Спосіб обробки кільцевої ущільнювальної поверхні сідла запірної арматури
Номер патенту: 28246
Опубліковано: 16.10.2000
Автори: Лавриненко Дмитро Юрієвич, Лавриненко Юрій Федорович

Формула / Реферат
Способ обработки кольцевой уплотнительной поверхности седла запорной арматуры, заключающийся в том, что обрабатывающему инструменту сообщают вращательное движение относительно оси вращения и поступательное движение вдоль оси вращения, отличающийся тем, что диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности, а ось вращения обрабатывающего инструмента совмещают с осью кольца.
Текст
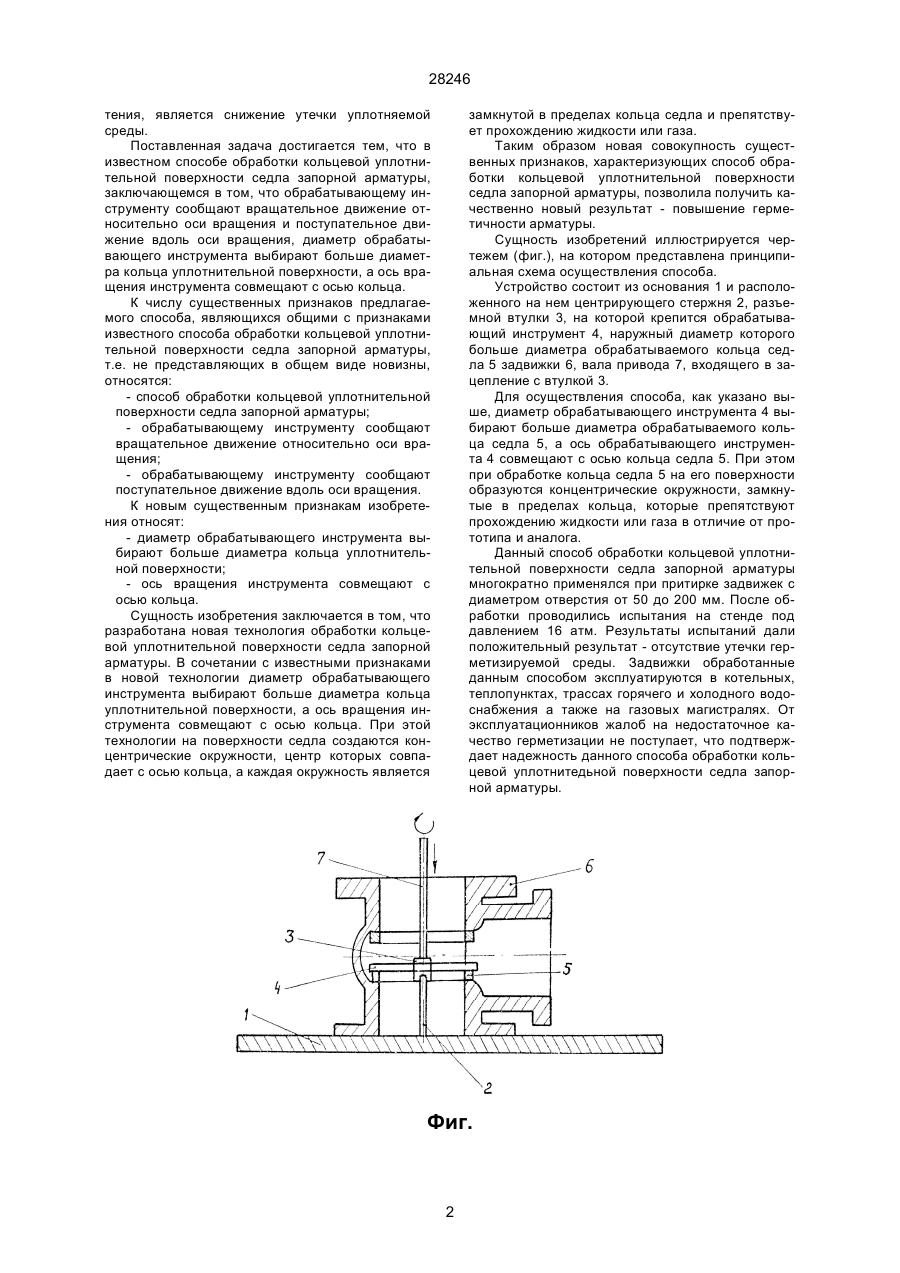
Способ обработки кольцевой уплотнительной поверхности седла запорной арматуры, заключающийся в том, что обрабатывающему инструменту сообщают вращательное движение относительно оси вращения и поступательное движение вдоль оси вращения, отличающийся тем, что диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности, а ось вращения обрабатывающего инструмента совмещают с осью кольца. (19) (21) 95115059 (22) 29.11.1995 (24) 16.10.2000 (33) UA (46) 16.10.2000, Бюл. № 5, 2000 р. (72) Лавриненко Дмитро Юрієвич, Юрій Федорович (73) Лавриненко Дмитро Юрієвич, Юрій Федорович 28246 тения, является снижение утечки уплотняемой среды. Поставленная задача достигается тем, что в известном способе обработки кольцевой уплотнительной поверхности седла запорной арматуры, заключающемся в том, что обрабатывающему инструменту сообщают вращательное движение относительно оси вращения и поступательное движение вдоль оси вращения, диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности, а ось вращения инструмента совмещают с осью кольца. К числу существенных признаков предлагаемого способа, являющихся общими с признаками известного способа обработки кольцевой уплотнительной поверхности седла запорной арматуры, т.