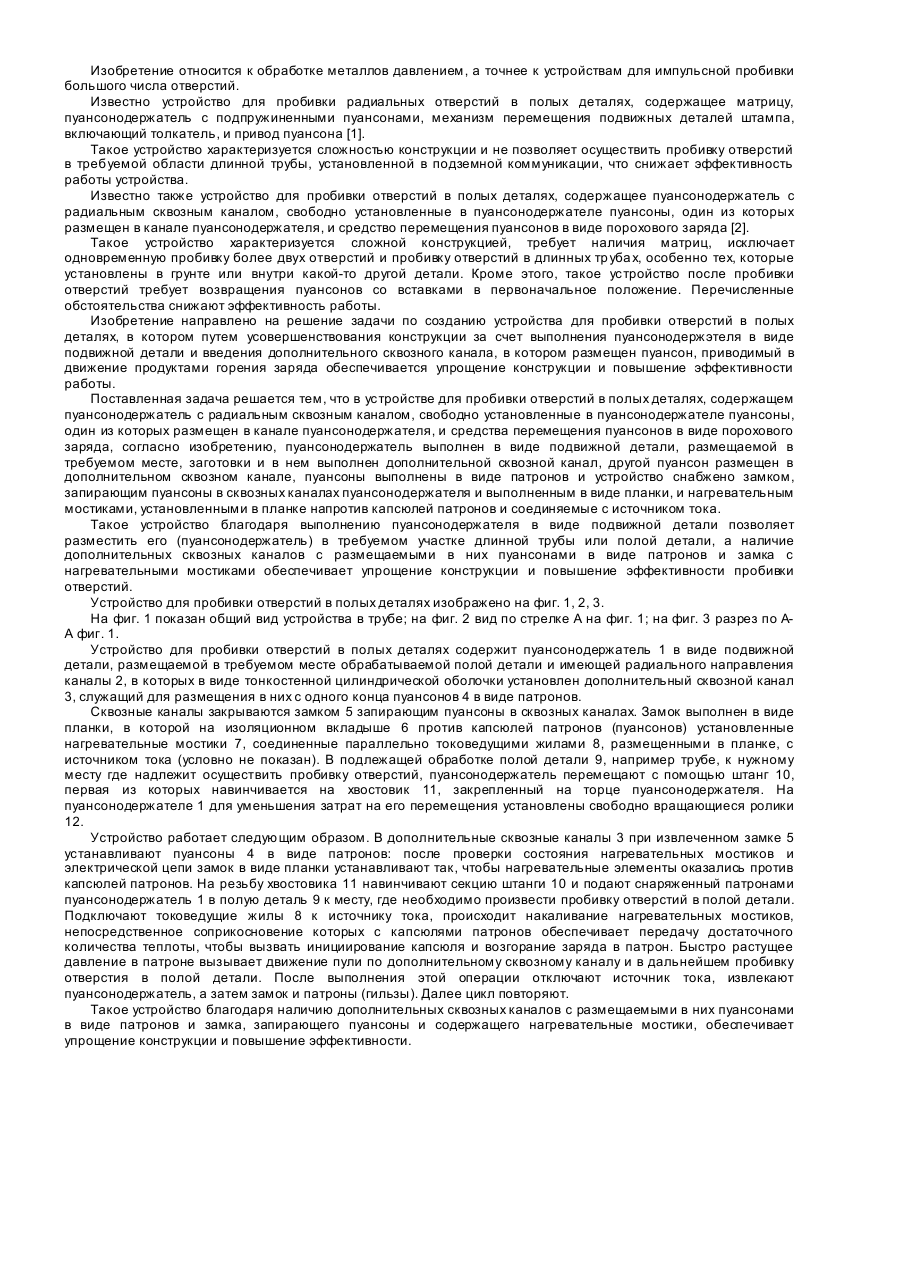
Спосіб пробивання отворів у штампі консольною частиною жорстко закріпленого пуансона без додаткового її направлення, який відрізняється тим, що штампування здійснюють пуансонами з 35718 кожного пуансона на мінімально можливій відстані від його робочої бічної поверхні, причому довжину консольної частини пуансонів визначають за формулою: L=m+S+n, де m – відстань (зазор) між деталлю і пуансонотримачем або кріпильною частиною монолітного пуансона, m=0...3 мм; S – товщина деталі, що штампується; n – глибина занурення пуансона у матрицю, n=-0,5...1 мм. Таке технічне рішення суттєво зменшує довжину консольної частини пуансона до мінімально можливого розміру його робочої частини. При цьому гарантується найбільш можлива усталеність консольної частини пуансона, що позитивно впливає на точність штампування і дозволяє зменшити відносний діаметр d/S отворів, що пробиваються. На наведених фігурах зображено: схему пробивання отвору у штампі відомим (ліворуч) та пропонованим (праворуч) способами при закріпленні пуансона у пуансонотримачі (фіг. 1); переріз А-А, що демонструє рівномірне і локальне розташування штовхачів навколо пуансона у штампі при реалізації пропонованого способу (фіг. 2); схема пробивання двох отворів у штампі надкоротким монолітним пуансоном (фіг. 3). Основними елементами штампа для пробивання отворів (фіг. 1) є матриця 1, пуансон 2 з над короткою довжиною консольної частини L, пуансонотримач 3 та штовхачі 4, що рівномірно та локально розташовані навколо пуансона 2 (фіг. 2). Для пробивання отвору деталь 5 кладуть на матрицю 1 за упорами (на кресленні не показано). При ході повзуна преса вниз пуансон 2 занурюєть ся в деталь 5 і пробиває отвір. Відхід 6 вилучається із штампа крізь провальний отвір 7 у матриці 1. При зворотному ході повзуна (вгору) на відштамповану деталь 5 діють штовхачі 4 рівномірно за контуром пробитого отвору, і знімають її з пуансона 2 без пошкоджень та деформації. Слід відзначити, що пробивання отвору здійснюється пуансоном 2 з над короткою довжиною консольної частини L, яка складається з відстані m між деталлю 5 і пуансонотримачем 3, товщини деталі S та глибини занурення пуансона n у матрицю 1. Якщо задати реальні межі варіювання параметрів m=0...3 мм, n=-0,5...1 мм, то найменша можлива довжина консольної частини пуансона може бути меншою за товщину деталі, що пробивається. Саме це обгрунтовує правомірність вживання терміну ''надкороткий пуансон''. В той час як при реалізації відомого способу пробивання отвору у штампі (див. фіг. 1), де застосовується жорсткий знімач 9 з напрямними планками 10, при інших рівних умовах, довжина консольної частини Lв пуансона 11 перевищує довжину консольної частини L надкороткого пуансона 2 на величину (h+d). Найбільшою жорсткістю, а отже, і найбільшою стійкістю володіє надкороткий монолітний пуансон 8 (фіг. 3), який виготовляється з одного кусеня металу разом з пуансонотримачем із застосуванням електроерозійних методів обробки. Використання даного способу пробивання отворів у штампі, порівняно з відомим, дозволяє: зменшити відносний діаметр отворів, що пробиваються, d/S у 4,5 раза (з 1,5 до 0,33); підвищити точність пробивання на 1-2 квалітети; підвищити стійкість штампів в 1,5-2 раза. 2 35718 Фіг. 1 3 35718 Фіг. 2 Фіг. 3 4 35718 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of punching of die
