Спосіб виготовлення ущільнювальної прокладки
Номер патенту: 34694
Опубліковано: 15.03.2001
Автори: Вільчинський Юрій Михайлович, Кулик Валентин Степанович, Місютинський Віктор Вікторович, Мураховський Анатолій Вікторович
Формула / Реферат
Спосіб виготовлення ущільнювальної прокладки шляхом сумісної прокатки в валках термічне розщепленого графіту і армуючого елементу, який відрізняється тим, що термічне розщеплений графіт попередньо ущільнюють до утворення графітової стрічки щільністю 0,35-0,45 г/см3, одержану стрічку накладають на армуючий елемент з обох сторін і прокатують в валках з наростаючим зусиллям до забезпечення щільності покриття 0,9-1,1 г/см3.
Текст
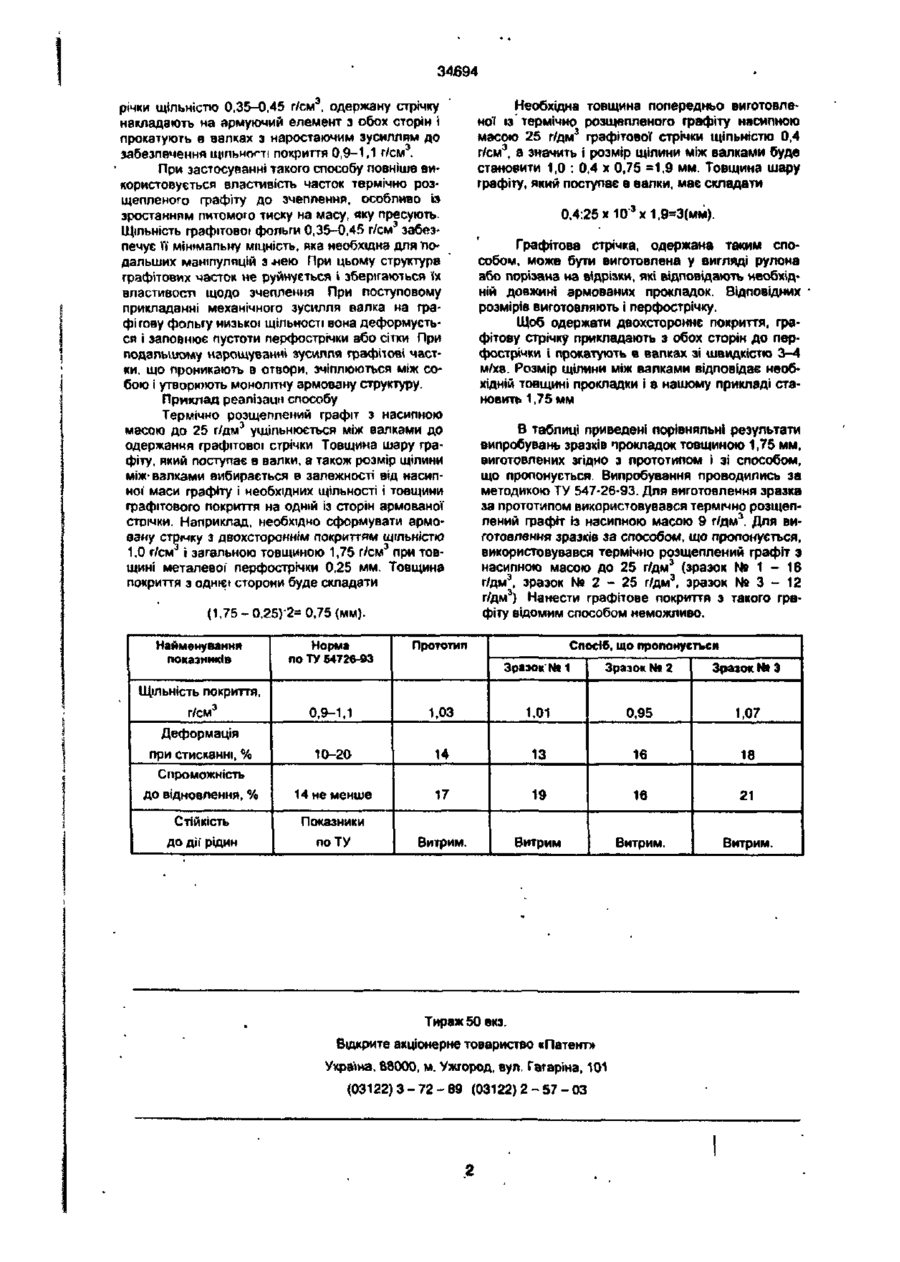
Спосіб виготовлення ущільнювальної прокладки шляхом сумісної прокатки в валках термічно розщепленого графіту і армуючого елементу, який відрізнясться ттлм що термічно розщеплений графґг попередньо ущільнюють до утворення графітової стрічки ЩІЛЬНІСТЮ 0,35-0 45 г/см3, одержану стрічку накладають на армуючий елемент з обох сторін г прокатують в валках з наростаючим зусиллям до забезпечення ЩІЛЬНОСТІ покриття 0,9-1,1 г/см3 Винахід належить до галузі машинобудування, а саме до ущільнюючих елементів та технології їх виготовлення, зокрема до способів виготовлення армованих ущільнюючих прокладок із термічно розщепленого графіту ВІДОМІ способи виготовлення ущільнюючих прокладок, що включають прикріплення до армуючої основи графітової фольги необхідної товщини і ЩІЛЬНОСТІ (наприклад, заявка ЄПВ № 0449268, F 16 J 15/12. опубл 02 10 91) При цьому для прикріплення використовують клейові речовини, що є суттєвим недоліком цих способів Відомий спосіб виготовлення прокладки з термічно розщепленого графіту (А С СРСР № 1525384, F 16 J 15/12, 1989), що вміщує формування з порошку графіту маси з ЩІЛЬНІСТЮ 0 2 12 г/см3, переробки »ї на шматки або сегменти необхідної конфігурації, з яких потім пресуванням виготовляють прокладки Недоліком такого способу є те. що виготовлена в такий спосіб прокладка не має достатньої жорсткості і несучої спроможності і при роботі між площинами може бути роздавлена навантаженнями, що прикладаються Найбільш близьким до способу, що пропонується, є спосіб виготовпення ущільнювальної прокладки (Патент України N» 7784, F 16 J 15/12 опубл 26 12 95 р ) , шляхом сумісної прокатки у валках порошку на основі термічно розщепленого графіту й армуючого елементу у вигляді перфострічки або сітки, в якому порошок графіту попередньо гранулюють до розмірів часток 0.8-1.5 мм створюють вібрацію в зоні подачі порошку у валки, а прокатку проводять при коефіцієнті тертя між графітовим шаром і робочою поверхнею вапюв 0 350,50 (Патент України № 7784, F 16 J 15/12. опубл 26 12 95 р ) Такий спосіб виключає необхідність використання клейових речовин оскільки використовується властивість часток термічно розщепленого графіту при пресуванні зчіплюватися між собою Недоліками цього відомого способу с відносно низька механічна МІЦНІСТЬ графітового покриття внаслідок руйнування структури