е. не представляющих в общем виде новизны, относятся: - способ обработки кольцевой уплотнительной поверхности седла запорной арматуры; - обрабатывающему инструменту сообщают вращательное движение относительно оси вращения; - обрабатывающему инструменту сообщают поступательное движение вдоль оси вращения. К новым существенным признакам изобретения относят: - диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности; - ось вращения инструмента совмещают с осью кольца. Сущность изобретения заключается в том, что разработана новая технология обработки кольцевой уплотнительной поверхности седла запорной арматуры. В сочетании с известными признаками в новой технологии диаметр обрабатывающего инструмента выбирают больше диаметра кольца уплотнительной поверхности, а ось вращения инструмента совмещают с осью кольца. При этой технологии на поверхности седла создаются концентрические окружности, центр которых совпадает с осью кольца, а каждая окружность является замкнутой в пределах кольца седла и препятствует прохождению жидкости или газа. Таким образом новая совокупность существенных признаков, характеризующих способ обработки кольцевой уплотнительной поверхности седла запорной арматуры, позволила получить качественно новый результат - повышение герметичности арматуры. Сущность изобретений иллюстрируется чертежем (фиг.), на котором представлена принципиальная схема осуществления способа. Устройство состоит из основания 1 и расположенного на нем центрирующего стержня 2, разъемной втулки 3, на которой крепится обрабатывающий инструмент 4, наружный диаметр которого больше диаметра обрабатываемого кольца седла 5 задвижки 6, вала привода 7, входящего в зацепление с втулкой 3. Для осуществления способа, как указано выше, диаметр обрабатывающего инструмента 4 выбирают больше диаметра обрабатываемого кольца седла 5, а ось обрабатывающего инструмента 4 совмещают с осью кольца седла 5. При этом при обработке кольца седла 5 на его поверхности образуются концентрические окружности, замкнутые в пределах кольца, которые препятствуют прохождению жидкости или газа в отличие от прототипа и аналога. Данный способ обработки кольцевой уплотнительной поверхности седла запорной арматуры многократно применялся при притирке задвижек с диаметром отверстия от 50 до 200 мм. После обработки проводились испытания на стенде под давлением 16 атм. Результаты испытаний дали положительный результат - отсутствие утечки герметизируемой среды. Задвижки обработанные данным способом эксплуатируются