Автори англійськоюBokov Viktor Myhailovych, Karpenko Larysa Volodymirivna
Назва патенту російськоюСпособ пробивания отверстий в штампе
Автори російськоюБоков Виктор Михайлович, Карпенко Лариса Владимировна
МПК / Мітки
МПК: B21D 28/00
Мітки: отворів, пробивання, штампі, спосіб
Код посилання
<a href="https://ua.patents.su/5-35718-sposib-probivannya-otvoriv-u-shtampi.html" target="_blank" rel="follow" title="База патентів України">Спосіб пробивання отворів у штампі</a>
Пристрій для пробивання отворів в порожнистих деталях
Номер патенту: 2544
Опубліковано: 26.12.1994
Автор: Мішин Володимир Васильович
МПК: B21D 28/24, B21D 26/08
Мітки: пристрій, пробивання, порожнистих, деталях, отворів
Формула / Реферат:
Устройство для пробивки отверстий в полых деталях, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средства перемещения пуансонов в виде порохового заряда, отличающееся тем, что пуансонодержатель выполнен в виде подвижной детали, размещенной а требуемом месте заготовки, и в нем выполнен дополнительный сквозной канал, другой...
Штамп для пробивання отворів в трубах
Номер патенту: 15878
Опубліковано: 30.06.1997
Автори: Поданенко Володимир Ілліч, Шнітман Лев Ісакович
МПК: B21D 28/24
Мітки: пробивання, трубах, штамп, отворів
Формула / Реферат:
(57) Штамп для пробивки отверстий в трубах, содержащий подвижную верхню часть, неподвижную нижнюю плиту, связанный с ней ложемент для установки труб, пуансоны, установленные диаметрально противоположно с возможностью перемещения вдоль горизонтальной оси, механизм их перемещения, включающий клиновые пары с клиньями с односторонними скосами, пружины и деталь, размещенную с возможностью относительного перемещения в полости нижней плиты и...
Пуансон для пробиття отворів
Номер патенту: 589
Опубліковано: 16.10.2000
Автори: Шевченко Тарас Анатолійович, Діамантопуло Костянтин Костянтинович
МПК: B21D 28/34
Мітки: пробиття, отворів, пуансон
Формула / Реферат:
Пуансон для пробиття отворів, що містить опорну, кріпильну та робочу частини, який відрізняється тим, що в торці його робочої частини виконано центровий отвір із змінним діаметром по глибині отвору, причому відношення найбільшого діаметра отвору до діаметра пуансона знаходиться із співвідношення:деdотв - найбільший діаметр центрового отвору, мм;d - діаметр пуансона, мм;S - товщина заготівки, мм;φ...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: C22B 1/24
Мітки: профілей, пробивання, стінках, деталей, співвісних, отворів, штамп, порожнистих, п-подібних
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Штамп для відбортовки отворів в листових заготовках
Номер патенту: 12697
Опубліковано: 28.02.1997
Автори: Шумейко Андрій Дмитрович, Шумейко Дмитрій Іванович, Шумейко Павло Дмитрович
МПК: B21D 28/24, B21D 35/00
Мітки: листових, заготовках, штамп, отворів, відбортовки
Текст:
...ыс и ть и н тенс ив нос ть рас тяж ения материала в рад иальном направлении, что обеспечивает увеличение ко- 30 э ффициента вытяжки. На чертеже показан ш тамп в исход ном и рабочем положениях . Штамп с од ержит верх нюю плиту 1, пуансон-матрицу 2 со с тупенями пробивки 3, отбортовки 4 и выс ту - 35 по м 5, п р иж им 6. Н а ни ж н юю п л и ту 7 штампа опирается отборточная матрица 8 и опорная плита 9. В отбортовочной матрице 8 установлен...