Спосіб одержання литих виробів необмеженої довжини з металів та сплавів
Номер патенту: 20250
Опубліковано: 15.07.1997
Автори: Опанасенко Віктор Миколайович, Опанасенко Олександр Миколайович
Формула / Реферат
Спосіб одержання литих виробів необмеженої довжини з металів та сплавів, що включає приготування і рафінування розплаву, формоутворення, кристалізацію і витягування готового виробу, який відрізняється тим, що приготування і рафінування розплаву здійснюють в тиглі установки для електрошлакової тигельної плавки, до якого приєднують кристалізатор машини безперервного лиття, що сполучається з розплавом.
Текст
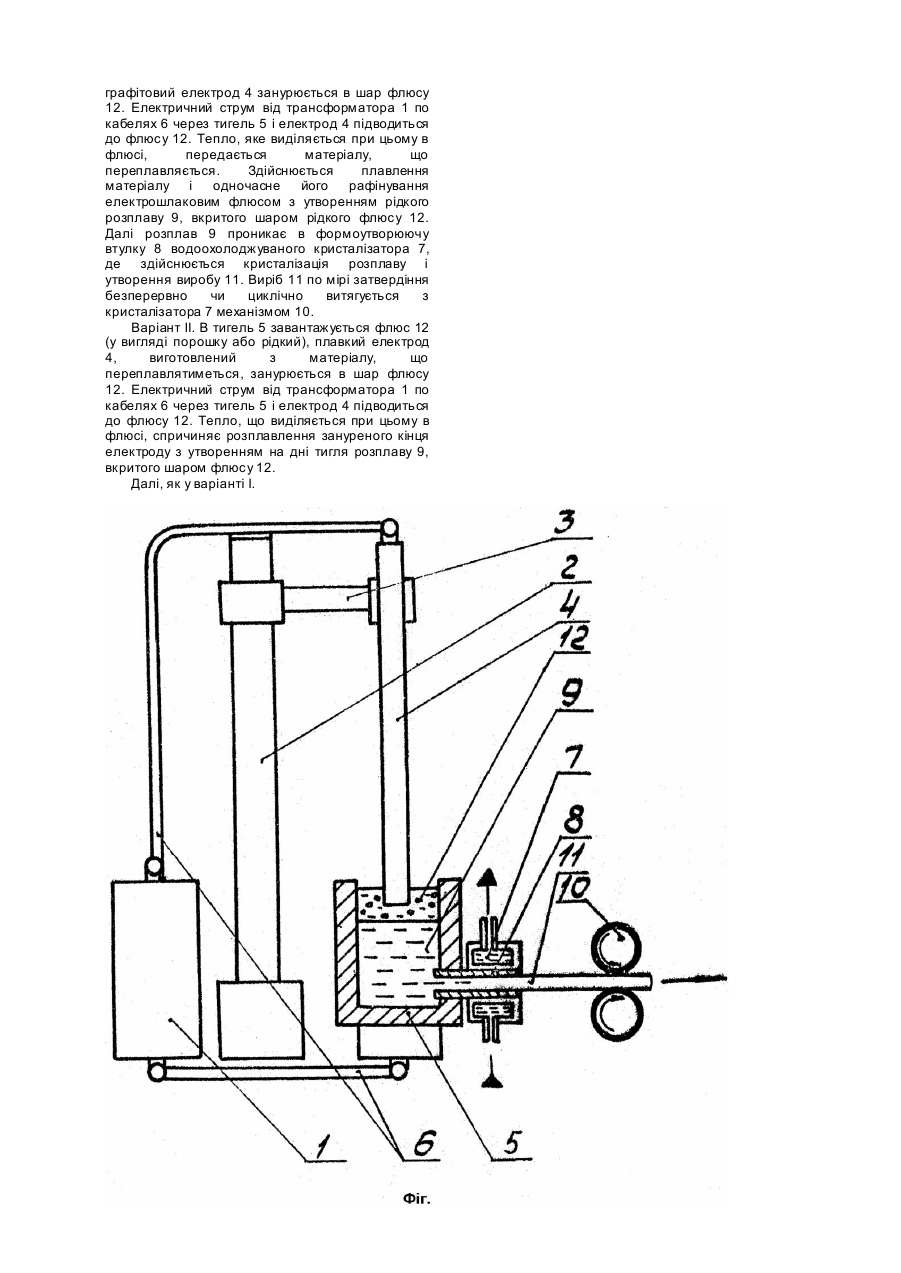
Винахід відноситься до металургії, зокрема до лиття металів безперервним способом. Відомий спосіб вертикального безперервного лиття сталі (Электрошлаковая тигельная плавка и разливка металла. - К.: Наук. думка, 1988. - С.10, мал.4), який заключається у використанні охолоджуваного кристалізатора, у вхідну частин у якого із проміжного ковша поступає розплав сталі, а з вихідної частини за допомогою роликів витягується затверділий злиток. При цьому верхня незатверділа частина розплаву в кристалізаторі покривається рідким флюсом, в який занурюються електроди для здійснення електрошлакового підігріву. Даний спосіб може здійснюватись лише при наявності додаткової печі для приготування розплаву (тобто ще одної переробки), що ускладнює установку для його здійснення і збільшує єнергомісткість, не може забезпечити одержання злитків малого поперечного перерізу із-за неможливості забезпечити електрошлаковий підігрів рідкого флюсу в кристалізаторі малого поперечного перерізу, і не пригодний для одержання злитків із металів і сплавів, хімічний склад яких може змінюватись із-за контакту з атмосферою і газопоглинання при переливанні. Відповідно до другого відомого способу (Заявка Японії №1 - 54147, кл. B22D11/04, 11/00 від 30.10.85) для виготовлення дроту з міді або мідного сплаву використовують кристалізатор, сполучений з піччю для витримки розплаву міді або її сплаву. Вхідна частина кристалізатора виступає всередину печі в розплав, вихідна охолоджується холодильником. Розплав із печі входить в кристалізатор, а затверділий злиток витягують за допомогою роликів з циклічним приводом. Даний спосіб може здійснюватись при умові приготування розплаву в печі, яка не бере участі в ньому (способі). Спосіб лише проводить подальшу переробку розплаву, приготовленого раніше в іншій печі. Тобто необхідна ще одна попередня переробка (власне приготування розплаву), яка збільшує енергомісткість способу, і потрібен процес переливання розплаву з печі для його приготування в піч для витримки розплаву. При переливанні розплаву міді останній може поглинати з атмосфери гази, зокрема кисень, що негативно впливає на електротехнічні властивості. Із-за цього доводиться робити складні пристрої для закритого переливання в середовищі інертних газів, щоб запобігти газопоглинанню. Найбільш близьким до заявлюваного способу є спосіб лиття заготовок із міді і мідних сплавів (Волкогон Г.