Спосіб оцінки відокремлення шлакової кірки
Номер патенту: 66203
Опубліковано: 15.04.2004
Автори: Котик Володимир Трофимович, Жданов Леонід Альбертович, Коперсак Віктор Миколайович, Сливінський Анатолій Матвійович, Токарев Володимир Сергійович, Гончаров Ігор Олександрович
Формула / Реферат
Спосіб оцінки відокремлення шлакового покриття від поверхні металу, при якому на зразок відповідних розмірів проводять наплавлення зварювальними матеріалами, що досліджуються, який відрізняється тим, що наплавлення проводять для серії зразків однієї ширини та товщини і різної довжини, при цьому ширина зразка менша від ширини зони утворення пластичних деформацій, що виникають внаслідок термічного циклу зварювання, а товщина зразка повинна бути в два рази більша від глибини провару, при цьому визначають зразок, на якому відбувається відокремлення шлакового покриття в процесі термічного напруження при наплавленні, а критерієм оцінки відокремлення є довжина цього зразка.
Текст
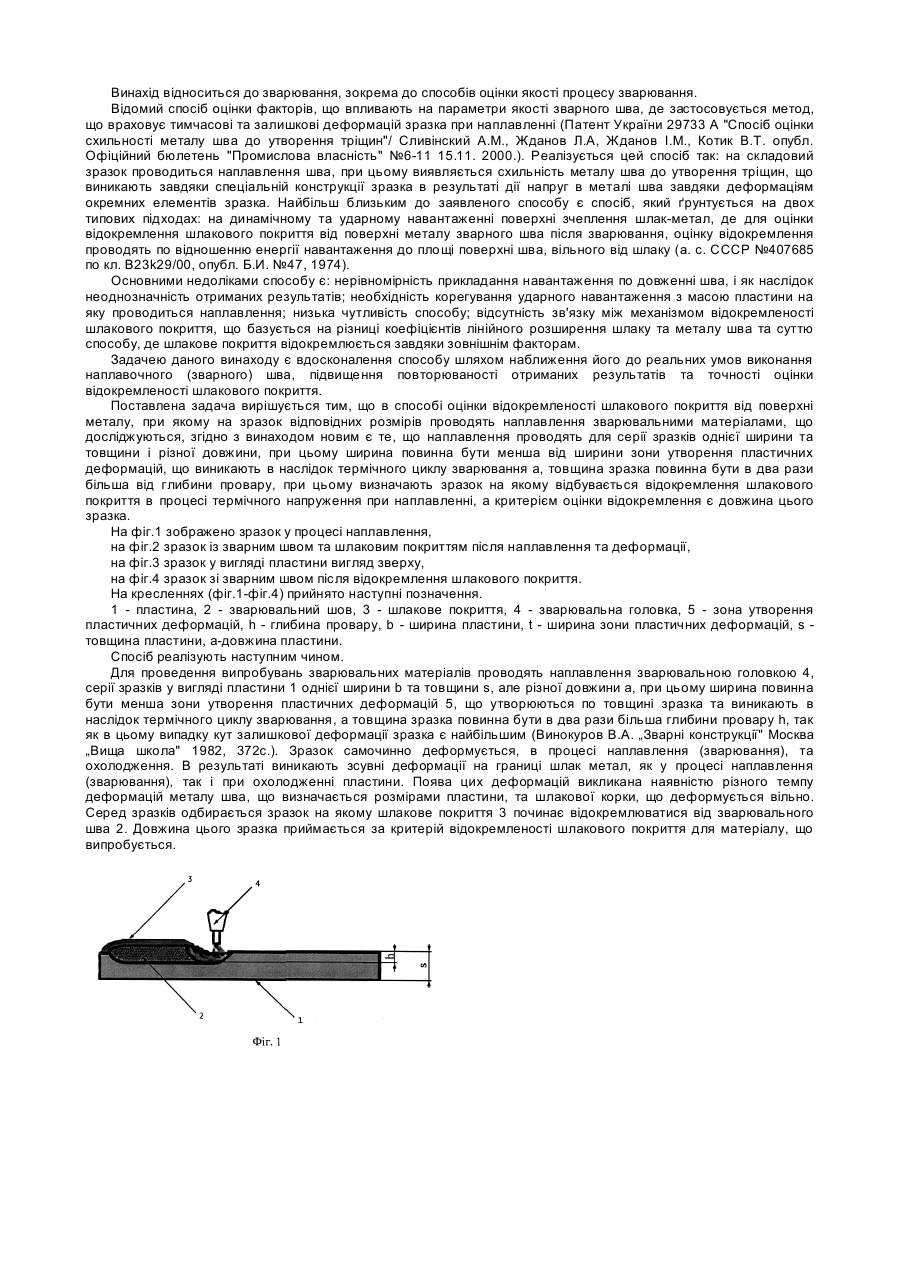
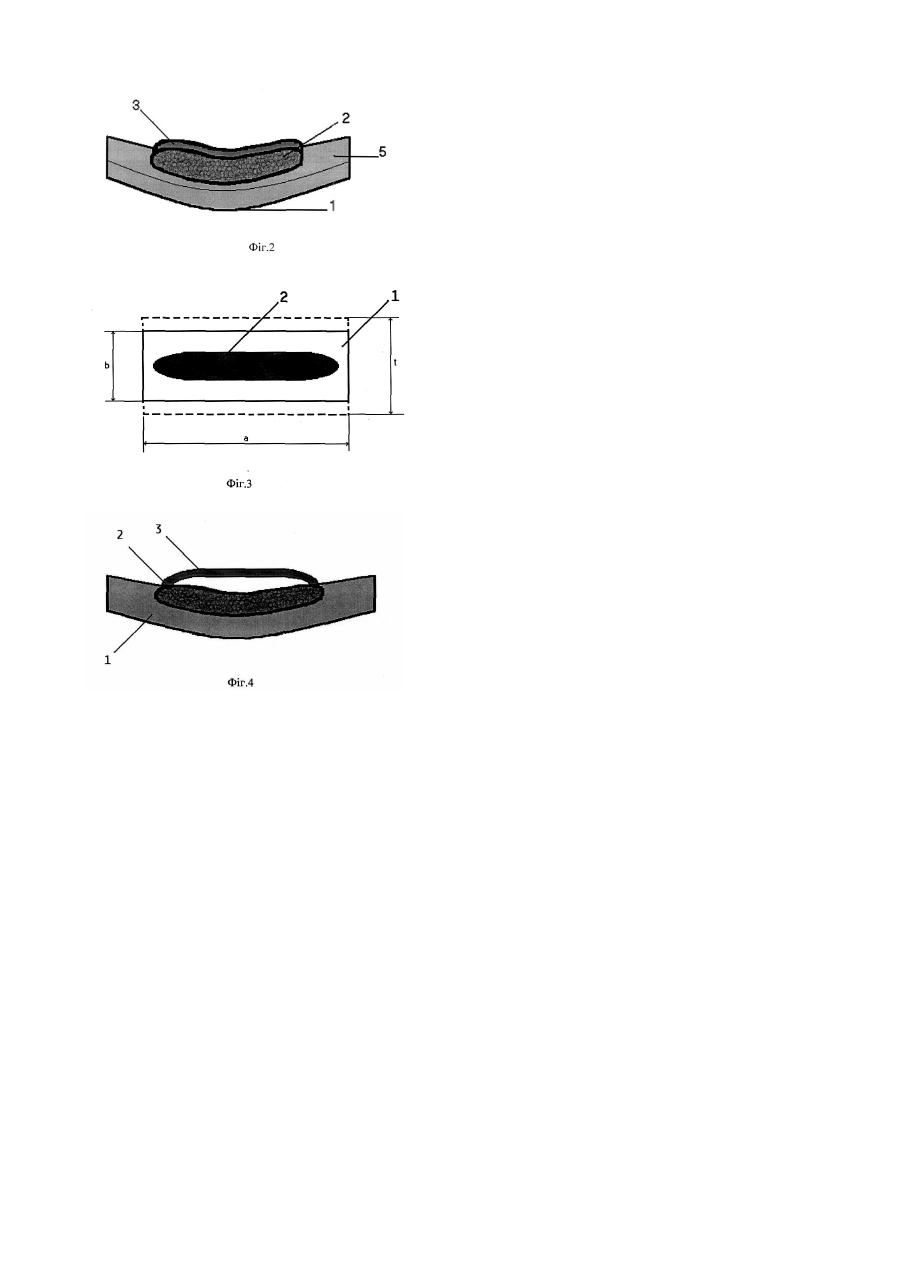
Винахід відноситься до зварювання, зокрема до способів оцінки якості процесу зварювання. Відомий спосіб оцінки факторів, що впливають на параметри якості зварного шва, де застосовується метод, що враховує тимчасові та залишкові деформацій зразка при наплавленні (Патент України 29733 А "Спосіб оцінки схильності металу шва до утворення тріщин"/ Сливінский A.M., Жданов Л.