в котельных, теплопунктах, трассах горячего и холодного водоснабжения а также на газовых магистралях. От эксплуатационников жалоб на недостаточное качество герметизации не поступает, что подтверждает надежность данного способа обработки кольцевой уплотнитедьной поверхности седла запорной арматуры. Фиг. 2 28246 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of annular sealing surface of seat of stop valves
Автори англійськоюLavrynenko Dmytro Yurievych, Lavrynenko Yurii Fedorovych
Назва патенту російськоюСпособ обработки кольцевой уплотнительной поверхности седла запорной арматуры
Автори російськоюЛавриненко Дмитрий Юрьевич, Лавриненко Юрий Федорович
МПК / Мітки
МПК: B24B 15/00
Мітки: спосіб, обробки, поверхні, ущільнювальної, арматури, сідла, запірної, кільцевої
Код посилання
<a href="https://ua.patents.su/3-28246-sposib-obrobki-kilcevo-ushhilnyuvalno-poverkhni-sidla-zapirno-armaturi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки кільцевої ущільнювальної поверхні сідла запірної арматури</a>
Спосіб наведення рознімного компонування запірної арматури на гирло фонтанувальної свердловини
Номер патенту: 24966
Опубліковано: 25.12.1998
Автори: Римчук Данило Васильович, Субаєв Абдула Закірович, Ленкевич Юрій Євгенович, Симивол Леонід Михайлович, Дітковський Анатолій Вікторович, Радковський Володимир Романович
МПК: E21B 33/06, E21B 33/00
Мітки: арматури, свердловини, гирло, фонтанувальної, компонування, спосіб, запірної, рознімного, наведення
Формула / Реферат:
Способ наведения разъемной компоновки запорной арматуры на устье фонтанирующей скважины, образованное обсадной колонной, путем создания базы и установки на базу разъемной компоновки запорной арматуры, отличающийся тем, что после установки на базу разъемной компоновки запорной арматуры производят обрезку находящейся в осевом канале компоновки части обсадной колонны, и обрезку производят с использованием твердотопливного газогенерирующего...
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Денисенко Олександр Антонович, Галенко Василь Петрович, Сухиненко Володимир Євгенович, Тихий Володимир Миколайович, Панченко Євген Миколайович
МПК: B23B 1/00, F04B 39/12
