Спосіб виготовлення абразивного інструменту
Номер патенту: 32366
Опубліковано: 12.05.2008
Автори: Лавріненко Валерій Іванович, Ситник Борис Васильович, Пасічний Олег Олегович, Ткач Сергій Васильович
Формула / Реферат
Спосіб виготовлення абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку її в прес-форму і брикетування по висоті робочого шару, закріплення робочого шару на корпусі абразивного інструменту, спікання в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що засипку суміші і брикетування по висоті робочого шару інструменту проводять спочатку тільки зовнішніх шарів, на один з яких встановлюють корпус, після чого вільно засипають всі інші шари, які знаходяться між ними, а закріплення робочого шару на корпусі абразивного інструменту проводять одночасно із спіканням в прес-формі.
Текст
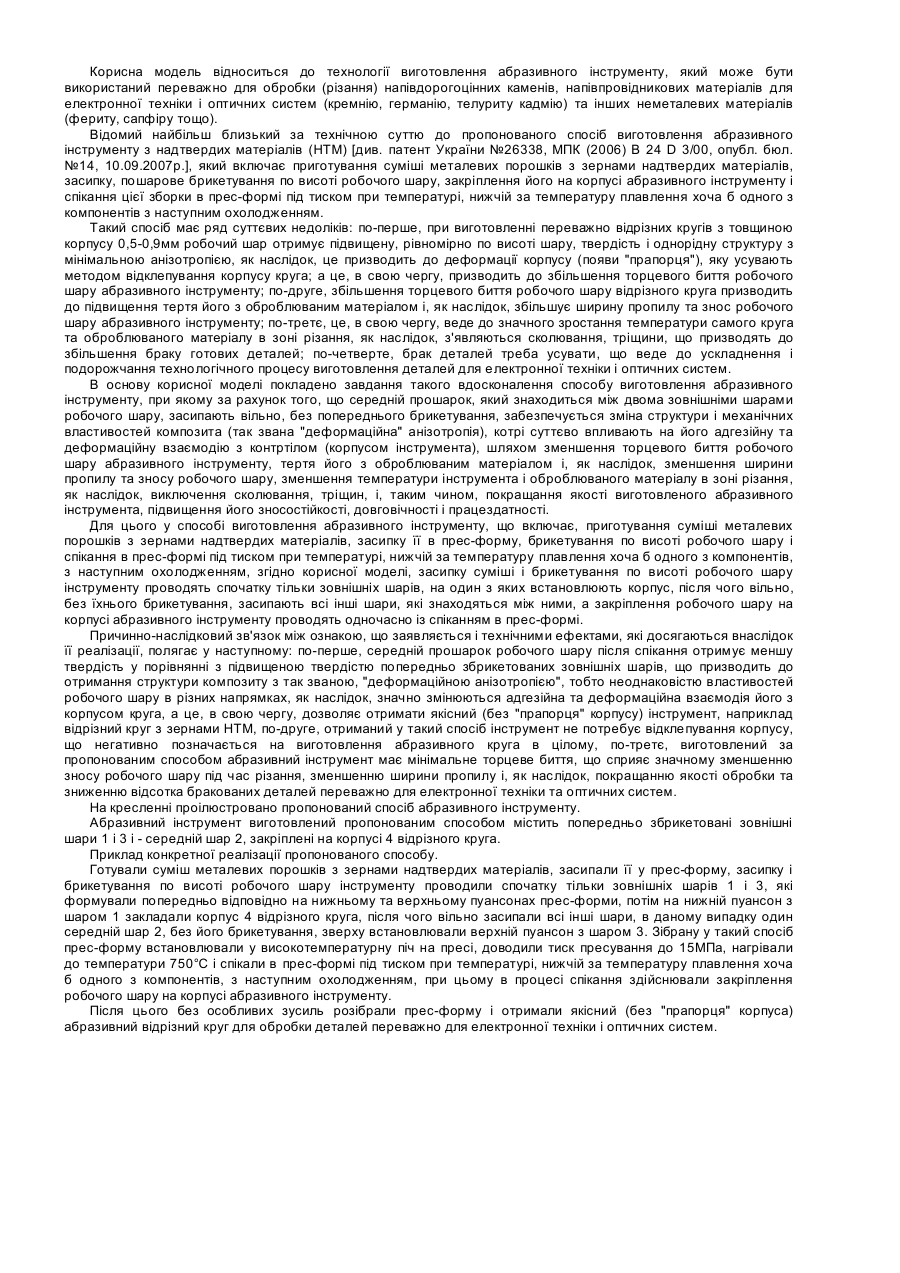
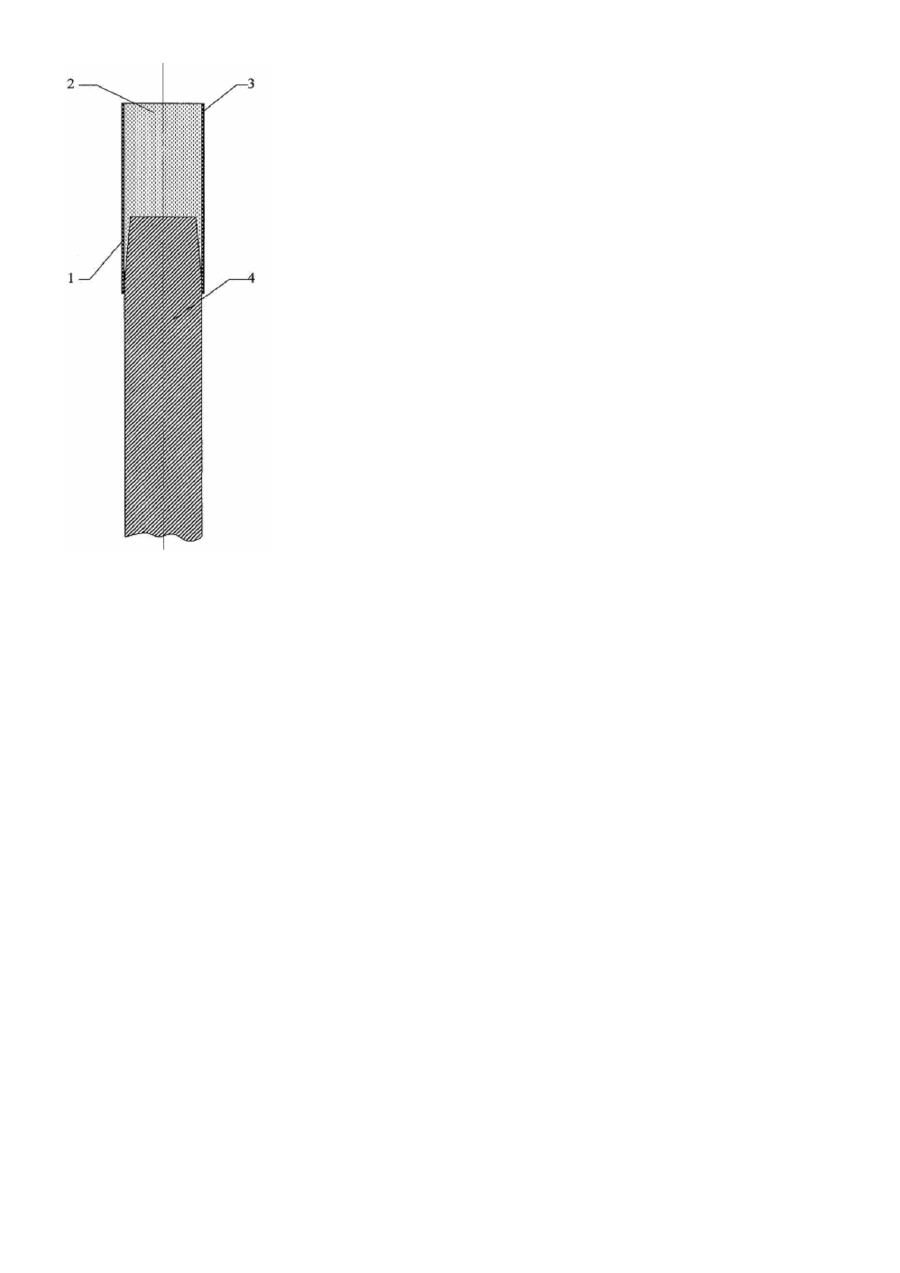
Корисна модель відноситься до технології виготовлення абразивного інструменту, який може бути використаний переважно для обробки (різання) напівдорогоцінних каменів, напівпровідникових матеріалів для електронної техніки і оптичних систем (кремнію, германію, телуриту кадмію) та інших неметалевих матеріалів (фериту, сапфіру тощо). Відомий найбільш близький за технічною суттю до пропонованого спосіб виготовлення абразивного інструменту з надтвердих матеріалів (НТМ) [див. патент України №26338, МПК (2006) В 24 D 3/00, опубл. бюл. №14, 10.09.2007р.], який включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, пошарове брикетування по висоті робочого шару, закріплення його на корпусі абразивного інструменту і спікання цієї зборки в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів з наступним охолодженням. Такий спосіб має ряд суттєвих недоліків: по-перше, при виготовленні переважно відрізних