А, Жданов І.М., Котик В.Т. опубл. Офіційний бюлетень "Промислова власність" №6-11 15.11. 2000.). Реалізується цей спосіб так: на складовий зразок проводиться наплавлення шва, при цьому виявляється схильність металу шва до утворення тріщин, що виникають завдяки спеціальній конструкції зразка в результаті дії напруг в металі шва завдяки деформаціям окремних елементів зразка. Найбільш близьким до заявленого способу є спосіб, який ґрунтується на двох типових підходах: на динамічному та ударному навантаженні поверхні зчеплення шлак-метал, де для оцінки відокремлення шлакового покриття від поверхні металу зварного шва після зварювання, оцінку відокремлення проводять по відношенню енергії навантаження до площі поверхні шва, вільного від шлаку (а. с. СССР №407685 по кл. В23k29/00, опубл. Б.И. №47, 1974). Основними недоліками способу є: нерівномірність прикладання навантаження по довженні шва, і як наслідок неоднозначність отриманих результатів; необхідність корегування ударного навантаження з масою пластини на яку проводиться наплавлення; низька чутливість способу; відсутність зв'язку між механізмом відокремленості шлакового покриття, що базується на різниці коефіцієнтів лінійного розширення шлаку та металу шва та суттю способу, де шлакове покриття відокремлюється завдяки зовнішнім факторам. Задачею даного винаходу є вдосконалення способу шляхом наближення його до реальних умов