Спосіб глибокого витягування
Номер патенту: 47766
Опубліковано: 15.07.2002
Автори: Коробко Тамара Борисовна, Майоров Дмитро Геннадійович, Майоров Геннадій Іванович, Луценко Віктор Олександрович
Формула / Реферат
Спосіб глибокого витягування, що включає гофрування фланцевої зони, притиск до фланця і витягування, який відрізняється тим, що на фланцевій частині витягують кільцеві гофри між поворотними дисками радіуса r і волочильними ребрами того ж радіуса, при цьому зазор між ними складає 1-1,2 товщини заготовки, а кільцеві гофри формують з періодом 2(2r + S0) і амплітудою, рівною 2(r + S0), де r - радіус скруглення робочого отвору витяжної матриці, який є радіусом поворотного диска, і S0 - початкова товщина заготовки.
Текст
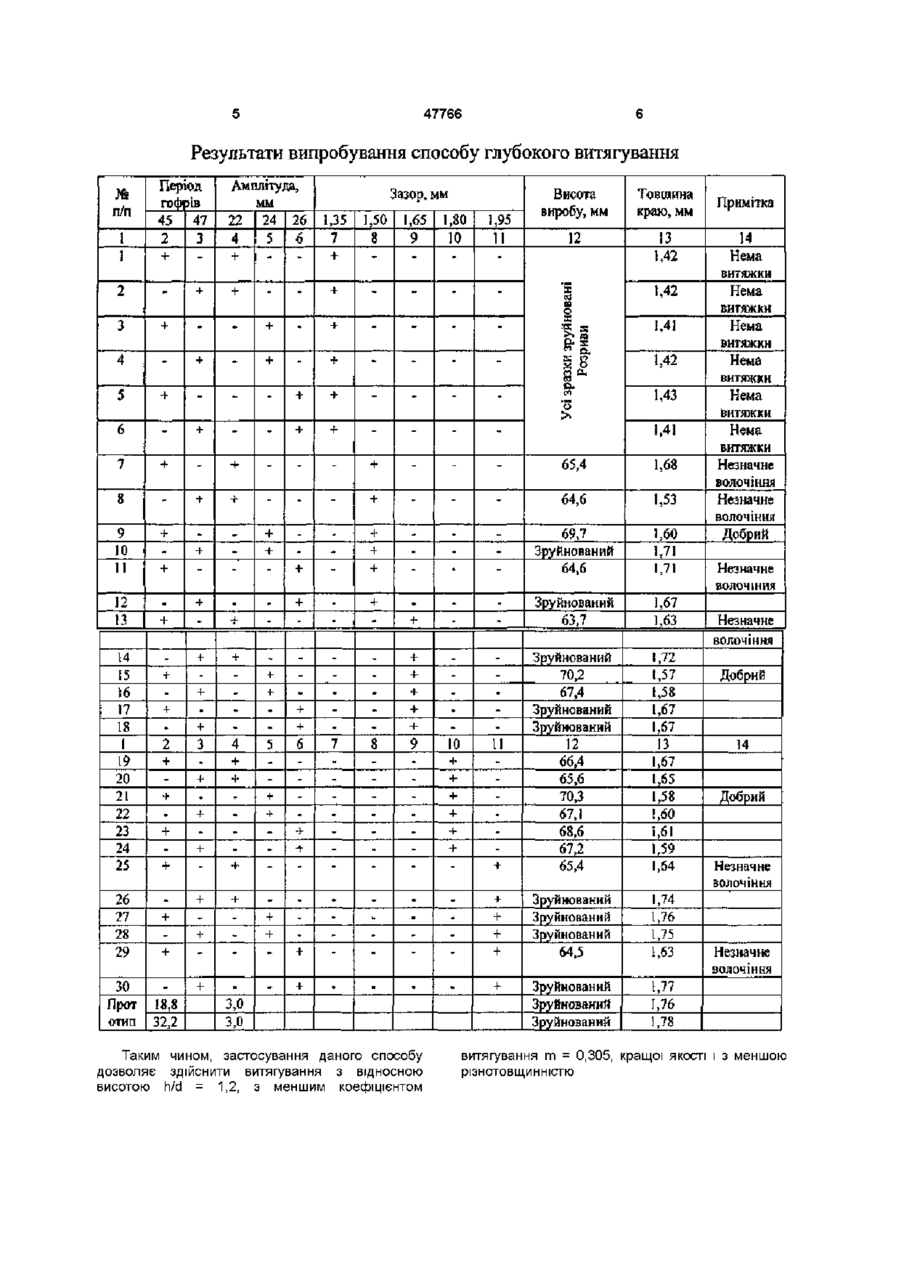
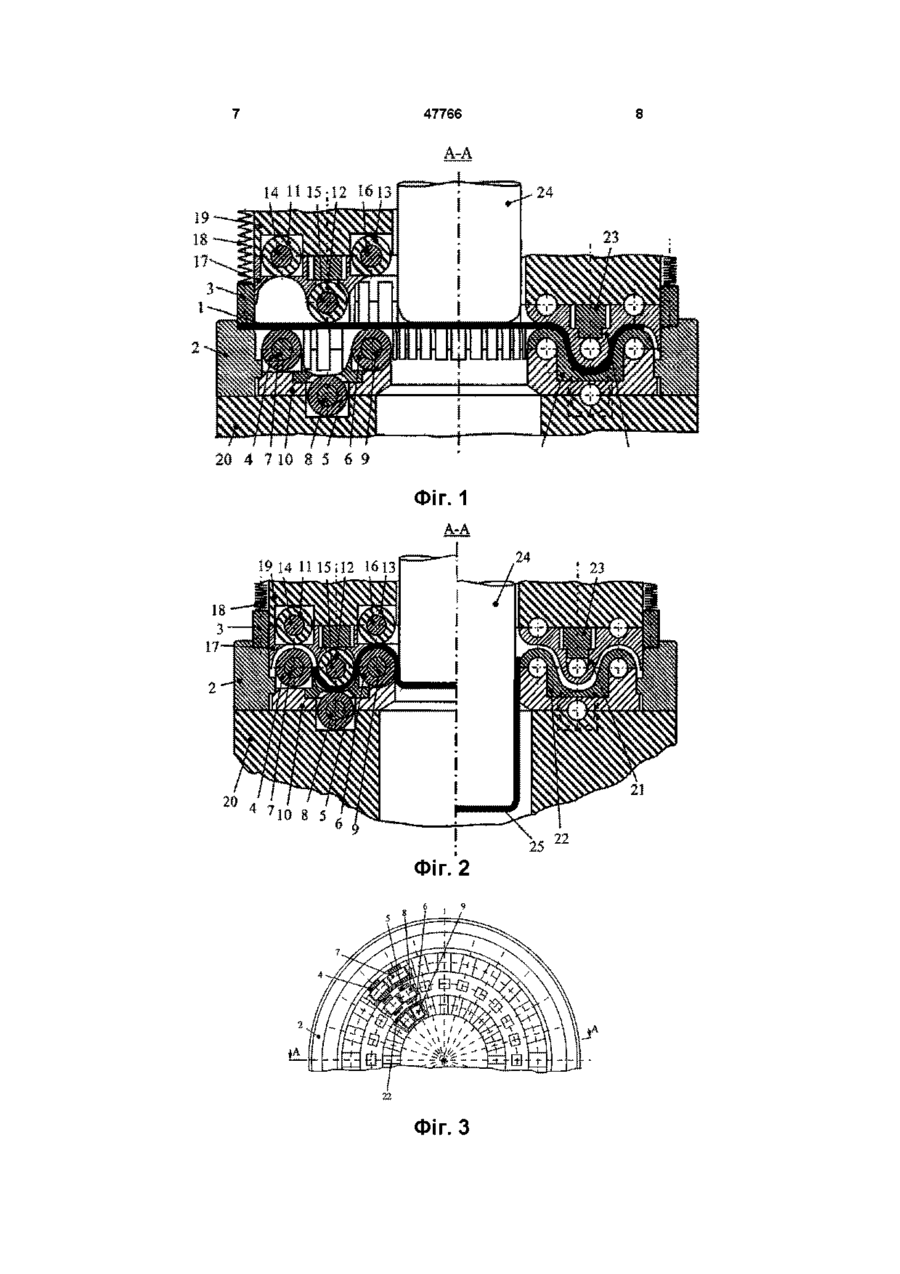
Спосіб глибокого витягування, що включає гофрування фланцевої зони, притиск до фланця і витягування, який відрізняється тим, що на фланцевій частині витягують кільцеві гофри між поворотними дисками радіуса г і волочильними ребрами того ж радіуса, при цьому зазор між ними складає 1-1,2 товщини заготовки, а кільцеві гофри формують з періодом 2(2r + So) і амплітудою, рівною 2(г + So), де г - радіус скруглення робочого отвору витяжної матриці, який є радіусом поворотного диска, і So - початкова товщина заготовки Винахід відноситься до обробки металів тиском, а саме до листового штампування і може бути використаним, наприклад, для одержання циліндричних деталей глибоким витягуванням з тонколистового матеріалу Існує спосіб глибокого витягування, який включає гофрування фланцевої зони, притиск до фланцю та витягування шляхом додатка деформуючого зусилля до гофрованої заготовки, що має плоску центральну частину, та фланцеву частину, яка примикає до неї [Авт свид СССР № 1542665, МКИ В21Д22/20, Бюл № 6, 1990] Недоліком способу є те, що витягування здійснюється між плоскими поверхнями матриці і притискувача, що приводить до незначного збільшення відносної висоти і підвищення різнотовщинності В основу винаходу поставлена задача розробити такий спосіб глибокого витягування у якому за рахунок зміни конфігурації штампу і підбору параметрів перюда і амплітуди гофрів, одержують виріб з більшою величиною відносної висоти (h/d > 0,8) при меншому коефіцієнті витягування, з меншою різнотовщинністю, без зниження якості виробів Поставлена задача досягається тим, що у способі глибокого витягування, що включає гофрування фланцевої зони, притиск до фланцю і витягування, згідно з