Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту
Номер патенту: 32664
Опубліковано: 26.05.2008
Автори: Гринь Олександр Григорович, Бойко Ігор Олександрович, Карпенко Володимир Михайлович
Формула / Реферат
Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту шляхом його плавлення на поверхню підготовленого зразка і вимірювання величини утвореного виступу серцевини, який відрізняється тим, що плавлення дроту виконують з фіксованою величиною вильоту, після затухання дугового розряду заміряють внутрішній і зовнішній діаметр дроту, а оцінку рівномірності плавлення розраховують за виразом:
A=(l/d·L/D)-1,
де l - довжина виступу серцевини порошкового дроту після затухання дугового розряду;
d - внутрішній діаметр порошкового дроту;
L - довжина вильоту дроту;
D - зовнішній діаметр дроту.
Текст
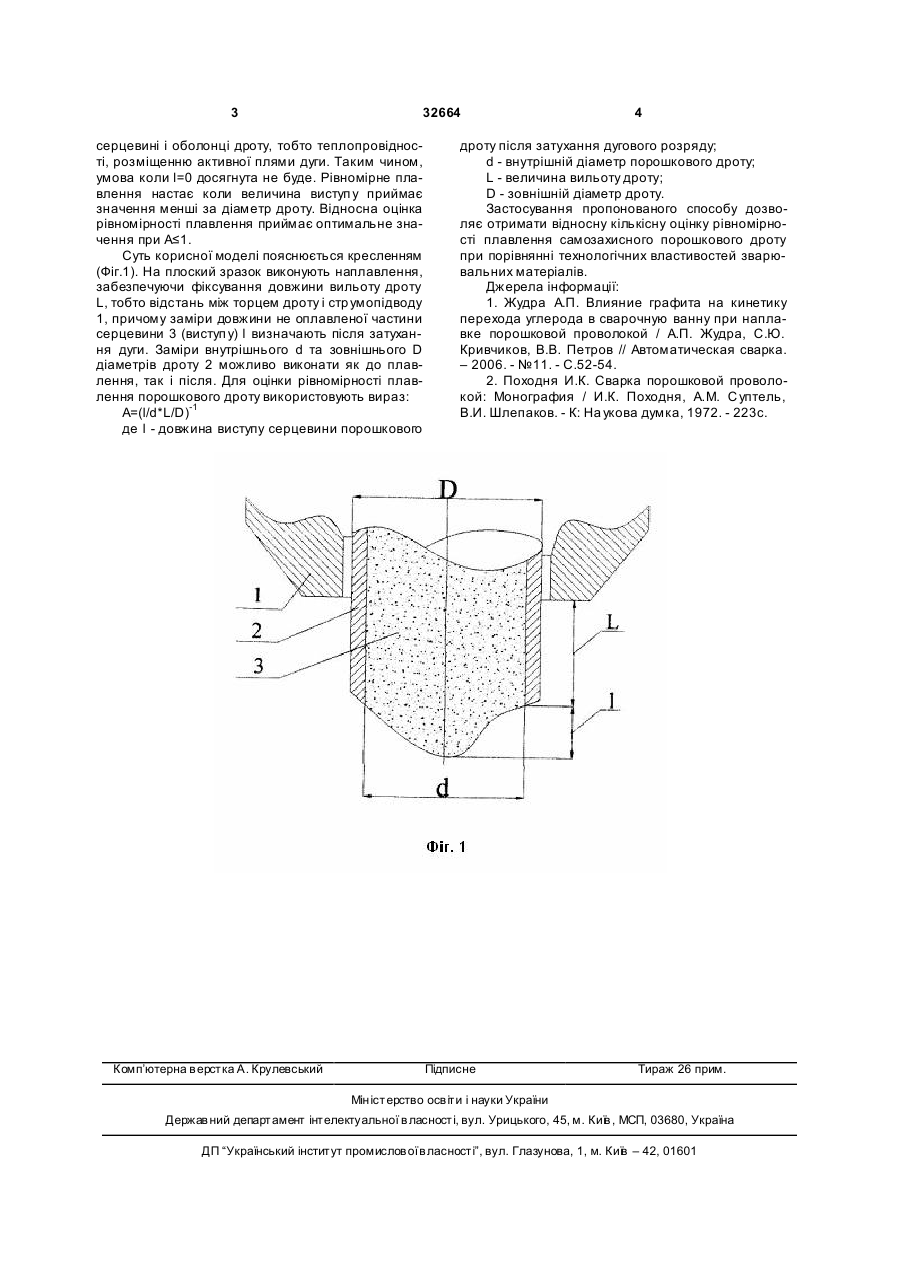
УКРАЇНА (19) UA (11) 32664 (13) U (51) МПК (2006) B23K 28/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС в идається під в ідпов ідальність в ласника патенту ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СПОСІБ ОЦІНКИ РІВНОМІРНОСТІ ПЛАВЛЕННЯ САМОЗАХИСНОГО ПОРОШКОВОГО ДРОТУ 1 2 (13) 32664 (11) В основу корисної моделі поставлена задача розробка способу оцінки рівномірності плавлення, який забезпечує підвищену точність оцінки. Поставлена задача вирішується шляхом, виконання наплавлення, на поверхню підготовленого зразка, з фіксованою величиною вильоту дроту, вимірювання після затухання дугового розряду, внутрішнього та зовнішнього діаметра дроту, довжини виступу серцевини, а оцінку рівномірності плавлення розраховують за виразом: A=(l/d*L/D)-1 де l - довжина виступу серцевини порошкового дроту після затухання дугового розряду; d - внутрішній діаметр порошкового дроту; L - величина вильоту дроту; D - зовнішній діаметр дроту. Фіксування довжини вильоту дроту, при виконанні плавлення на підготовлений зразок, та його діаметра, гарантує ідентичні умови протікання процесу плавлення порошкових дротів з різними шлаковими системами, що позитивно впливає на точність оцінки. Застосування в оцінці рівномірності плавлення величини внутрішнього діаметра порошкового дроту d дозволяє враховувати умови підводу тепла до часточок порошкоподібної серцевини. Довжина виступаючої частини серцевини l, в основному залежить від складу та кількості шлакоутворюючих компонентів. Зменшення виступаючої частини серцевини свідчить про зменшення різниці в швидкості плавлення серцевини і оболонки дроту. Зрівнятись швидкості плавлення не можуть з причини відмінності у властивостях притаманних UA Корисна модель відноситься до галузі зварювання, а саме до способів оцінки зварювальнотехнологічних властивостей порошкових дротів і може знайти застосування для оцінювання рівномірності плавлення самозахисних порошкових дротів. Відомий спосіб оцінки рівномірності плавлення порошкового дроту, при якому визначається критична довжина виступу серцевини при досягненні якої відбувається його руйнування, що й приймається за оцінку [1]. Відомий також спосіб оцінки рівномірності плавлення, обраний як прототип, який полягає в тому, що після затухання дугового розряду вимірюється довжина