виконання наплавочного (зварного) шва, підвищення повторюваності отриманих результатів та точності оцінки відокремленості шлакового покриття. Поставлена задача вирішується тим, що в способі оцінки відокремленості шлакового покриття від поверхні металу, при якому на зразок відповідних розмірів проводять наплавлення зварювальними матеріалами, що досліджуються, згідно з винаходом новим є те, що наплавлення проводять для серії зразків однієї ширини та товщини і різної довжини, при цьому ширина повинна бути менша від ширини зони утворення пластичних деформацій, що виникають в наслідок термічного циклу зварювання а, товщина зразка повинна бути в два рази більша від глибини провару, при цьому визначають зразок на якому відбувається відокремлення шлакового покриття в процесі термічного напруження при наплавленні, а критерієм оцінки відокремлення є довжина цього зразка. На фіг.1 зображено зразок у процесі наплавлення, на фіг.2 зразок із зварним швом та шлаковим покриттям після наплавлення та деформації, на фіг.3 зразок у вигляді пластини вигляд зверху, на фіг.4 зразок зі зварним швом після відокремлення шлакового покриття. На кресленнях (фіг.1-фіг.4) прийнято наступні позначення. 1 - пластина, 2 - зварювальний шов, 3 - шлакове покриття, 4 - зварювальна головка, 5 - зона утворення пластичних деформацій, h - глибина провару, b - ширина пластини, t - ширина зони пластичних деформацій, s товщина