графітових часток і значного зниження їх спроможності до зчіплювання при додаткових операціях одержання прес-порошку значна технологічна складність процесу нанесення прес-порошку на сітку або перфострічку із забезпеченням рівномірності товщини покриття, необхідність використання високоякісного термічно розщепленого графіту з насипною масою до 10 г/дм' і неможливість використання дешевих інертних наповнювачів В основу винаходу поставлена задача створити такий спосіб виготовлення ущільнювальної прокладки який шляхом попереднього виготовлення графітового покриття й особливого режиму прокатування його з армуючою основою дозволяє забезпечити високу міцність графітового покриття, надійність його зчеплення з армуючою основою, спростити технологічне обладнання t зменшити КІЛЬКІСТЬ технологічних операцій і можливість використання термічно розщепленого графіту з більш високою насипною масою або частково замінювати його дешевшими інертними наповнювачами Поставлена задача досягається тим що в способі виготовлення ущільнювальної прокладки шляхом сумісної прокатки в валках термічно розщепленого графіту і армуючого елементу, згідно з винаходом термічно розщеплений графіт попередньо ущільнюють до утворення графітової ст О) со 34694 3 річки щільністю 0,35-0,45 г/см . одержану стрічку накладають на армуючий елемент з обох сторін і прокатують в валках з наростаючим зусиллям до 3 забезпечення ЩІЛЬНОСТІ покриття 0,9-1,1 г/см . При застосуванні такого способу повніше використовується властивість часток термічно розщепленого графіту до зчеплення, особливо із зростанням питомого тиску на масу, яку пресують. Щільність графітової фольги 0,35-0,45 г/см забезпечує її мін»мапьну міцність, яка необхідна для noдальших маніпуляцій з -нею При цьому структура графітових часток не руйнується і зберігаються їх властивості щодо зчеплення При поступовому прикладанні механічного зусилля валка на графітову фольгу низької щільності вона деформується І заповнює пустоти перфострічки або сітки При подальшому нарощуванні зусилля графіюві частки, що проникають в отвори, зчіплюються між собою і утворюють монолітну армовану структуру. Приклад реалізації способу Термічно розщеплений графіт з насипною масою до 25 г/дм3 ущільнюється між валками до одержання графітової стрічки Товщина шару графіту, який поступає в валки, а також розмір щілини між-валками вибирається в залежності від насипної' маси графіту і необхідних щільності і товщини фафітового покриття на одній із сторін армованої стоїчки. Наприклад, необхідно сформувати армовану стрічку з двохстороннім покриттям щільністю 1,0 г/см3 і загальною товщиною 1,75 г/см3 при товщині металевої перфострічки 0,25 мм. Товщина покриття з однієї сторони буде складати (1,75-0,25)'2-0,75 (мм). Найменування показників Норма ПО ТУ 54726-93 Необхідна товщина попередньо виготовленої із термічно розщепленого графіту насипною 3 масою 25 r/дм графітової стрічки щільністю 0,4 3 г/см , а значить і розмір щілини між валками буде становити 1,0 : 0,4 х 0,75 =1,9 мм. Товщина шару