Спосіб оцінки відокремлення шлакової кірки
Номер патенту: 40496
Опубліковано: 10.04.2009
Автори: Котик Володимир Трохимович, Стреленко Наталья Михайлівна, Прохоренко Одарка Володимирівна, Сливінський Олексій Анатолійович, Жданов Леонід Альбертович
Формула / Реферат
Спосіб оцінки відокремлення шлакової кірки від поверхні металу шва, при якому на зразок у вигляді пластини проводять наплавлення досліджуваними зварювальними матеріалами, при цьому критерієм відокремлення шлакової кірки є довжина зразка, який відрізняється тим, що перед наплавленням визначають співвідношення товщини і ширини зразка, враховуючи енергетичні параметри режиму зварювання, умови розповсюдження тепла, розвитку пластичних і пружних деформацій, яке забезпечує максимальну величину його деформації при заданій довжині.
Текст
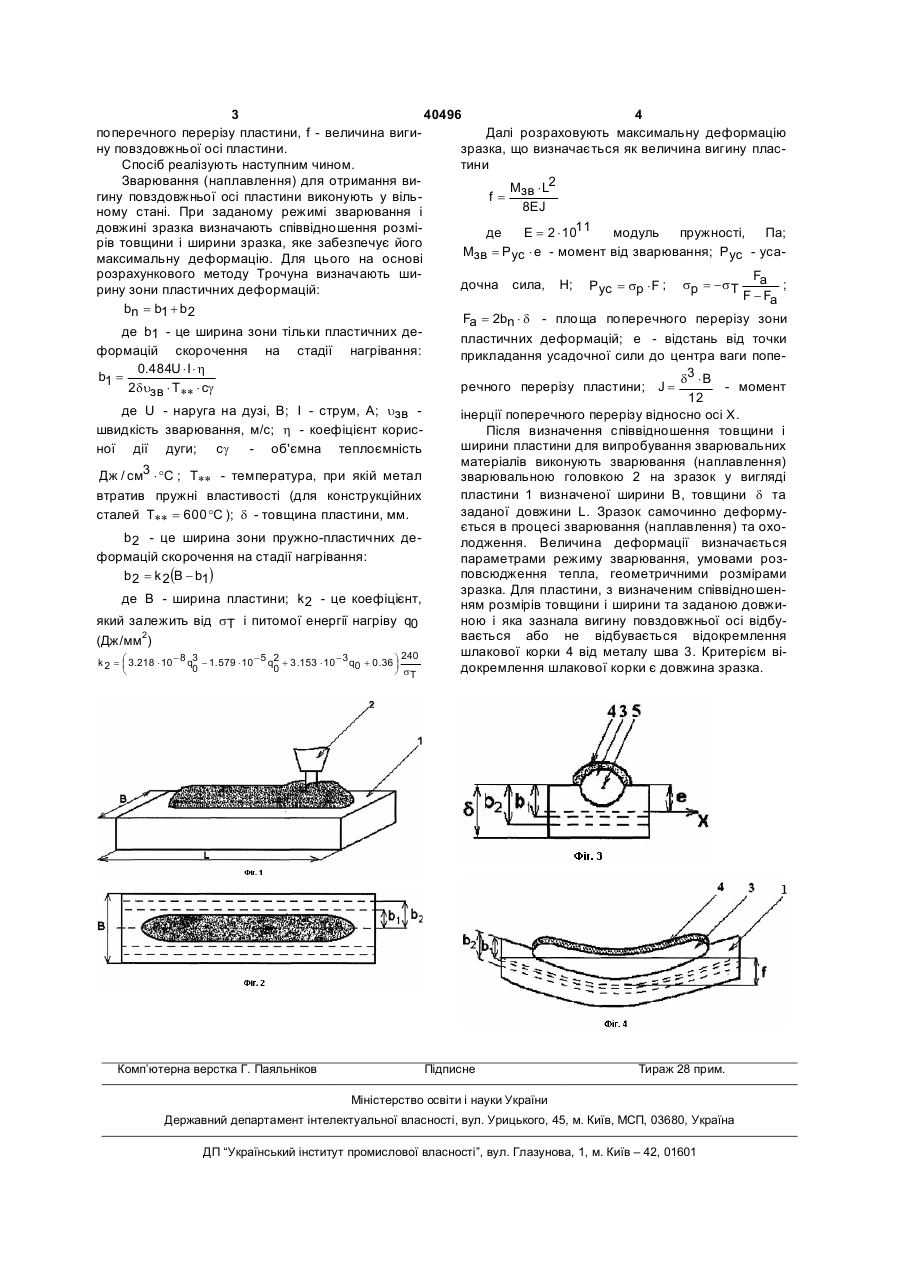
Спосіб оцінки відокремлення шлакової кірки від поверхні металу шва, при якому на зразок у вигляді пластини проводять наплавлення досліджуваними зварювальними матеріалами, при цьому критерієм відокремлення шлакової кірки є довжина зразка, який відрізняється тим, що перед наплавленням визначають співвідношення товщини і ширини зразка, враховуючи енергетичні параметри режиму зварювання, умови розповсюдження тепла, розвитку пластичних і пружних деформацій, яке забезпечує максимальну величину його деформації при заданій довжині. (19) (21) u200813428 (22) 20.11.2008 (24) 10.04.2009 (46) 10.04.2009, Бюл.№ 7, 2009 р. (72) ЖДАНОВ ЛЕОНІД АЛЬБЕРТОВИЧ, UA, ПРОХОРЕНКО ОДАРКА ВОЛОДИМИРІВНА, UA, СТРЕЛЕНКО НАТАЛЬЯ МИХАЙЛІВНА, UA, КОТИК ВОЛОДИМИР ТРОХИМОВИЧ, UA, СЛИВІНСЬКИЙ ОЛЕКСІЙ АНАТОЛІЙОВИЧ, UA (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ", UA 3 40496 4 поперечного перерізу пластини, f - величина вигиДалі розраховують максимальну деформацію ну повздовжньої осі пластини. зразка, що визначається як величина вигину пласСпосіб реалізують наступним чином. тини