пластини, а-довжина пластини. Спосіб реалізують наступним чином. Для проведення випробувань зварювальних матеріалів проводять наплавлення зварювальною головкою 4, серії зразків у вигляді пластини 1 однієї ширини b та товщини s, але різної довжини а, при цьому ширина повинна бути менша зони утворення пластичних деформацій 5, що утворюються по товщині зразка та виникають в наслідок термічного циклу зварювання, а товщина зразка повинна бути в два рази більша глибини провару h, так як в цьому випадку кут залишкової деформації зразка є найбільшим (Винокуров В.А. „Зварні конструкції" Москва „Вища школа" 1982, 372с.). Зразок самочинно деформується, в процесі наплавлення (зварювання), та охолодження. В результаті виникають зсувні деформації на границі шлак метал, як у процесі наплавлення (зварювання), так і при охолодженні пластини. Поява цих деформацій викликана наявністю різного темпу деформацій металу шва, що визначається розмірами пластини, та шлакової корки, що деформується вільно. Серед зразків одбирається зразок на якому шлакове покриття 3 починає відокремлюватися від зварювального шва 2. Довжина цього зразка приймається за критерій відокремленості шлакового покриття для матеріалу, що випробується.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for evaluation of separation of slag coverage
Автори англійськоюZhdanov Leonid Albertovych, Slyvinskyi Anatolii Matviiovych, Honcharov Ihor Oleksandrovych, Tokarev Volodymyr Serhiiovych