винаходом, на фланцевій частині витягують кільцеві гофри між поворотними дисками радіусу г і волочильними ребрами того ж радіусу, при цьому зазор між ними складає 1-1,2 товщини заготовки, а кільцеві гофри формують з періодом 2(2r + So) і амплітудою рівною 2(r + So), де г - радіус скруглення робочого отвору витяжної матриці, який є радіусом поворотного диску, і So початкова товщина заготовки, що дозволяє одержати виріб з більшою величиною відносної висоти (h/d > 0,8) при меншому коефіцієнті витягування, зменшити їхню різнотовщинність без зниження якості виробів Вибір інтервалу періоду й амплітуди заготовки в процесі деформування обумовлюється відносною висотою одержуваного виробу, коефіцієнта витягування, різнотовщинністю і якістю продукції Формування кільцеподібного гофру на заготовці під час притиску її до поверхні матриці з періодом менше 2(2r + So) приводить до зменшення величин г і So, що сприяє руйнуванню заготовки Формування кільцеподібного гофру на заготовці з періодом більше 2(2r + So) приводить до того, що на краю заготовки під дією тангенціальних стискуючих напруг з'являться хвилеподібні гофри, що приводять до втрати СТІЙКОСТІ фланцю заготовки і збільшенню його товщини, що приводить до руйнування заготовки Амплітуда кільцевого гофру обрана з розуміння створення найбільшого запасу металу у фланцевій зоні заготовки Тому зменшення амплітуди менше 2(r + So) приведе до зменшення (О (О 47766 величини відносної висоти виробу, а збільшення амплітуди приведе до заклинювання фланця заготовки і розриву матеріалу Зазор між поворотними дисками і волочильними ребрами обраний з наступних міркувань Зменшення зазору менше So приведе до збільшення зусиль волочіння під час витягування, різкому стоншенню заготовки і її наступному руйнуванню Збільшення зазору більше 1,2So приводить до зниження ефекту усунення виникаючого стовщення На фіг 1 показано в ЛІВІЙ частині положення заготовки й інструменту в початковий момент, у правій частині - наприкінці притиску заготовки й утворення кільцевого гофру На фіг 2 показано в ЛІВІЙ частині положення інструмента і заготовки в проміжний момент витягування, у правій частині те ж, заключна стадія витягування На фіг 3 - вид зверху на матрицю Спосіб здійснюється таким чином Заготовку 1 укладають на матрицеутримувач 2 і по контуру притискують додатковим притискувачем 3, прикріпленим до зовнішнього притискного повзуна пресу (не показаний) Поворотні диски 4 - 6 встановлені на осях 7 - 9 і розташовані на матриці 10, а поворотні диски 11 13 