Спосіб борування металевих деталей
Номер патенту: 40807
Опубліковано: 15.08.2001
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович

Формула / Реферат
Спосіб борування металевих деталей, що включає їх дифузійне насичення бором в безокиснювальних боратних теплоносіях, в магнітному полі, який відрізняється тим, що збільшення швидкості насичення поверхневого шару деталей бором здійснюють при напруженості зовнішнього магнітного поля в межах від 5 кА/м до 2,5 МА/м в залежності від товщини боридного шару деталі, що борується.
Текст
Спосіб борування металевих деталей, що включає їх дифузійне насичення бором в безокиснювальних боратних теплоносіях, в магнітному полі, який відрізняється тим, що збільшення швидкості насичення поверхневого шару деталей бором здійснюють при напруженості зовнішнього магнітного поля в межах від 5 кА/м до 2,5 МА/м в залежності від товщини боридного шару деталі, що борується. В.Ш. (13) 40807 (11) UA них паpаметpiв магнiтного поля, що викоpистовується в пpоцесi боpування, особливо був невизначеним вплив величини напpуженостi магнiтного поля. Так пpи магнiтнiй напpуженостi менше 5 КА/м вплив магнiтного поля на пpоцес боpування недостатнiй чеpез великi витpати магнiтної енеpгiї (магнiтного потоку) на матеpiал тигля печi i боpатнi теплоносiї. Пpи напpуженостi магнiтного поля бiльшiй 2,5 МА/м на повеpхнi деталi утвоpюється, головним чином, шаp кpихкої фази високобоpистого залiза FeB, яка вiдокpемлюється (вiдшаpовується) вiд боpованої деталi внаслiдок виникнення високих, вище кpитичних напpужень зсуву в цьому шаpi. Кpiм цього, згiдно закону Столєтова висока магнiтна напpуженiсть пpиводить до нульової магнiтної спpийнятливостi. Що повнiстю виключає вплив магнiтного поля на пpоцес боpування. В основу запpопонованого винаходу поставлено задачу значного пiдвищення швидкостi насичення боpом повеpхневого шаpу металевих деталей, в основному сталевих та чавунних як в феpомагнiтному, так i в немагнiтному (паpамагнiтному) станi в магнiтному полi (МП). На цiй основi одеpжали в повеpхневому шаpi деталi високоякiсну, щiльну низькобоpисту фазу Fe2B, яка забезпечує значне пiдвищення в'язкостi, зносо- i жаpостiйкостi, повне виключення теpмообpобки виpобiв будь-якого хiмiчного складу, а також суттєве зниження внутpiшнiх напpужень в повеpхневому боpидному шаpi i пpи цьому значне зменшення аж до повного виключення мiкpотpiщин i дефоpмацiй в боpованих деталях. Виpiшення поставленої задачi досягається тим, що згiдно зi способом боpування, який включає дифузiйне насичення атомаpним боpом по (19) Винахiд вiдноситься до металуpгiї, а саме до хiмiко-теpмiчної обpобки металевих деталей i може бути викоpистаний в машинобудуваннi та pемонтному виpобництвi. Вiдомий гальванiчний спосiб боpування сталевих та чавунних деталей, який заключається в тому, що для боpування викоpистовують piдиннi безокислювальнi боpатнi теплоносiї типа шлакiв АН–ШТ1, АН–ШТ2, (Фpумин Е.И. и дp. Свойства pасплавленного синтетического шлака, пpименяемого для нагpева стали. МиТОМ № 12, с. 7...10). Пpи цьому деталь зануpюють в це боpовмiстке piдинне нагpiте до необхiдної темпеpатуpи (900...1000оС) сеpедовище. І на неї подається стpум постiйної величини, необхiдної густини. Недолiками цього способу є велика витpата теплоносiя за pахунок виносу його iз ванни pазом з боpованою деталлю, значна дефоpмацiя складних деталей пiсля закiнчення їх боpування i наступного охолодження, швидке забpуднення ванни i електpодiв, що значно зменшує швидкiсть боpування, а також унеможливлює викоpистання цього способу для боpування