Зварювання (наплавлення) для отримання виM × L2 f = зв гину повздовжньої осі пластини виконують у віль8EJ ному стані. При заданому режимі зварювання і довжині зразка визначають співвідношення розміде E = 2 × 1011 модуль пружності, Па; рів товщини і ширини зразка, яке забезпечує його Mзв = Р ус × е - момент від зварювання; Р ус - усамаксимальну деформацію. Для цього на основі розрахункового методу Трочуна визначають шиFa дочна сила, Н; Р ус = sр × F ; sp = - s T ; рину зони пластичних деформацій: F - Fa bn = b1 + b 2 Fa = 2bn × d - площа поперечного перерізу зони де b1 - це ширина зони тільки пластичних депластичних деформацій; e - відстань від точки формацій скорочення на стадії нагрівання: прикладання усадочної сили до центра ваги попе0.484U × I × h = b1 d3 × B речного перерізу пластини; J = - момент 2 duзв × Т ** × сg 12 де U - наруга на дузі, В; I - струм, А; uзв інерції поперечного перерізу відносно осі X. швидкість зварювання, м/с; h - коефіцієнт корисПісля визначення співвідношення товщини і ширини пластини для випробування зварювальних ної дії дуги; с g - об'ємна теплоємність матеріалів виконують зварювання (наплавлення) Дж / см3 × °С ; Т** - температура, при якій метал зварювальною головкою 2 на зразок у вигляді пластини 1 визначеної ширини В, товщини d та втратив пружні властивості (для конструкційних заданої довжини L. Зразок самочинно деформусталей Т** = 600 °С ); d - товщина пластини, мм. ється в процесі зварювання (наплавлення) та охоb 2 - це ширина зони пружно-пластичних делодження. Величина деформації визначається формацій скорочення на стадії нагрівання: параметрами режиму зварювання, умовами розповсюдження тепла, геометричними розмірами b 2 = k 2 (B - b1) зразка. Для пластини, з визначеним співвідношенде B - ширина пластини; k 2 - це коефіцієнт, ням розмірів товщини і ширини та заданою довжиякий залежить від sT і питомої енергії нагріву q0 (Дж/мм2) 240 k 2 = æ 3.218 × 10 - 8 q3 - 1. 