кругів з товщиною корпусу 0,5-0,9мм робочий шар отримує підвищену, рівномірно по висоті шару, твердість і однорідну структуру з мінімальною анізотропією, як наслідок, це призводить до деформації корпусу (появи "прапорця"), яку усувають методом відклепування корпусу круга; а це, в свою чергу, призводить до збільшення торцевого биття робочого шару абразивного інструменту; по-друге, збільшення торцевого биття робочого шару відрізного круга призводить до підвищення тертя його з оброблюваним матеріалом і, як наслідок, збільшує ширину пропилу та знос робочого шару абразивного інструменту; по-третє, це, в свою чергу, веде до значного зростання температури самого круга та оброблюваного матеріалу в зоні різання, як наслідок, з'являються сколювання, тріщини, що призводять до збільшення браку готових деталей; по-четверте, брак деталей треба усувати, що веде до ускладнення і подорожчання технологічного процесу виготовлення деталей для електронної техніки і оптичних систем. В основу корисної моделі покладено завдання такого вдосконалення способу виготовлення абразивного інструменту, при якому за рахунок того, що середній прошарок, який знаходиться між двома зовнішніми шарами робочого шару, засипають вільно, без попереднього брикетування, забезпечується зміна структури і механічних властивостей композита (так звана "деформаційна" анізотропія), котрі суттєво впливають на його адгезійну та деформаційну взаємодію з контртілом (корпусом інструмента), шляхом зменшення торцевого биття робочого шару абразивного інструменту, тертя його з оброблюваним матеріалом і, як наслідок, зменшення ширини пропилу та зносу робочого шару, зменшення температури інструмента і оброблюваного матеріалу в зоні різання, як наслідок, виключення сколювання, тріщин, і, таким чином, покращання якості виготовленого