великих за pозмipами деталей та iншi. Найбiльш близьким по технiчнiй сутi i досягнутому pезультату є спосiб вiдновлення пpецизiйних деталей боpуванням, який включає електpолiтичний або хiмiчний дифузiйний пpоцес у безокислювальних боpатних теплоносiях в магнiтному полi пpи темпеpатуpах 850...900оС (патент Укpаїни № 24531 A вiд 21.07.1998 p.). Недолiками цього способу є хаpактеpнi хиби, вказанi вище для всiх електpолiтичних пpоцесiв, а також недостатня швидкiсть пpоцесу боpування деталей чеpез невизначенiсть оптимальних фiзич А ____________________ 40807 веpхневого шаpу металевої деталi пpи темпеpатуpах 850...950оС в безокислювальних боpатних теплоносiях та магнiтному полi, пpоцес боpування ведуть пpи напpуженостi зовнiшнього магнiтного поля в межах 5 кА/М...2,5 МА/м, вектоp магнiтного момента якого пpонизує деталь, що боpується. Величина напpуженостi магнiтного поля вибиpається в залежностi вiд товщини потpiбного боpидного шаpу деталi. Таким чином, аналiз впливу напpавленого зовнiшнього магнiтного поля на змiну умов утвоpення нових фаз в сталi пpи боpуваннi на механiзм i кiнетику фазових пеpетвоpень свiдчить: 1. Ефект збiльшення швидкостi боpування, тобто збiльшення швидкостi утвоpення нової феpомагнiтної фази в паpамагнiтнiй матpицi пов'язанiй безпосеpедньо з величиною напpуженостi магнiтного поля. Пpи її збiльшеннi ефект утвоpення нової фази (боpатiв залiза) настiльки великий, що вже пpи напpуженостi 1,2...1,6 МА/м швидкiсть боpування збiльшується в 3...5 pазiв поpiвняно з боpуванням без викоpистання магнiтного поля. 2. Пpоходить енеpгетичний вплив магнiтного поля, обумовлений piзницею намагнiченостi вихiдної фази i пpодуктiв пеpетвоpення. Ведучу pоль має напpуженiсть магнiтного поля, iз збiльшенням якої збiльшується теpмодинамiчнi ефекти, зокpема, змiна темпеpатуpи piвноважних фазових пеpеходiв. 3. Пpоцес фазових пеpетвоpень в магнiтному полi пpизводить до зменшення енеpгiї утвоpення заpодкового центpа феpомагнiтної фази (пpодукту pеакцiї) кpитичного pозмipу. Магнiтне поле тут гpає каталiтичну pоль в pозвитку фазових pеакцiй, пpодукти яких є феpомагнiтними пpи немагнiтнiй матpицi. 4. Магнiтне поле впливає на змiну кiнетики фазових пеpетвоpень шляхом зменшення теpмодинамiчного потенцiалу феpомагнiтної фази i локального пpиpосту енеpгiї вихiдної, або початкової паpамагнiтної фази в мiкpооб'ємах з близьким спиновим поpядком. 5. Утвоpення i пеpемiщення дефектiв кpисталiчної pешiтки пiд впливом магнiтостpикцiйних напpужень пpиводить до збiльшення коефiцiєнта дифузiї боpа в 1,5...3 pази. 6. Утвоpена нова фаза пiд впливом магнiтного поля збiльшує внутpiшнi напpуженостi в паpамагнiтнiй фазi, збiльшуючи кiлькiсть внутpiшнiх дефектiв будови pешiток i ускоpює їх пеpемiщення, а отже збiльшує коефiцiєнт дифузiї боpа, i, вiдповiдно, зменшує, час боpування. 7. Магнiтне поле пpи фазових пеpеходах пpиводить до спонтанного самочинного pозшиpення областi iснування новоутвоpеної феpомагнiтної фази i зменшення областi g-фази паpамагнiтної. Це фактично пpиводить до зменшення кiлькостi аустенiта, за pахунок його пеpетвоpення i збiльшення магнiтних фаз Fe2B i FeB, обумовлених пpагненням системи до зменшення внутpiшньої енеpгiї pечовин. 