графіту, який поступає в валки, має складати З 0,4:25 х 10 х1,9=3(мм). Графітова стрічка, одержана таким способом, може бути виготовлена у вигляді рулона або порізана иа відрізки, які відповідають необхідній довжині армованих прокладок, відповідних розмірів виготовляють І перфострічку. Щоб одержати двохстороннє покриття, графітову стрічку прикладають з обох сторін до перфострічки і прокатують в валках зі швидкістю 3-4 м/хв. Розмір щілини між валками відповідає необхідній товщині прокладки І в нашому прикладі становить 1,75 мм В таблиці приведені порівняльні результати випробувань зразків прокладок товщиною 1,75 мм, виготовлених згідно з прототипом і зі способом, що пропонується. Випробування проводились за методикою ТУ 547-26-93. Для виготовлення зразка за прототипом використовувався термічно розщеплений графіт із насипною масою 9 г/дм3. Для виготовлення зразків за способом, що пропонується, використовувався термічно розщеплений графіт з насипною масою до 25 г/дм3 (зразок No 1 - 16 г/дмэ, зразок № 2 - 25 г/дм3, зразок № 3 - 12 г/дм3) Нанести графітове покриття з такого графіту відомим способом неможливо. Прототип Спосіб, що пропонується Зразок" На 1 Зразок N> 2 Зразок Ш З Щільність покриття, г/см3 0,9-1,1 1,03 1,01 0,95 1,07 10-20 14 13 16 18 до відновлення, % 14 не менше 17 19 16 21 Стійкість Показники до дії рідин по ТУ Витрим. Витрим Витрим. Витрим. Деформація при стисканні, % Спроможність Тираж 50 екз. Відкрите акціонерне товариство «Патент» Учрата, 68000, м. Ужгород, вул, Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make sealing gasket
Автори англійськоюVilchynskyi Yurii Mykhailovych, Kulyk Valentyn Stepanovych, Misiutynskyi Viktor Viktorovych, Murakhovskyi Anatolii Viktorovych
Назва патенту російськоюСпособ изготовления уплотнительной прокладки
Автори російськоюВильчинский Юрий Михайлович, Кулик Валентин Степанович, Мисютинский Виктор Викторович, Мураховский Анатолий Викторович
МПК / Мітки
МПК: F16J 15/12
Мітки: виготовлення, спосіб, прокладки, ущільнювальної
Код посилання
<a href="https://ua.patents.su/2-34694-sposib-vigotovlennya-ushhilnyuvalno-prokladki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ущільнювальної прокладки</a>
Спосіб виготовлення ущільнюючої прокладки з термічно розщепленого графіту
Номер патенту: 7784
Опубліковано: 26.12.1995
Автори: Косигін Едуард Петрович, Чернявський Юрій Олександрович, Лукачевський Леонід Аркадійович, Вішняков Леон Романович, Трефилов Віктор Іванович
МПК: F16J 15/12
Мітки: ущільнюючої, графіту, спосіб, виготовлення, розщепленого, термічної, прокладки
Формула / Реферат:
1. Способ изготовления уплотнительной прокладки путем совместной прокатки в валках порошка на основе термически расщепленного графита и армирующего элемента в виде тонколистового металлического материала со сквозными отверстиями, отличающийся тем, что порошок графита предварительно гранулируют до размеров частиц 0,8-1,5 мм, создают вибрацию в зоне подачи порошка в валки, а прокатку ведут при коэффициенте трения между графитовым слоем и...