Назва патенту російськоюСпособ оценки отделения шлаковой корки
Автори російськоюЖданов Леонид Альбертович, Сливинский Анатолий Матвеевич, Гончаров Игорь Александрович, Токарев Владимир Сергеевич
МПК / Мітки
МПК: B23K 31/00
Мітки: спосіб, відокремлення, кірки, шлакової, оцінки
Код посилання
<a href="https://ua.patents.su/2-66203-sposib-ocinki-vidokremlennya-shlakovo-kirki.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки відокремлення шлакової кірки</a>
Спосіб оцінки відділяння шлакового покриття
Номер патенту: 66004
Опубліковано: 15.04.2004
Автори: Котик Володимир Трофимович, Коперсак Віктор Миколайович, Жданов Леонід Альбертович, Сливінський Анатолій Матвійович
МПК: B23K 31/00
Мітки: спосіб, шлакового, покриття, оцінки, відділяння
Формула / Реферат:
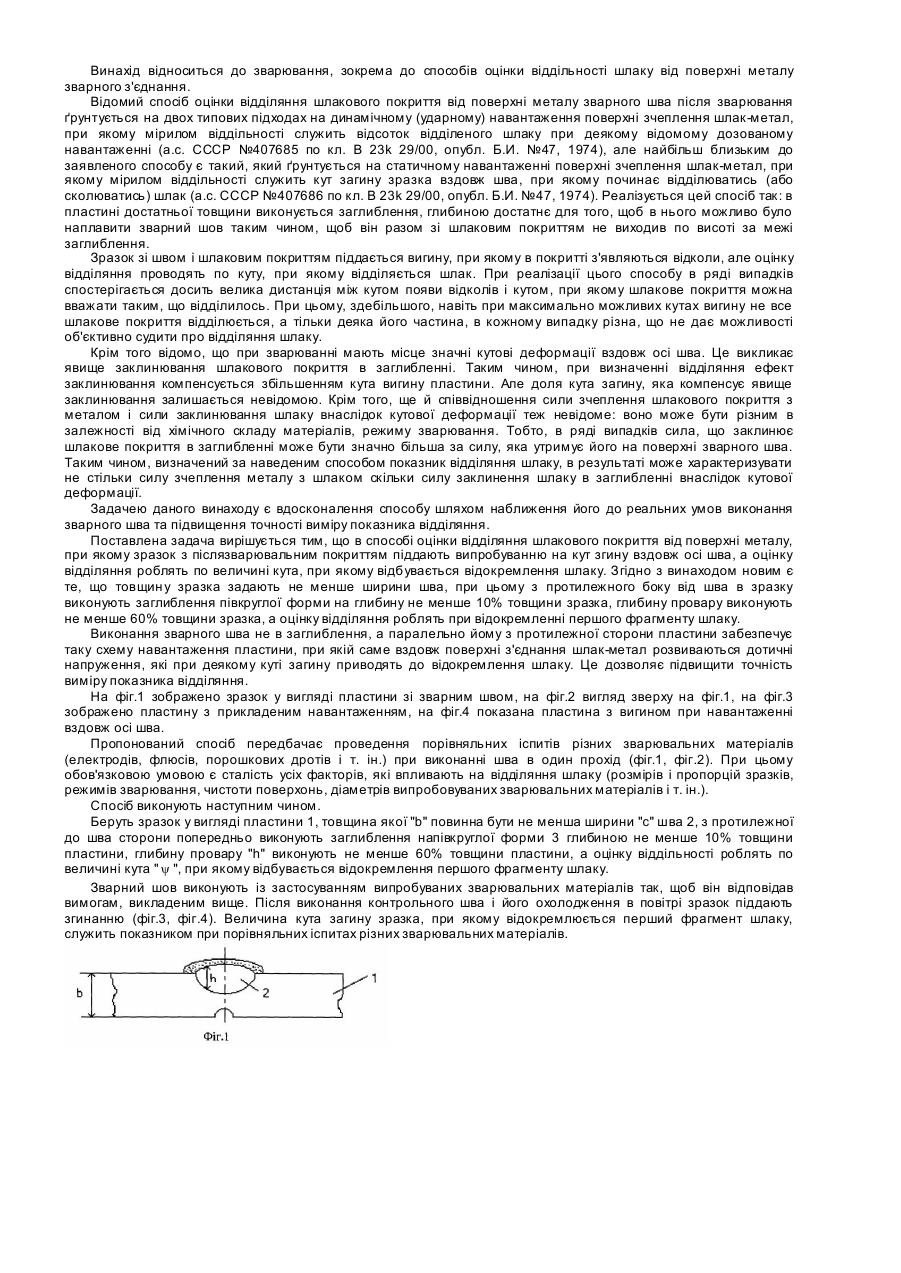
Спосіб оцінки відділяння шлакового покриття від поверхні металу, при якому зразок з післязварювальним шлаковим покриттям піддають випробуванню на кут загину вздовж осі шва, а оцінку відділяння проводять по величині кута, при якому відбувається відокремлення шлаку, який відрізняється тим, що товщину зразка задають не менше ширини шва, при цьому з протилежного боку від шва в зразку виконують заглиблення напівкруглої форми на глибину не менше...
Спосіб оцінки пористості базисної пластмаси знімного зубного протеза
Номер патенту: 40431
Опубліковано: 16.07.2001