М., Брезгунов М.М. Производство слитков меди и медных сплавов. - М.: Металлургия, 1980. - С.31, мал.12). Спосіб заключається в тому, що для його здійснення використовується водоохолоджуваний кристалізатор, сполучений з індукційною піччюміксером для витримки розплаву міді чи її сплавів. Розплав поступає у вхідн у частин у кристалізатора, а з вихідної частини за допомогою привідних роликів витягується затверділий злиток. Даний спосіб передбачає наявність додаткової печі для приготування розплаву і необхідність переливання в піч-міксер, що ускладнює установку для здійснення способу, робить її дорожчою. Крім того даний спосіб не виключає можливості контакту розплаву з атмосферним повітрям, збільшує енергомісткість способу, не дозволяє використовува ти в процесі безперервного лиття змащуючі власти вості електрошлакового флюсу. При створенні даного винаходу стояло завдання: виключити з процесу одержання литих виробів необмеженої довжини з металів та сплавів Операцію переливання металу або сплаву з плавильної печі в піч-міксер для витримки розплаву за рахунок здійснення плавлення і витримки розплаву в одній ємкості. В результаті вирішення поставленого завдання відпадає необхідність в печі-міксері і її підігріві. Таким чином при цьому ми значно знижуємо енерговитрати і зменшуємо кількість обладнання і його складність. Запропонований спосіб одержання литих виробів необмеженої довжини з металів та сплавів заключається в приготуванні і рафінуванні розплаву, подальшому формоутворенні, кристалізації і витягуванні готового виробу. Відповідно з винаходом приготування і рафінування розплаву проводять в тиглі установки для електрошлакової тигельної плавки, при цьому до тигля приєднують сполучений з розплавом кристалізатор машини безперервного лиття. Суміщення процесів приготування і рафінування в одній ємкості виключає можливість контакту розплаву з атмосферним повітрям, суттєво підвищуючи при цьому якість одержуваних металічних виробів (прутків, профілів і т.п.). Крім того, при здійсненні запропонованого способу з'являється можливість використання відомого ефекту гарцовки, тобто властивості електрошлакового флюсу, що в незначній кількості міститься в розплаві, при кристалізації злитка виділятись з розплаву на поверхню і утворювати тонку плівку, що огортає злиток. В результаті понижується коефіцієнт тертя закристалізованого виробу об стінки кристалізатора, що, в свою чергу, знижує зусилля витягування, покращує поверхню виробу і виключає можливість контакту закристалізованого, але ще з високою температурою, виробу з атмосферним повітрям. Застосування даного способу особливо ефективне при виробництві прутків електротехнічної міді з відходів міді. Використання для приготування розплаву міді процесу електрошлакової тигельної плавки дозволяє здійснювати рафінування розплаву та гарантує отримання прутків з міді потрібного хімічного складу. Суть запропонованого способу пояснюється