Пристрій для безтраншейної прокладки підземних трубопроводів
Номер патенту: 716
Опубліковано: 15.02.2001
Автори: Плавскіх Владімір Дмітрієвіч, Грігоращєнко Владімір Алєксандровіч, Соколов Павєл Алєксандровіч
МПК: E02F 5/16
Мітки: безтраншейної, трубопроводів, підземних, прокладки, пристрій
Формула / Реферат:
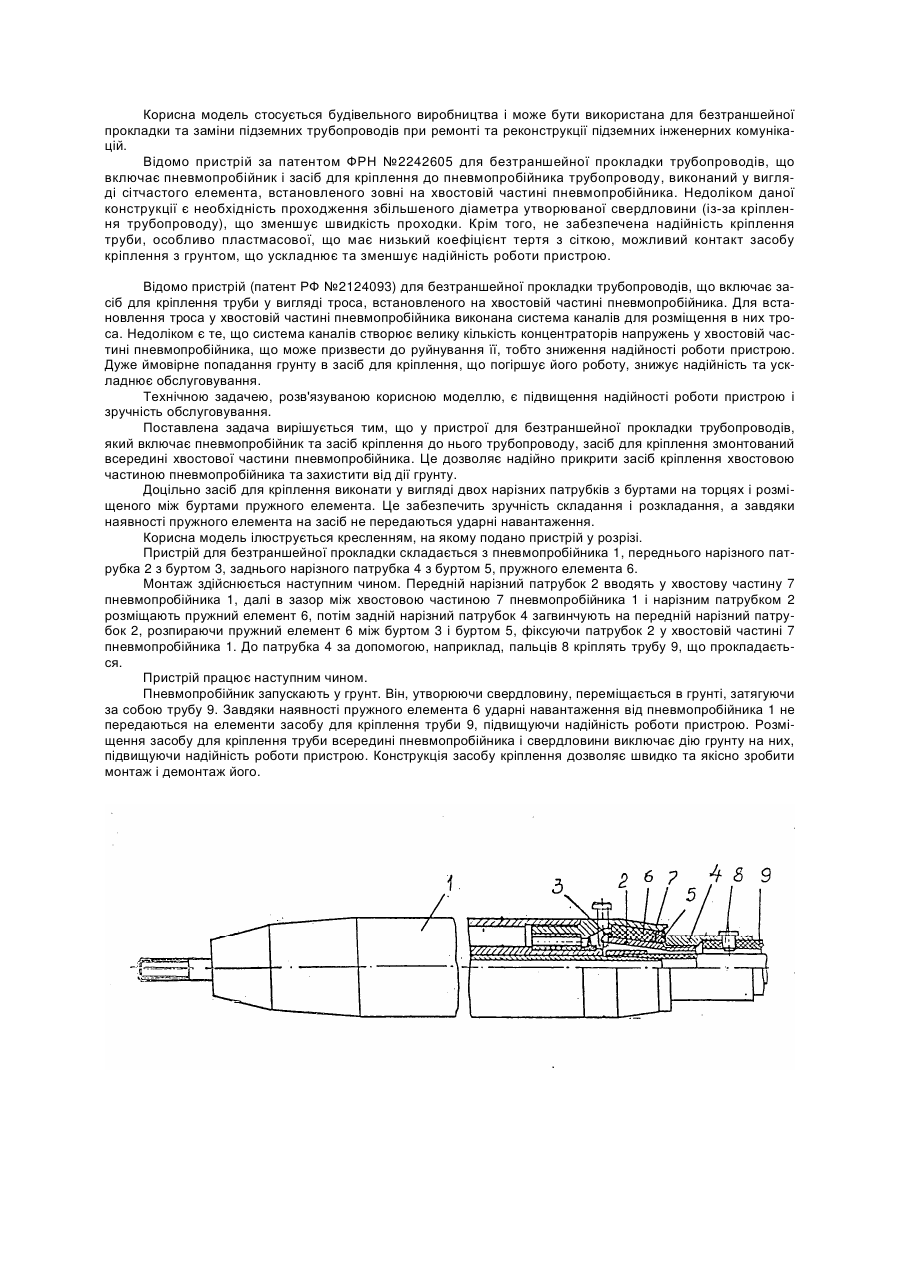
1. Пристрій для безтраншейної прокладки підземних трубопроводів, що включає пневмопробійник та засіб для кріплення до пневмопробійника трубопроводу, який відрізняється тим, що засіб для кріплення змонтований всередині хвостової частини пневмопробійника.2. Пристрій за п. 1, який відрізняється тим, що засіб для кріплення трубопроводу виконаний у вигляді двох нарізних патрубків з буртами на торцях і розміщеного між буртами пружного ...
Спосіб формування виробки та прокладки шахтних комунікацій в ній
Номер патенту: 4683
Опубліковано: 28.12.1994
Автори: Гайко Едуард Йосипович, Доронін Олександр Дмитрович, Рудий Ігор Валентинович, Розенталь Мойсей Борисович
МПК: E21C 41/18
Мітки: ній, виробки, прокладки, комунікацій, спосіб, формування, шахтних
Формула / Реферат:
1. Способ формирования выработки прокладки шахтных коммуникаций в ней, включающий образование выработки между вентиляционным и откаточным штреками, оформление выработки возведением крепи в призабойном пространстве выемочного участка и монтажа коммуникаций, отличающийся тем, что возводят ряд крепи со стороны выработанного пространства выемочного участка, затем между установленными рядом крепи и забоем выемочного участка осуществляют монтаж...