Автори: Крайній Андрій Валентинович, Неспрядько Валерій Петрович
МПК: G01N 15/08, A61C 13/00
Мітки: оцінки, зубного, пористості, знімного, протеза, спосіб, пластмаси, базисної
Формула / Реферат:
Спосіб оцінки пористості базисної пластмаси димного зубного протеза, що передбачає використання еталонного і досліджуваного зразків в ізотермічних умовах, який відрізняється тим, що в еталонний і досліджуваний зразки під дією постійного навантаження і впродовж однакового часу вдавлюють стандартний індентор, вимірюють глибину вдавлювання індентора в еталонний (W1) і досліджуваний (W2) зразки, визначають відносну пористість...
Спосіб оцінки міжшарової міцності пористих сіткових матеріалів з тканих металевих сіток
Номер патенту: 34643
Опубліковано: 15.03.2001
Автор: Тишкевич Тарас Ростиславович
Мітки: металевих, сіток, сіткових, матеріалів, спосіб, тканих, міцності, оцінки, пористих, міжшарової
Формула / Реферат:
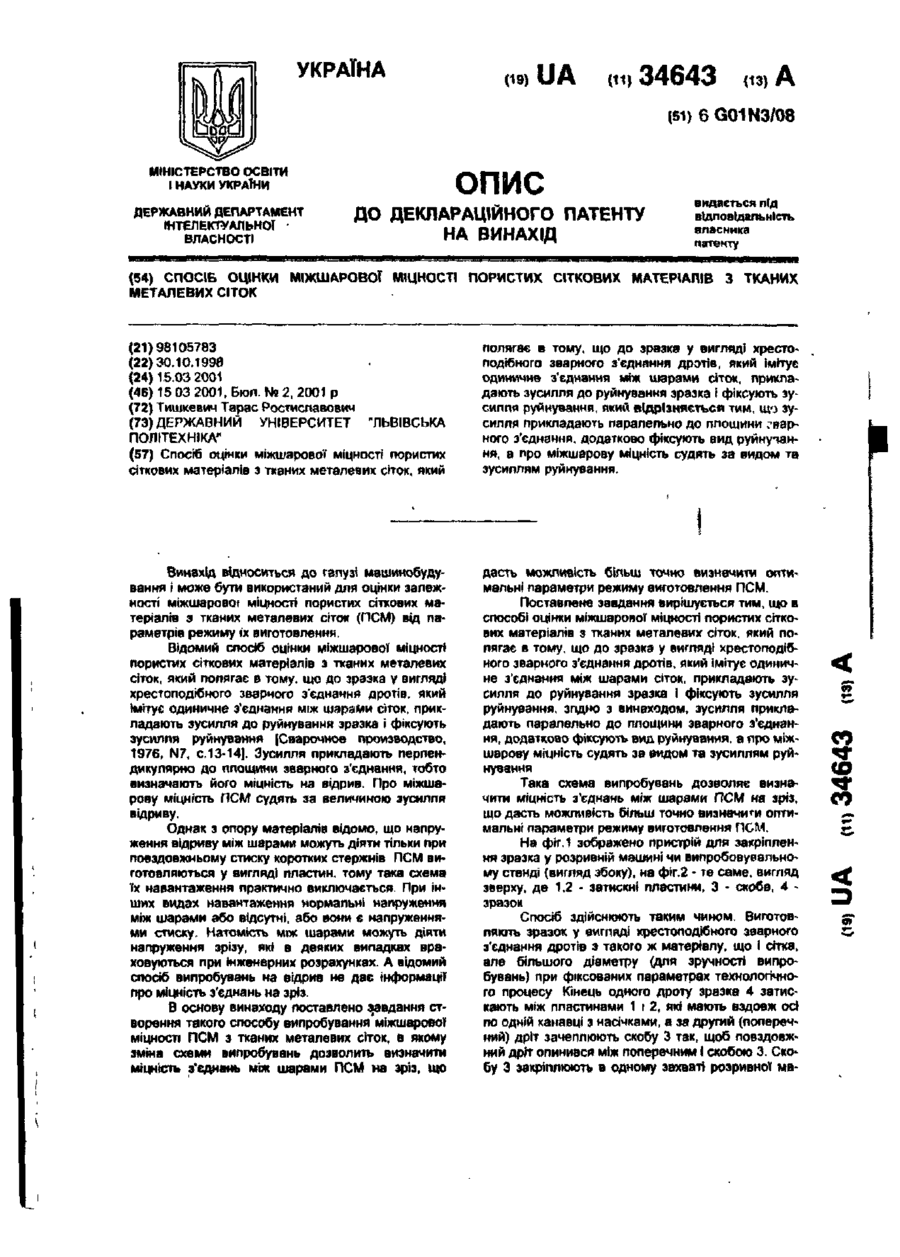
Спосіб оцінки міжшарової міцності пористих сіткових матеріалів з тканих металевих сіток, який полягає в тому, що до зразка у вигляді хрестоподібного зварного з'єднання дротів, який імітує одиничне з'єднання між шарами сіток, прикладають зусилля до руйнування зразка і фіксують зусилля руйнування, який відрізняється тим, що зусилля прикладають паралельно до площини зварного з'єднання, додатково фіксують вид руйнування, а про міжшарову міцність...