виступ у неоплавленої частини серцевини, а за оцінку приймається довжина виступу, що залишилась на торці електрода [2]. Загальними суттєвими ознаками відомого способу і того, що заявляється є плавлення на поверхню підготовленого зразка і замирювання величини утвореного виступу серцевини. Вадою цього способу є невисока точність отриманих результатів оцінювання рівномірності плавлення тому що: умови проведення оцінки не одинакові у зв'язку з тим, що при плавленні порошкового дроту не фіксується величина його вильоту; не враховується внутрішній діаметр дроту, що важливо, тому що цей параметр впливає на вміст компонентів серцевини та температуру її нагрівання; оцінка виконується за абсолютним значенням; довжина виступу може бути не однаковою по твірній. U рювання величини утвореного виступу серцевини, який відрізняється тим, що плавлення дроту виконують з фіксованою величиною вильоту, після затухання дугового розряду заміряють внутрішній і зовнішній діаметр дроту, а оцінку рівномірності плавлення розраховують за виразом: A=(l/d·L/D)-1, де l - довжина виступу серцевини порошкового дроту після затухання дугового розряду; d - внутрішній діаметр порошкового дроту; L - довжина вильоту дроту; D - зовнішній діаметр дроту. (19) (21) u200800345 (22) 10.01.2008 (24) 26.05.2008 (46) 26.05.2008, Бюл.№ 10, 2008 р. (72) ГРИНЬ ОЛЕКСАНДР ГРИГОРОВИЧ, UA, КАРПЕНКО ВОЛОДИМИР МИ ХАЙЛОВИЧ, U A, БОЙКО ІГОР ОЛЕКСАНДРОВИЧ, UA (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ, U A (57) Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту шля хом його плавлення на поверхню підготовленого зразка і вимі 3 32664 серцевині і оболонці дроту, тобто теплопровідності, розміщенню активної плями дуги. Таким чином, умова коли l=0 досягнута не буде. Рівномірне плавлення настає коли величина виступ у приймає значення менші за діаметр дроту. Відносна оцінка рівномірності плавлення приймає оптимальне значення при А≤1. Суть корисної моделі пояснюється кресленням (Фіг.1). На плоский зразок виконують наплавлення, забезпечуючи фіксування довжини вильоту дроту L, тобто відстань між торцем дроту і стр умопідводу 1, причому заміри довжини не оплавленої частини серцевини 3 (виступ у) l визначають після затухання дуги. Заміри внутрішнього d та зовнішнього D діаметрів дроту 2 можливо виконати як до плавлення, так і після. Для оцінки рівномірності плавлення порошкового дроту використовують вираз: A=(l/d*L/D)-1 де l - довжина виступу серцевини порошкового Комп’ютерна в ерстка А. Крулевський 4 дроту після затухання дугового розряду; d - внутрішній діаметр порошкового дроту; L - величина вильоту дроту; D - зовнішній діаметр дроту. Застосування пропонованого способу дозволяє отримати відносну кількісну оцінку рівномірності плавлення самозахисного порошкового дроту при порівнянні технологічних властивостей зварювальних матеріалів. Джерела інформації: 1. Жудра А.П. Влияние графита на кинетику перехода углерода в сварочную ванну при наплавке порошковой проволокой / А.П. Жудра, С.Ю. Кривчиков, В.В. Петров // Автоматическая сварка. – 2006. - №11. - С.52-54. 2. Походня И.К. Сварка порошковой проволокой: Монография / И.К. Походня, A.M. С уптель, В.И. Шлепаков. - К: На укова думка, 1972. - 223с. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of evaluating uniformity of melting self-protected powder wire