абразивного інструмента, підвищення його зносостійкості, довговічності і працездатності. Для цього у способі виготовлення абразивного інструменту, що включає, приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку її в прес-форму, брикетування по висоті робочого шару і спікання в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, згідно корисної моделі, засипку суміші і брикетування по висоті робочого шару інструменту проводять спочатку тільки зовнішніх шарів, на один з яких встановлюють корпус, після чого вільно, без їхнього брикетування, засипають всі інші шари, які знаходяться між ними, а закріплення робочого шару на корпусі абразивного інструменту проводять одночасно із спіканням в прес-формі. Причинно-наслідковий зв'язок між ознакою, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному: по-перше, середній прошарок робочого шару після спікання отримує меншу твердість у порівнянні з підвищеною твердістю попередньо збрикетованих зовнішніх шарів, що призводить до отримання структури композиту з так званою, "деформаційною анізотропією", тобто неоднаковістю властивостей робочого шару в різних напрямках, як наслідок, значно змінюються адгезійна та деформаційна взаємодія його з корпусом круга, а це, в свою чергу, дозволяє отримати якісний (без "прапорця" корпусу) інструмент, наприклад відрізний круг з зернами НТМ, по-друге, отриманий у такий спосіб інструмент не потребує відклепування корпусу, що негативно позначається на виготовлення абразивного круга в цілому, по-третє, виготовлений за пропонованим способом абразивний інструмент має мінімальне торцеве биття, що сприяє значному зменшенню зносу робочого шару під час різання, зменшенню ширини пропилу і, як наслідок, покращанню якості обробки та зниженню відсотка бракованих деталей переважно для електронної техніки