встановлені на осях 14 - 16 і розташовані на притискувачі 17 На додатковому притискувачі З встановлені стикуючі пружини 18 Притискувач 17 опирається на опорну плиту 19, а матриця 10 - на опорну плиту 20 Між поворотними дисками 4 - 6 і 1 1 - 1 3 виконані волочильні ребра 21 і обойма 22, що запобігають випаданню осей 13 - 15 і 7 - 9, і служать для додання криволінійної поверхні рознімання між притискувачем 17 і обоймою 22 Для закріплення осей 14 установлене проміжне кільце 23, а витягування виробів відбувається витяжним пуансоном 24 Готова деталь 25 видаляється з зони штампування з допомогою виштовхувача (не показаний) та знімача (не показаний) Після укладання заготовки на матрицеутримувач 2 притискувач 17 починає попередньо деформувати заготовку і притискує и між поворотними дисками 4 - 6 та 11 -13, обоймою 22 і волочильними ребрами 21 Потім починається процес глибокого витягування деталі з попередньо деформованої заготовки На початку процесу витягування виникають сили тертя між заготовкою 1, поворотними дисками 6 і обоймою 22, що спрямовані убік протилежний напрямку витягування Через те, що поворотні диски виконані на опорах ковзання, полегшується процес утягування заготовки 1 у обойму 22 і утягування U-подібного кільцевого гофру у витяжну матрицю 10 Під час витягування необхідно, щоб зазор між поворотними дисками матриці 4 - 6 і притискувача 11 - 13, а також між волочильними ребрами 21 і обоймою 22 знаходився в межах (1 - 1,2)So Під кільцеподібним притискувачем у заготовці виникає об'ємна схема напруженого стану, що характеризується радіальними напругами, що розтягують, і тангенціальними та нормальними, що стискають При цьому спостерігається така ж схема деформованого стану, що зменшує імовірність заклинювання металу під час витягування Приклад застосування способу Спосіб використовували для глибокого витягування виробів на пресі ПГ-125, із заготовки товщиною 1,5мм з МІДІ марки М1 Діаметр листової заготовки дорівнював 185мм Діаметр виробу, що витягається, по середній лінії 56,5мм Коефіцієнт витягування m = 0,305 На заготовку наносилося мастило «Укринол 23» із двох сторін Радіус поворотних дисків 10,5мм Радіус пуансона 6,5мм У таблиці приведені результати випробування способу Знаком «+» позначені використовані значення перемінних при проведенні експериментів Період Т = 2(2r+ So) = 2(2x10,5+ 1,5) = 45мм Амплітуда А = 2(г + So) = 2(10,5 + 1,5) = 24мм 47766 Пер ОД п/п 1 1 гофізів 45 47 2 3 + Амплітуда, M M 24 22 5 4 + 2 6 6 2 + + 3 + + 4 + + 5 + 6 + 7 + + 8 + + • Висота виробу, мм Зазор, мм 1,35 1,50 7 + 3 + + + + 1 , 8 0 9 12 ІЗ 1,42 1,42 + + Примітка 1 , 9 5 1 0 1 1 + + + 1 , 6 5 Товщина краю, мм Усі зразки зруйновані Розриви Результати випробування способу глубокого витягування 65,4 1,68 64,6 1,53 1,41 1,42 14 Нема витяжки Нема витяжки Нема витяжки Нема ВИТЯЖКИ 1,43 1.41 Нема витяжки Нема витяжки Незначне ВОЛОЧІННЯ Незначне ВОЛОЧІННЯ 9 10 11 + + + + + + + + + 69,7 Зруйнований 64,6 1,60 1,71 1,71 Добрий Незначне ВОЛОЧІННЯ 12 ІЗ + + + + • + Зруйнований 63,7 ,67 1,63 Незначне ВОЛОЧІННЯ + + + 3 + 14 І5 16 17 18 1 19 20 21 22 23 24 25 + + 2 + + + + + 4 + + + + + 26 27 28 29 + + + + + + + + + 5 6 + + + + + + + 7 • + + + + + 8 9 1 0 1 1 + + + + + + + + + + Зруйнований 70,2 67,4 Зруйнований Зруйнований 12 66,4 65,6 70,3 67,1 68,6 67,2 65,4 ,72 ,57 ,58 ,67 ,67 13 ,67 ,65 ,58 ,60 ,61 ,59 >64 Зруйнований Зруйнований Зруйнований 64,5 Ц76 1,75 1,63 Добрий 14 Добрий Незначне волочіння 1,74 Незначне ВОЛОЧІННЯ 30 Прот- 18,8 отип 32,2 + 3,0 3,0 + Таким чином, застосування даного способу дозволяє здійснити витягування з відносною висотою h/d = 1,2, з меншим коефіцієнтом Зруйнований Зруйнований Зруйнований 1,77 Г ,76 1,78 витягування m = 0,305, кращої якості і з меншою різнотовщинністю 47766 14 11 15-12 1613 ФІГ. 1 21 2 0 Фіг. 2 Фіг. З 47766 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for deep extension
Автори англійськоюMaiorov Hennadii Ivanovych, Lutsenko Viktor Oleksandrovych
Назва патенту російськоюСпособ глубокой вытяжки
Автори російськоюМайоров Геннадий Иванович, Луценко Виктор Александрович
МПК / Мітки
МПК: B21D 22/20
Мітки: витягування, спосіб, глибокого
Код посилання
<a href="https://ua.patents.su/5-47766-sposib-glibokogo-vityaguvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибокого витягування</a>
Штамп для глибокого витягування
Номер патенту: 47765
Опубліковано: 15.07.2002
Автори: Коробко Тамара Борисовна, Луценко Віктор Олександрович, Майоров Дмитро Геннадійович, Майоров Геннадій Іванович
МПК: B21D 22/02
Мітки: глибокого, витягування, штамп
Формула / Реферат:
Штамп для глибокого витягування циліндричних деталей, що містить вирубний і витяжний пуансони, вирубну і витяжну матриці і притискач, який відрізняється тим, що на притискачі і на матриці встановлені поворотні диски і волочильні ребра, що входять у матрицю на величину 2r, причому відстань між осями виступних поворотних дисків і ребер на притискачі дорівнює [d+4(1,5г+S0)], а відстань між зовнішніми осями поворотних дисків матриці й обойми...