579 × 10 - 5 q2 + 3 .153 × 10 - 3 q0 + 0 .36 ö ç ÷ 0 0 è ø sT Комп’ютерна верстка Г. Паяльніков ною і яка зазнала вигину повздовжньої осі відбувається або не відбувається відокремлення шлакової корки 4 від металу шва 3. Критерієм відокремлення шлакової корки є довжина зразка. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of evaluating of separation of slag coverage
Автори англійськоюZhdanov Leonid Albertovych, Prokhorenko Odarka Volodymyrivna, Strelenko Natalia Mykhailivna, Kotyk Volodymyr Trokhymovych, Slyvinskyi Oleksii Anatoliiovych
Назва патенту російськоюСпособ оценки отделения шлаковой корки
Автори російськоюЖданов Леонид Альбертович, Прохоренко Дарья Владимировна, Стреленко Наталья Михайловна, Котик Владимир Трофимович, Сливинский Алексей Анатольевич
МПК / Мітки
МПК: B23K 31/10
Мітки: відокремлення, оцінки, шлакової, спосіб, кірки
Код посилання
<a href="https://ua.patents.su/2-40496-sposib-ocinki-vidokremlennya-shlakovo-kirki.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки відокремлення шлакової кірки</a>
Спосіб оцінки відокремлення шлакової кірки
Номер патенту: 66203
Опубліковано: 15.04.2004
Автори: Токарев Володимир Сергійович, Жданов Леонід Альбертович, Гончаров Ігор Олександрович, Коперсак Віктор Миколайович, Сливінський Анатолій Матвійович, Котик Володимир Трофимович
МПК: B23K 31/00
Мітки: кірки, відокремлення, оцінки, спосіб, шлакової
Формула / Реферат:
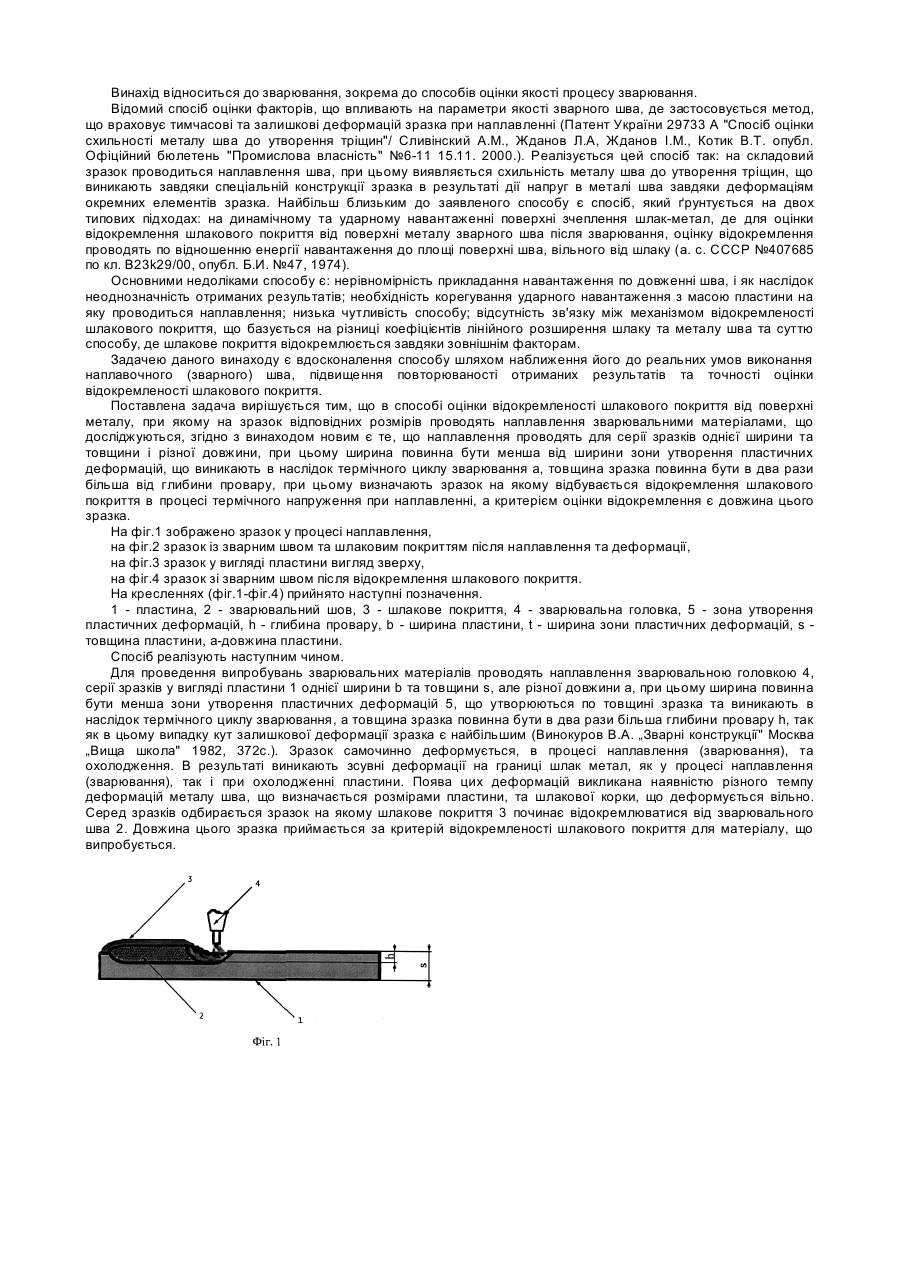
Спосіб оцінки відокремлення шлакового покриття від поверхні металу, при якому на зразок відповідних розмірів проводять наплавлення зварювальними матеріалами, що досліджуються, який відрізняється тим, що наплавлення проводять для серії зразків однієї ширини та товщини і різної довжини, при цьому ширина зразка менша від ширини зони утворення пластичних деформацій, що виникають внаслідок термічного циклу зварювання, а товщина зразка повинна бути...