та оптичних систем. На кресленні проілюстровано пропонований спосіб абразивного інструменту. Абразивний інструмент виготовлений пропонованим способом містить попередньо збрикетовані зовнішні шари 1 і 3 і - середній шар 2, закріплені на корпусі 4 відрізного круга. Приклад конкретної реалізації пропонованого способу. Готували суміш металевих порошків з зернами надтвердих матеріалів, засипали її у прес-форму, засипку і брикетування по висоті робочого шару інструменту проводили спочатку тільки зовнішніх шарів 1 і 3, які формували попередньо відповідно на нижньому та верхньому пуансонах прес-форми, потім на нижній пуансон з шаром 1 закладали корпус 4 відрізного круга, після чого вільно засипали всі інші шари, в даному випадку один середній шар 2, без його брикетування, зверху встановлювали верхній пуансон з шаром 3. Зібрану у такий спосіб прес-форму встановлювали у високотемпературну піч на пресі, доводили тиск пресування до 15МПа, нагрівали до температури 750°С і спікали в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, при цьому в процесі спікання здійснювали закріплення робочого шару на корпусі абразивного інструменту. Після цього без особливих зусиль розібрали прес-форму і отримали якісний (без "прапорця" корпуса) абразивний відрізний круг для обробки деталей переважно для електронної техніки і оптичних систем.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing abrasive tool
Автори англійськоюLavrinenko Valerii Ivanovych, Sytnyk Borys Vasyliovych, Pasichnyi Oleh Olehovych, Tkach Serhii Vasyliovych
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюЛавриненко Валерий Иванович, Сытник Борис Васильевич, Пасичный Олег Олегович, Ткач Сергей Васильевич
МПК / Мітки
МПК: B24D 3/00
Мітки: виготовлення, інструменту, абразивного, спосіб
Код посилання