Спосіб витягування пальця кулькового замка шарошкового долота
Номер патенту: 29749
Опубліковано: 15.11.2000
Автор: Мартулевіч Ромуальд Донатович
МПК: E21B 10/20, E21B 10/08
Мітки: спосіб, замка, кулькового, пальця, долота, витягування, шарошкового
Формула / Реферат:
1. Спосіб витягування пальця кулькового замка шарошкового долота, який включає висвердлювання обварення пальця з нарізанням різі в елементі пальця, загвинчування в різь нарізного елемента, що містить упорну гайку, якою створюють витягувальне зусилля, який відрізняється тим, що висвердлюють обварення пальця разом з його головкою, аж до оголення стрижня, нарізають різь безпосередньо на стрижні, використовуючи витягувальний пристрій типу...
Пристрій для глибокого очищення стічних вод
Номер патенту: 35280
Опубліковано: 15.03.2001
Автори: Епоян Степан Михайлович, Друшляк Ольга Григорівна, Безчастна Юлія Віталіївна
МПК: C02F 11/02, C02F 3/00
Мітки: пристрій, очищення, стічних, глибокого, вод
Формула / Реферат:
Пристрій для глибокого очищення стічних вод, який складається з секцій аеробного та анаеробного очищення з носієм біоценозу у вигляді зернистого завантаження, систем підведення та відведення стічної води, подачі повітря, відведення промивної води, системи трубопроводів для рециркуляції стічної води та подачі промивної води, який відрізняється тим, що секції аеробного та анаеробного очищення розташовані в одній споруді співвісно, перелив води...
Спосіб глибокого свабирування свердловин і пристрій для його здійснення
Номер патенту: 30057
Опубліковано: 15.11.2000
Автор: Бажал Анатолій Гнатович
МПК: E21B 43/28, E21B 43/25
Мітки: спосіб, здійснення, глибокого, свабирування, свердловин, пристрій
Формула / Реферат:
1. Спосіб глибокого свабирування свердловин, що містить створення глибокого і тривалого зниження тиску в зоні продуктивного пласта у порівнянні з пластовим тиском, який відрізняється тим, що свердловину, обладнану насосно-компресорними трубами (НКТ), заповнюють робочою рідиною до максимально можливого рівня, до гирла свердловини, але не нижче динамічного рівня свердловини, після чого герметично перекривають фонтанну арматуру на свердловині, а...
Спосіб витягування заготовок та пристрій для його здійснення

Номер патенту: 12726
Опубліковано: 28.02.1997
Автори: Піроженко Микола Григорович, Левін Павло Олександрович, Шапочка Сергій Миколайович, Дюдкін Дмитро Олександрович
МПК: B22D 11/16
Мітки: здійснення, спосіб, заготовок, витягування, пристрій
Формула / Реферат:
(57) 1. Способ вытягивания заготовок, преимущественно при непрерывном литье, включающий приложение к заготовке усилия вытягивания, отличающийся тем, что измеряют периодическое сопротивление вытягиванию, прикладывают к заготовке прижатием поверхности трения без проскальзывания уравновешивающее усилие, равноегде G - уравновешивающее усилие;Fmax - предельное значение периодического сопротивления вытягиванию F;Fmaxоб -...
Попередній патент: Абсорбційний холодильник
Наступний патент: Спосіб виготовлення давача для виявлення і контролю вмісту донорно-акцепторних газів, пар органічних сполук і їхніх сумішей
Випадковий патент: Спосіб визначення кількості тектонічних рухів