Спосіб випробування й оцінки якості захисних покрить від дії зварювальних бризок
Номер патенту: 46995
Опубліковано: 17.06.2002
Автори: Будьонний Михайло Михайлович, Роменський В'ячеслав Іванович, Подобєдов Володимир Васильович, Бородінов Володимир Олександрович
МПК: G01N 19/02, G01N 25/00
Мітки: зварювальних, захисних, випробування, оцінки, якості, бризок, дії, спосіб, покрить
Формула / Реферат:
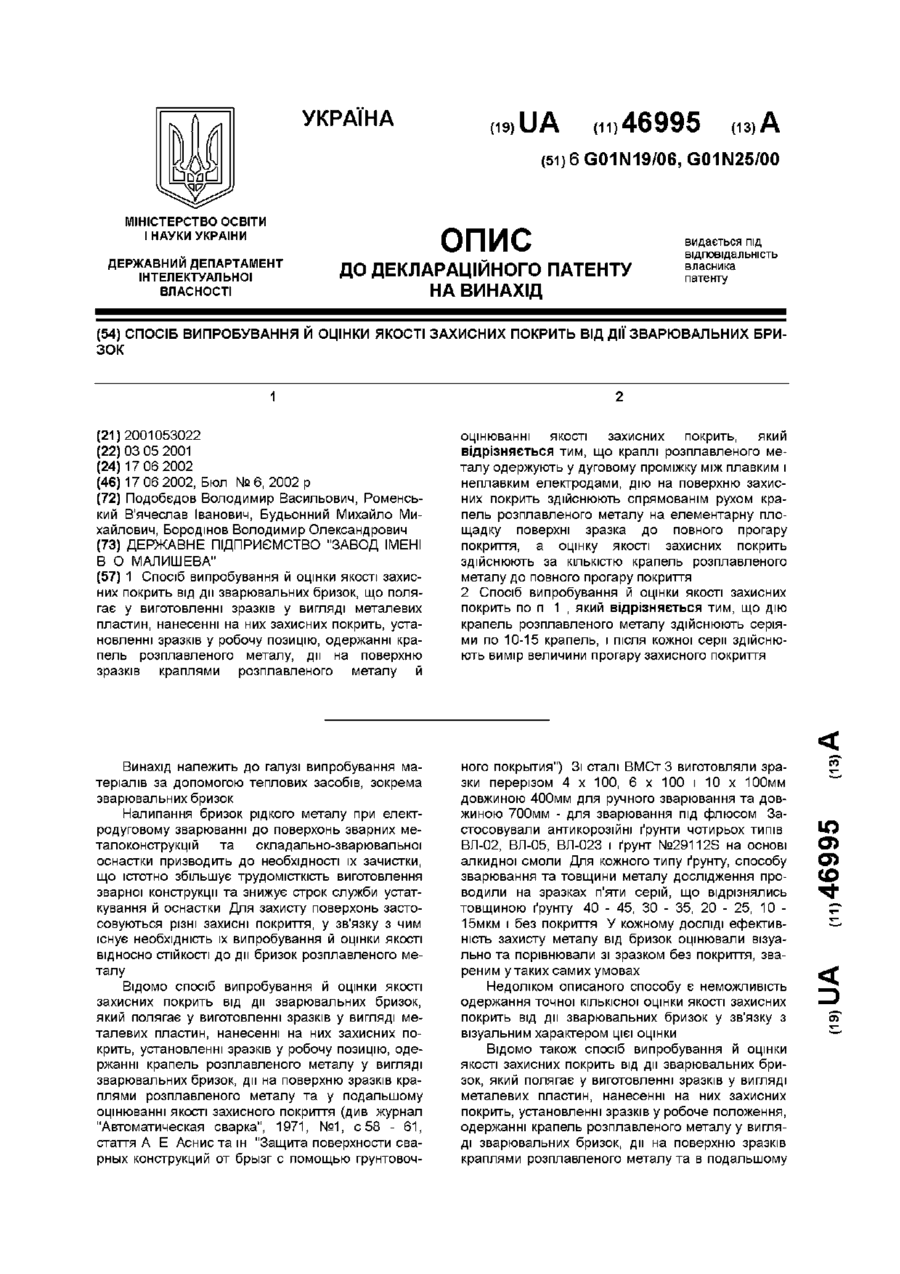
1. Спосіб випробування й оцінки якості захисних покрить від дії зварювальних бризок, що полягає у виготовленні зразків у вигляді металевих пластин, нанесенні на них захисних покрить, установленні зразків у робочу позицію, одержанні крапель розплавленого металу, дії на поверхню зразків краплями розплавленого металу й оцінюванні якості захисних покрить, який відрізняється тим, що краплі розплавленого металу одержують у дуговому проміжку між...