Автори англійськоюHryn' Oleksandr Hryhorovych, Karpenko Volodymyr Mykhailovych, Boiko Ihor Oleksandrovych
Назва патенту російськоюСпособ оценки равномерности плавления самозащитной порошковой проволоки
Автори російськоюГринь Александр Григорьевич, Карпенко Владимир Михайлович, Бойко Игорь Александрович
МПК / Мітки
МПК: B23K 28/00
Мітки: самозахисного, порошкового, спосіб, плавлення, оцінки, дроту, рівномірності
Код посилання
<a href="https://ua.patents.su/2-32664-sposib-ocinki-rivnomirnosti-plavlennya-samozakhisnogo-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту</a>
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Волков Дмитро Анатолійович, Голуб Денис Михайлович, Старенченко Олександр Володимирович, Катренко Віталій Трофимович
МПК: B23K 35/02
Мітки: спосіб, дроту, порошкового, самозахисного, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Склад самозахисного порошкового дроту
Номер патенту: 32719
Опубліковано: 26.05.2008
Автори: Гринь Олександр Григорович, Бойко Ігор Олександрович
МПК: B23K 35/30
Мітки: самозахисного, склад, порошкового, дроту
Формула / Реферат:
Склад самозахисного порошкового дроту, що містить стальну оболонку, заповнену плавиковим шпатом, мармуром, феротитаном, залізним порошком, який відрізняється тим, що оболонку виконано зі сталі 65Г та до складу шихти додатково введено перовськітовий концентрат, феромарганець, ферокремній, алюміній при наступному співвідношенні компонентів, % мас.: плавиковий шпат 4,0-6,0 мармур ...
Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Старицький Максим Вікторович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: порошкового, конструкція, дроту
Формула / Реферат:
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що...
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Івасенко Микола Миколайович, Гринь Олександр Григорович, Свиридов Олександр Володимирович, Шаповалов Константин Петрович
МПК: B23K 35/02
Мітки: порошкового, спосіб, дроту, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Спосіб виготовлення поліметалевого порошкового дроту
Номер патенту: 18586
Опубліковано: 15.11.2006
Автори: Швороб Сергій Володимирович, Гринь Олександр Григорович, Бойко Ігор Олександрович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: дроту, порошкового, спосіб, виготовлення, поліметалевого
Формула / Реферат:
Спосіб виготовлення поліметалевого порошкового дроту, що полягає в подрібненні порошкового дроту на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через втулку, який відрізняється тим, що контейнер доповнюють шихтою, після чого методом пресування продавлюють через формуючу втулку, з наступним заповненням цим дротом жолоба, утвореного сталевою стрічкою, ширина якої складає 0,7-0,9 довжини кола пресованого дроту, і...
Попередній патент: Спосіб одержання каротину кристалічного з водорості, що вегетує у соляних розсолах
Наступний патент: Прес-форма для рівноканального кутового пресування
Випадковий патент: Циліндропоршнева група