кресленням (фіг.), на якому зображена установка для одержання виробів необмеженої довжини з металів та сплавів. Запропонований спосіб здійснюється в установці, що містить в собі установку електрошлакової тигельної плавки, яка складається з джерела нагріву у вигляді трансформатора 1, станини 2, по напрямній якої може переміщува тись кронштейн 3 з електродом 4, тигля 5 і підвідних кабелів 6: водоохолоджуваний кристалізатор 7, встановлений на стінці або днищі тигля 5 таким чином, що формоутворююча втулка 8 одним відкритим кінцем сполучається з розплавом 9 в тиглі 5; механізм 10 витягування закристалізованого виробу 11. Спосіб здійснюється наступним чином. Варіант I. В тигель 5 завантажується матеріал, що переплавлятиметься, потім добавляється флюс 12 (у вигляді порошку або рідкий, розплавлений поза установкою), неплавкий графітовий електрод 4 занурюється в шар флюсу 12. Електричний струм від трансформатора 1 по кабелях 6 через тигель 5 і електрод 4 підводиться до флюсу 12. Тепло, яке виділяється при цьому в флюсі, передається матеріалу, що переплавляється. Здійснюється плавлення матеріалу і одночасне його рафінування електрошлаковим флюсом з утворенням рідкого розплаву 9, вкритого шаром рідкого флюсу 12. Далі розплав 9 проникає в формоутворюючу втулку 8 водоохолоджуваного кристалізатора 7, де здійснюється кристалізація розплаву і утворення виробу 11. Виріб 11 по мірі затвердіння безперервно чи циклічно витягується з кристалізатора 7 механізмом 10. Варіант II. В тигель 5 завантажується флюс 12 (у вигляді порошку або рідкий), плавкий електрод 4, виготовлений з матеріалу, що переплавлятиметься, занурюється в шар флюсу 12. Електричний струм від трансформатора 1 по кабелях 6 через тигель 5 і електрод 4 підводиться до флюсу 12. Тепло, що виділяється при цьому в флюсі, спричиняє розплавлення зануреного кінця електроду з утворенням на дні тигля розплаву 9, вкритого шаром флюсу 12. Далі, як у варіанті I.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing cast articles of unlimited length from metals and alloys
Автори англійськоюOpanasenko Viktor Mykolaiovych, Opanasenko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ получения литых изделий неограниченной длины из металлов и сплавов
Автори російськоюОпанасенко Виктор Николаевич, Опанасенко Александр Николаевич
МПК / Мітки
МПК: C22B 9/18, B22D 11/00
Мітки: металів, необмеженої, одержання, довжини, литих, виробів, спосіб, сплавів
Код посилання
<a href="https://ua.patents.su/2-20250-sposib-oderzhannya-litikh-virobiv-neobmezheno-dovzhini-z-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання литих виробів необмеженої довжини з металів та сплавів</a>
Спосіб одержання магнітних порошків металів та сплавів
Номер патенту: 5079
Опубліковано: 28.12.1994
Автори: Іщук Віктор Левкович, Швець Тамара Михайлівна, Желібо Євгеній Петрович, Михайлюк Вікторія Альфредіївна
Мітки: порошків, магнітних, спосіб, металів, сплавів, одержання
Формула / Реферат:
Способ получения магнитных порошков металлов и сплавов, включающий электроосаждение в двухслойной электролитической ванне, состоящей из слоя водного раствора соли осаждаемого материала и органического слоя смеси поверхностно-активных веществ с кремнийорганическим линейным олигомером с концевыми гидроксильными группами и мол.м. (1-20) • 103 в углеводородной среде, отделение металлического порошка и термообработку в среде водорода,...
Спосіб одержання високодисперсних порошків металів та сплавів групи заліза
Номер патенту: 15814
Опубліковано: 30.06.1997
Автори: Рашевська Галина Казимирівна, Кравець Наталія Миколаївна, Желібо Євген Петрович, Ремез Сергій Васильович, Багрій Василь Андрійович
МПК: C25C 5/00
Мітки: порошків, групи, одержання, металів, спосіб, заліза, високодисперсних, сплавів
Формула / Реферат:
Способ получения високодисперсних порошков металлов и сплавов группы железа, включающий электроосаждение частиц порошка в двухслойной электролитической ванне, отделение, промывку порошка полярным растворителем и последующую его термообработку, отличающийся тем, что после промывки порошка полярным растворителем осуществляют обработку порошка 0,05-0,15% раствором аммиака или аммонийной соли органической кислоты в полярном растворителе.
Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Сміян Олег Дмитрович, Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович
МПК: C22F 1/18
Мітки: тугоплавких, металів, дюгрос, рафінування, сплавів, спосіб
Формула / Реферат:
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10 Па (10 мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).2....
Спосіб одержання міцного зв’язку різнорідних сплавів

Номер патенту: 17702
Опубліковано: 20.05.1997
Автори: Боднарчук Олена Володимирівна, Петрина Юрій Дмитрович, Артим Володимир Іванович
МПК: C22C 1/04
Мітки: міцного, сплавів, різнорідних, зв'язку, одержання, спосіб
Формула / Реферат:
Спосіб одержання міцного зв'язку різнорідних сплавів, при якому один з компонентів беруть у вигляді порошку і формують перехідну зону, який відрізняється тим, що у вигляді порошку беруть обидва компоненти, формують перехідну зону з плавним переходом концентрації компонентів від 0 до 100% І від 100% до 0 відповідно, після чого одержаний виріб спікають.
Спосіб безперервного литва злитків із сплавів кольорових металів
Номер патенту: 13746
Опубліковано: 25.04.1997
Автори: Шустеров Віктор Семеновіч,, Попов Юрій Георгійович, Тепляков Федір Констянтинович, Гутов Левко Олександрович,, Горбунов Володимир Анатолійович, Рябінко Анатолій Васильович
МПК: B22D 11/00
Мітки: сплавів, безперервного, кольорових, литва, злитків, спосіб, металів
Формула / Реферат:
Способ непрерывного литья слитков из сплавов цветных металлов, включающий дозированную подачу жидкого металла в водоохлаждаемый кристаллизатор, вытяжку слитка из кристаллизатора и контроль скорости, отличающийся тем, что скорость литья поддерживают в соответствии со следующей зависимостью:где g - соотношение между количеством твердой и жидкой фазы в...