Спосіб оцінки відділяння шлакового покриття
Номер патенту: 66004
Опубліковано: 15.04.2004
Автори: Котик Володимир Трофимович, Сливінський Анатолій Матвійович, Жданов Леонід Альбертович, Коперсак Віктор Миколайович
МПК: B23K 31/00
Мітки: спосіб, шлакового, відділяння, покриття, оцінки
Формула / Реферат:
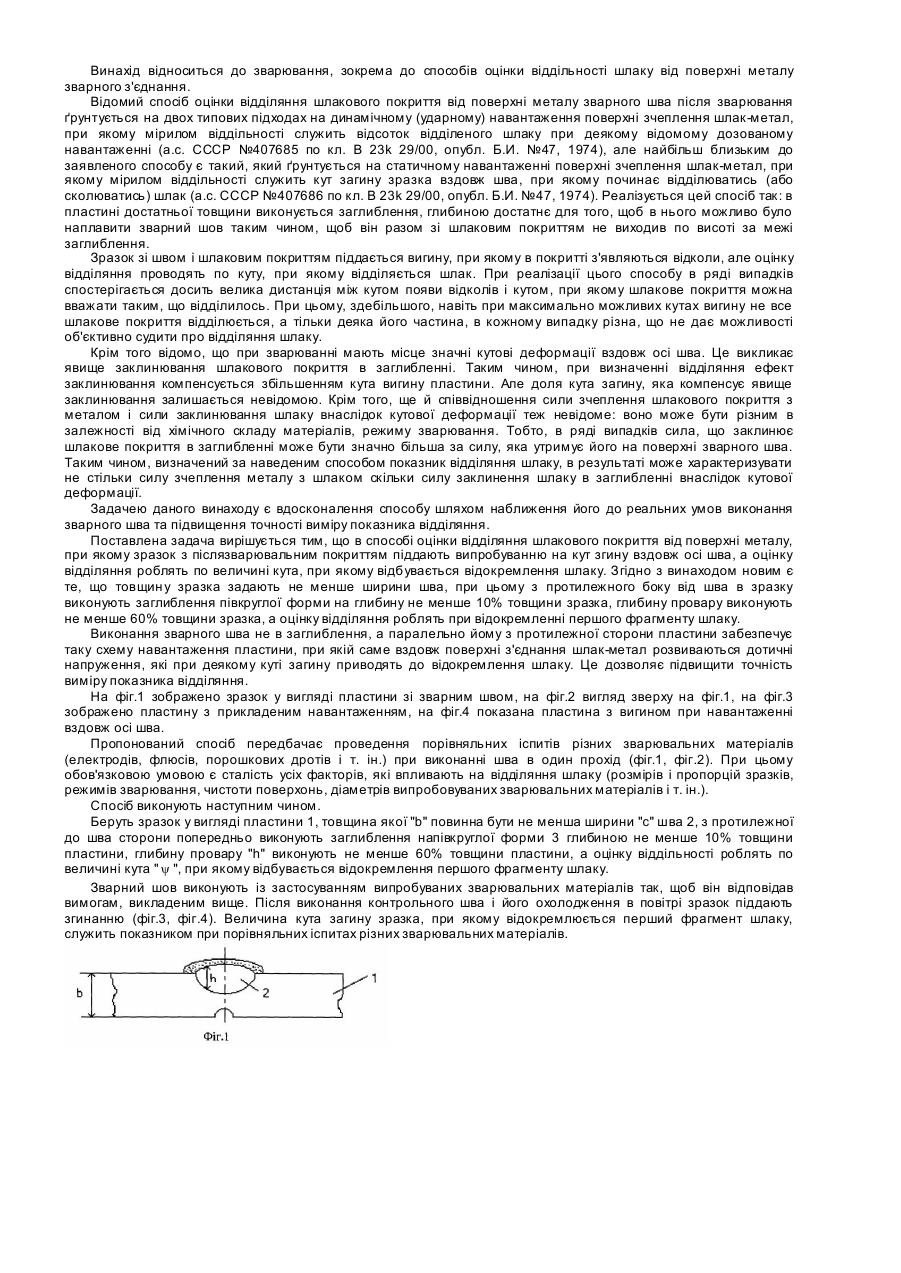
Спосіб оцінки відділяння шлакового покриття від поверхні металу, при якому зразок з післязварювальним шлаковим покриттям піддають випробуванню на кут загину вздовж осі шва, а оцінку відділяння проводять по величині кута, при якому відбувається відокремлення шлаку, який відрізняється тим, що товщину зразка задають не менше ширини шва, при цьому з протилежного боку від шва в зразку виконують заглиблення напівкруглої форми на глибину не менше...
Спосіб оцінки відділення шлакового покриття від поверхні наплавленого металу
Номер патенту: 25928
Опубліковано: 27.08.2007
Автори: Богуцький Олександр Андрійович, Гринь Олександр Григорович, Карпенко Володимир Михайлович, Бойко Ігор Володимирович
МПК: B23K 28/00
Мітки: наплавленого, шлакового, оцінки, спосіб, поверхні, відділення, покриття, металу
Формула / Реферат:
Спосіб оцінки відділення шлакового покриття від поверхні наплавленого металу, при якому виконують зварний шов на підготовленому зразку, піддають його впливу ударного навантаження з величиною енергії удару, недостатньою для деформування зразка і визначають оцінку відділення шлакового покриття, який відрізняється тим, що наплавлення виконують в один шар на поверхні плоскої пластини, другий валик наплавляють з перекриттям першого на половину...
Спосіб створення захисного покриття шлакової чаші