<a href="https://ua.patents.su/2-32366-sposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту</a>
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Ситник Борис Васильович, Лавріненко Валерій Іванович, Ткач Василь Миколайович, Пасічний Олег Олегович
МПК: B24D 3/00
Мітки: шару, абразивного, спосіб, інструменту, робочого, виготовлення
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Прес-форма для виготовлення робочого шару абразивного інструменту
Номер патенту: 32236
Опубліковано: 12.05.2008
Автори: Лавріненко Валерій Іванович, Ситник Борис Васильович, Пасічний Олег Олегович
МПК: B22F 3/02
Мітки: виготовлення, абразивного, робочого, прес-форма, шару, інструменту
Формула / Реферат:
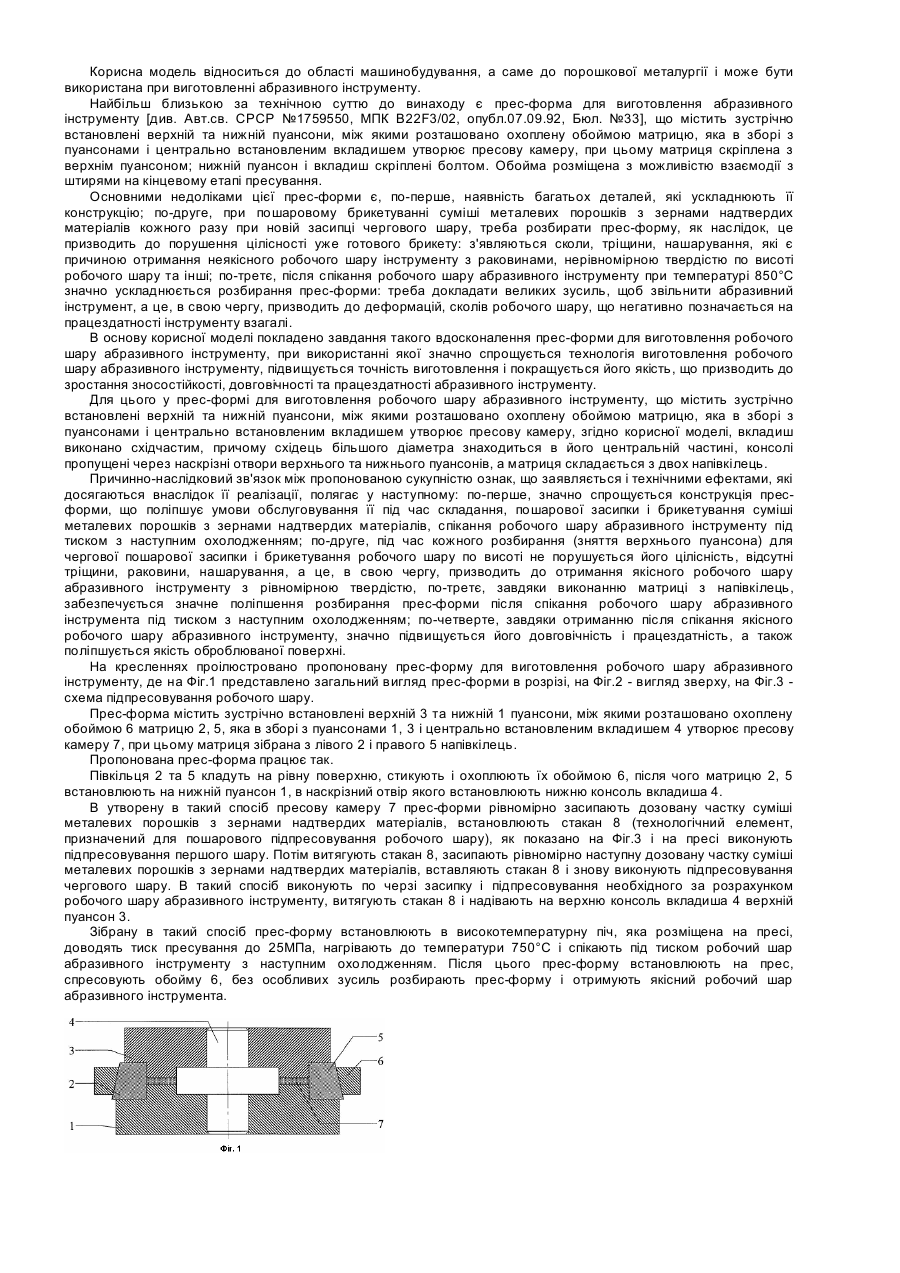
Прес-форма для виготовлення робочого шару абразивного інструменту, що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка утворює в збиранні з пуансонами і центрально встановленим вкладишем пресову камеру, яка відрізняється тим, що вкладиш виконано східчастим, причому східець більшого діаметра вкладиша знаходиться в центральній його частині, консолі пропущені через наскрізні отвори...
Спосіб виготовлення абразивного інструменту на гальванічній зв’язці з орієнтованими зернами
Номер патенту: 22491
Опубліковано: 25.04.2007
Автори: Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович, Лавріненко Валерій Іванович
МПК: B24D 3/00
Мітки: абразивного, зв'язці, гальванічний, орієнтованими, спосіб, інструменту, зернами, виготовлення
Формула / Реферат:
Спосіб виготовлення абразивного інструменту на гальванічній зв'язці, на поверхні якого зерна закріплені в одній точці за допомогою струмопровідного клейового розчину, який відрізняється тим, що попередньо металізовані феромагнітним сплавом зерна орієнтують в магнітному полі відносно робочої поверхні під кутом 75°.