Спосіб обробки кільцевої ущільнювальної поверхні сідла запірної арматури
Номер патенту: 28246
Опубліковано: 16.10.2000
Автори: Лавриненко Дмитро Юрієвич, Лавриненко Юрій Федорович
МПК: B24B 15/00
Мітки: кільцевої, спосіб, сідла, обробки, ущільнювальної, арматури, запірної, поверхні
Формула / Реферат:
Способ обработки кольцевой уплотнительной поверхности седла запорной арматуры, заключающийся в том, что обрабатывающему инструменту сообщают вращательное движение относительно оси вращения и поступательное движение вдоль оси вращения, отличающийся тем, что диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности, а ось вращения обрабатывающего инструмента совмещают с осью кольца.
Спосіб прокладки підводної протяжної лінії та пристрій для його здійснення
Номер патенту: 33346
Опубліковано: 15.02.2001
Автори: Сребнюк Степан Михайлович, Молодорич Олександр Микитович
МПК: E02F 5/10, H02G 1/10, F16L 1/00
Мітки: лінії, прокладки, протяжної, пристрій, здійснення, підводної, спосіб
Текст:
...ділянки ггінії, ^ка тільки каблитгвгться ^о поверхні дна і переносятя цей грунт в зону поперепніх ЇЇІПКНОК протяжної яінії, ітка *»же ррізатися в грунт. Зи-знаиениг" крок ^оз^о^яг підтримувати ^изначениїі зазор, піїїрит-!ену ШРИЇЇКІСТЬ готоку я ньому, а разом з цим умовм rpvHT^ із-під протяжної ^інії, яка \ткпадагться і илм саммм ^гмов інтенсивного самозаглиблення її я грунт. ^к показати тос^і^и авторі^ р меках яитденазваних границь зазору...
Попередній патент: Сідельний тягач з напівпричепом
Наступний патент: Композиція для приготування полоскання для порожнини рота
Випадковий патент: Пункційна голка для біопсії