Номер патенту: 35509
Опубліковано: 25.09.2008
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: C21B 3/00
Мітки: шлакової, створення, захисного, чаші, спосіб, покриття
Формула / Реферат:
Спосіб створення захисного покриття шлакової чаші, що включає формування захисного шару і його закріплення на внутрішній поверхні чаші, який відрізняється тим, що захисний шар виконують з матеріалу з більш низькою в порівнянні з матеріалом чаші теплопровідністю, причому цей шар заздалегідь формують на відповідній поверхні форми для відливання чаші, а потім закріплюють його на внутрішній поверхні чаші за допомогою сплавлення або спікання з...
Спосіб виготовлення мінерального зв’язуючого та спосіб виготовлення продукту з шлакової вати
Номер патенту: 67855
Опубліковано: 15.07.2004
Автори: Перандер Мікаель, Таллінг Боб, Ле Белль Жан
МПК: C03C 25/24, C04B 28/00, C03C 1/00, C04B 12/00, D04H 1/64, C03C 25/42
Мітки: продукту, виготовлення, вати, мінерального, зв'язуючого, шлакової, спосіб
Формула / Реферат:
1. Спосіб виготовлення мінерального зв'язуючого, що включає стадії:- розчинення мінерального матеріалу у вигляді частинок, що має склоподібну аморфну структуру, у водному розчині з одержанням розчину, що містить зародкотвірні повторно осаджені частинки даного матеріалу,- стабілізації одержаного таким чином розчину з одержанням золю, що має бажаний розмір частинок.2. Спосіб за п. 1, що включає регулювання вмісту сухої...
Попередній патент: Спосіб корекції гормональних порушень репродуктивного здоров`я у віл-інфікованих жінок фертильного віку
Наступний патент: Спосіб одержання феніл-м-толілфосфорної кислоти
Випадковий патент: Горілка особлива "київ новий"