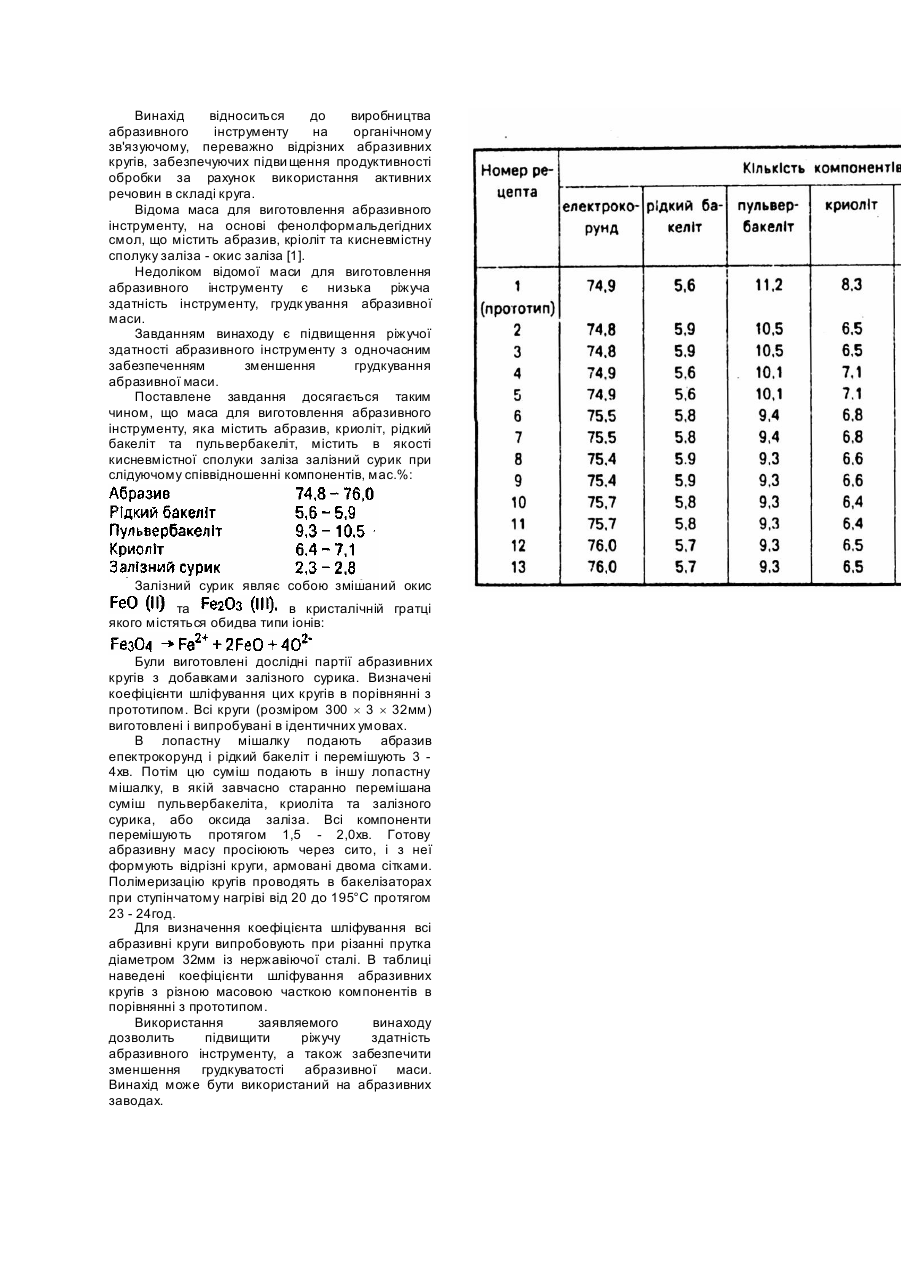
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Мельникович Михайло Миколайович, Лендел Василь Георгієвич, Білинець Микола Денисович, Мигалина Юрій Вікентієвич, Балог Ірина Михайлівна, Драгунцов Вячеслав Васильович, Кияк Марина Юріївна, Сані Арпад Юліусович
МПК: B24D 3/34
Мітки: абразивного, інструменту, виготовлення, маса
Формула / Реферат:
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Спосіб виготовлення абразивного інструменту
Номер патенту: 70057
Опубліковано: 15.09.2004
Автори: Сталінський Дмитро Віталійович, Романченко Павло Володимирович, Пірогов Олександр Юрійович, Гранкін Василь Іванович, Ярова Людмила Григорівна
МПК: B24D 3/20
Мітки: виготовлення, інструменту, спосіб, абразивного
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту шляхом попереднього нагрівання абразивного матеріалу, змішування його з рідким бакелітом кімнатної температури, порошкоподібним зв'язуючим та наповнювачем, вкладання отриманої маси в прес-форму і формування заготовки, який відрізняється тим, що як абразивний матеріал використовують попередньо роздрібнені відходи абразивних інструментів на органічному зв'язуючому, які нагрівають до температури 700...
Попередній патент: Спечений композиційний матеріал
Наступний патент: Пристрій для вимірювання міцності утримання абразивних зерен у зb`язці
Випадковий патент: Застосування електроліту як стабілізатора інгібітора