Спосіб відокремлення насіння від плодів гарбузів
Номер патенту: 10089
Опубліковано: 30.09.1996
Автори: Остапчук Микола Васильович, Садигов Камаладін Джималович
МПК: A23N 4/00
Мітки: гарбузів, плодів, відокремлення, спосіб, насіння
Формула / Реферат:
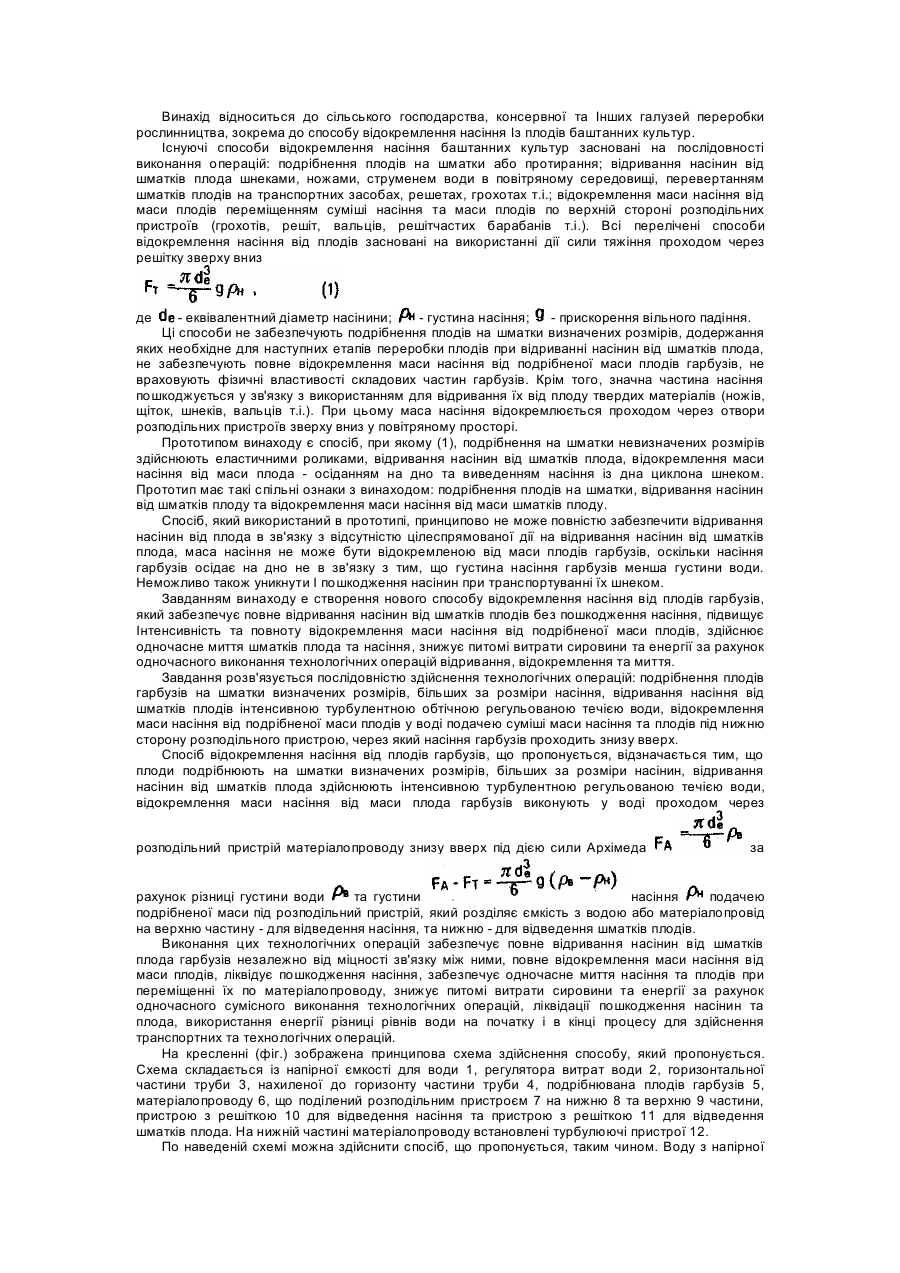
Спосіб відокремлення насіння від плодів гарбузів, який складається із подрібнення плодів гарбузів на шматки, відривання насіння від шматків плода, відокремлення маси насіння від подрібненої маси плода, який відрізняється тим, що плоди подрібнюють на шматки визначених розмірів, більших за розміри насінин, відривання насіння від шматків плода здійснюють інтенсивною течією води, відокремлення маси насіння від маси плода виконують у воді...
Попередній патент: Обладнання комплексної діагностики та лікування
Наступний патент: Спосіб вимірювання тиску газів
Випадковий патент: Спосіб лікування хворих на алергодерматози з порушенням мікробіоценозу кишечнику