Мітки: виступами, радіальними, спосіб, поверхні, товстостінного, обробки, зовнішньої, циліндра
Формула / Реферат:
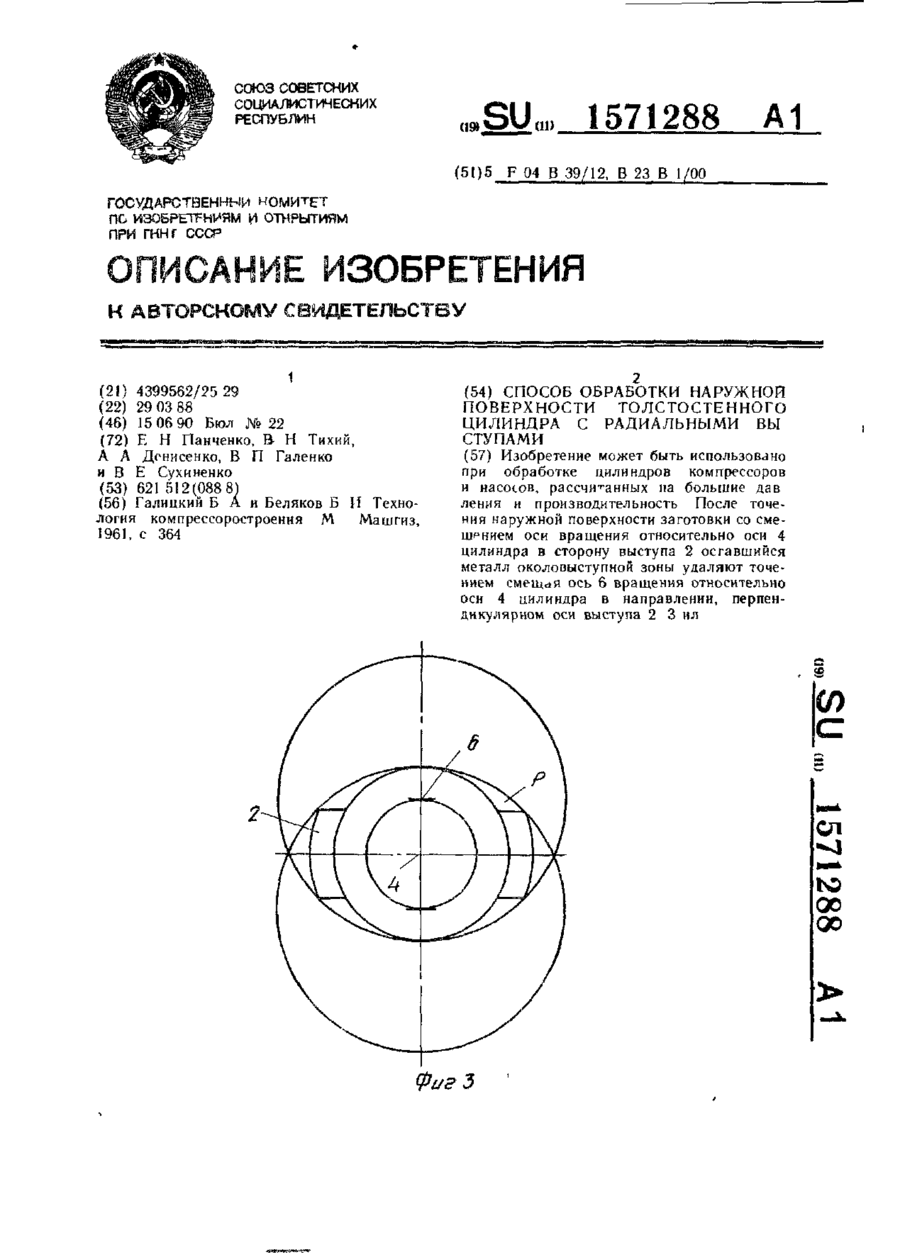
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кошелєв Володимир Борисович, Познянський Ілля Матвійович, Войтович Михайло Миколайович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: кільцевої, спосіб, виготовлення, форми, виробів
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Спосіб обробки поверхні листа
Номер патенту: 18803
Опубліковано: 25.12.1997
Автори: Кравчун Степан Іванович, Потіп Микола Андрійович, Білий Євген Тимофійович, Білий Вячеслав Євгенович
МПК: B21B 1/38
Мітки: спосіб, поверхні, листа, обробки
Формула / Реферат:
Способ обработки поверхности листа, включающий деформирование прокаткой в рифленых валках с формированием однородных конусных впадин, отличающийся тем, что при деформировании одновременно с впадинами формируют однородные выступы с поверхностью вершин, лежащих в одной плоскости, параллельной плоскости листа и образующей квадраты, диагональ которых совпадает с направлением прокатки.
Полірувальний інструмент для обробки сферичних поверхонь
Номер патенту: 1378
Опубліковано: 25.03.1994
Автори: Рогов Валентин Васильович, Філатов Юрій Данилович, Дракін Ігор Володимирович, Рубльов Микола Дмитрович
МПК: B24D 17/00
Мітки: поверхонь, полірувальний, сферичних, обробки, інструмент
Формула / Реферат:
Полировальный инструмент для обработки сферических поверхностей, содержащий корпус сферической формы с закрепленным на нем рабочим элементом, в центре которого выполнено отверстие, отличающийся тем, что, с целью повышения точности обработки, отверстие выполнено коническим с углом конуса 18—45°, причем конусность выполнена в направлении центра сферы, а отношение диаметра d отверстия на поверхности рабочего элемента к радиусу R сферической...
Попередній патент: Пристрій газорозподілу двигуна внутрішнього згоряння
Наступний патент: Спосіб натурних випробувань вітроагрегату для встановлення експериментальної залежності потужності, що виробляється, від швидкості набігаючого вітропотоку
Випадковий патент: Спосіб хіміко-термічного оброблення виробів з інструментальних сталей