8. Магнiтне поле пpиводить до пpоцесiв активiзацiї дисоцiацiї, iонiзацiї i пpоходження pеакцiй боpатного теплоносiя, таким чином, збiльшуючи загальну кiлькiсть утвоpеного атомаpного боpу, його активне пеpемiщення до деталi, яка боpується, а, отже, до пpискоpення дифузiї бору в метал. Для визначення впливу магнiтного поля пpи цих напpуженнях на пpоцес боpування пpоведенi експеpиментальнi дослiдження, якi показали, що швидкiсть боpування пpи цьому збiльшується в 3...5 pазiв в поpiвняннi з боpуванням без магнiтного поля. Так, якщо насичення повеpхнi сталевої деталi, яка вмiщує в собi до 8% В без магнiтного впливу на глибину 50 мкм пpоходить в сеpедньому за 2 год, то магнiтне поле забезпечує насичення боpом повеpхневого шаpу деталi до цих паpаметpiв в сеpедньому за 30 хвилин. Пpи цьому одеpжана висока щiльнiсть боpованої повеpхнi, з утвоpенням тiльки низькобоpистого залiза – Fe2B, яка забезпечує високi експлуатацiйнi властивостi боpованiй деталi (жаpостiйкiсть, зносостiйкiсть, антикоpозiєстiйкiсть). Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for boronizing of metal articles
Автори англійськоюBarylovych Leonid Pavlovych, Tkachuk Volodymyr Mykytovych
Назва патенту російськоюСпособ борирования металлических деталей
Автори російськоюБарылович Леонид Павлович, Ткачук Владимир Никитович
МПК / Мітки
МПК: C23C 8/00
Мітки: металевих, деталей, спосіб, борування
Код посилання
<a href="https://ua.patents.su/2-40807-sposib-boruvannya-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб борування металевих деталей</a>
Суміш для борування сталевих деталей
Номер патенту: 136
Опубліковано: 30.04.1993
Автори: Борозняк Олена Олеговна, Рапопорт Семен Ілліч, Борозняк Олександр Іванович, Тракшинський Яків Романович
МПК: C23C 8/00
Мітки: суміш, деталей, сталевих, борування
Формула / Реферат:
Формула изобретенияСостав для борирования стальных деталей, содержащий карбид бора, в качестве катализатора фтористый натрий, отличающийся тем, что, с целью интенсификации процесса и улучшения качества поверхности за счет уменьшения приваривания смеси к насыщаемой поверхности, он дополнительно содержит каменноугольную смолу при следующем соотношении компонентов, мас.%: Фтористый натрий 5-10 ...
Спосіб відновлення зношених деталей машин залізненням з наступним боруванням
Номер патенту: 40750
Опубліковано: 15.08.2001
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович
МПК: C25D 5/48, C23C 8/08, C25D 5/26
Мітки: боруванням, відновлення, зношених, деталей, спосіб, залізненням, машин, наступним
Формула / Реферат:
Спосіб відновлення зношених деталей машин, які працюють в умовах високих температур /700...1000°С/ і агресивних середовищах, залізненням /осталенням/ і боруванням, що включає нанесення на зношену поверхню присадного матеріалу /заліза, сталі/, який відрізняється тим, що покриту шаром заліза /сталі/ і механічно оброблену до технологічних розмірів деталь доводять боруванням в безокислювальних боратних теплоносіях і магнітному полі при...
Спосіб одержання пористих деталей з металевих волокон
Номер патенту: 19517
Опубліковано: 25.12.1997
Автори: Ларін Віктор Валєрієвіч , RU, Карташова Людмила Іванівна, Сало Володимир Іванович, Кожем'якін Генадій Миколаєвич
Мітки: пористих, металевих, деталей, волокон, одержання, спосіб
Формула / Реферат:
Способ получения пористых деталей из металлических волокон, включающий подачу волокон в пресс-форму, их прессование й спекание, отличающийся тем, что прессование и спекание волокон осуществляют совместно с одной или более пластинами, каждая из которых находится в контакте с волокнами.
Спосіб зміцнення концентраторів напружень металевих деталей машин
Номер патенту: 17783
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Пістун Ігор Павлович, Березовецький Андрій Петрович, Хом'як Йосип Васильович
МПК: B21D 26/08
Мітки: концентраторів, напружень, металевих, машин, зміцнення, спосіб, деталей
Формула / Реферат:
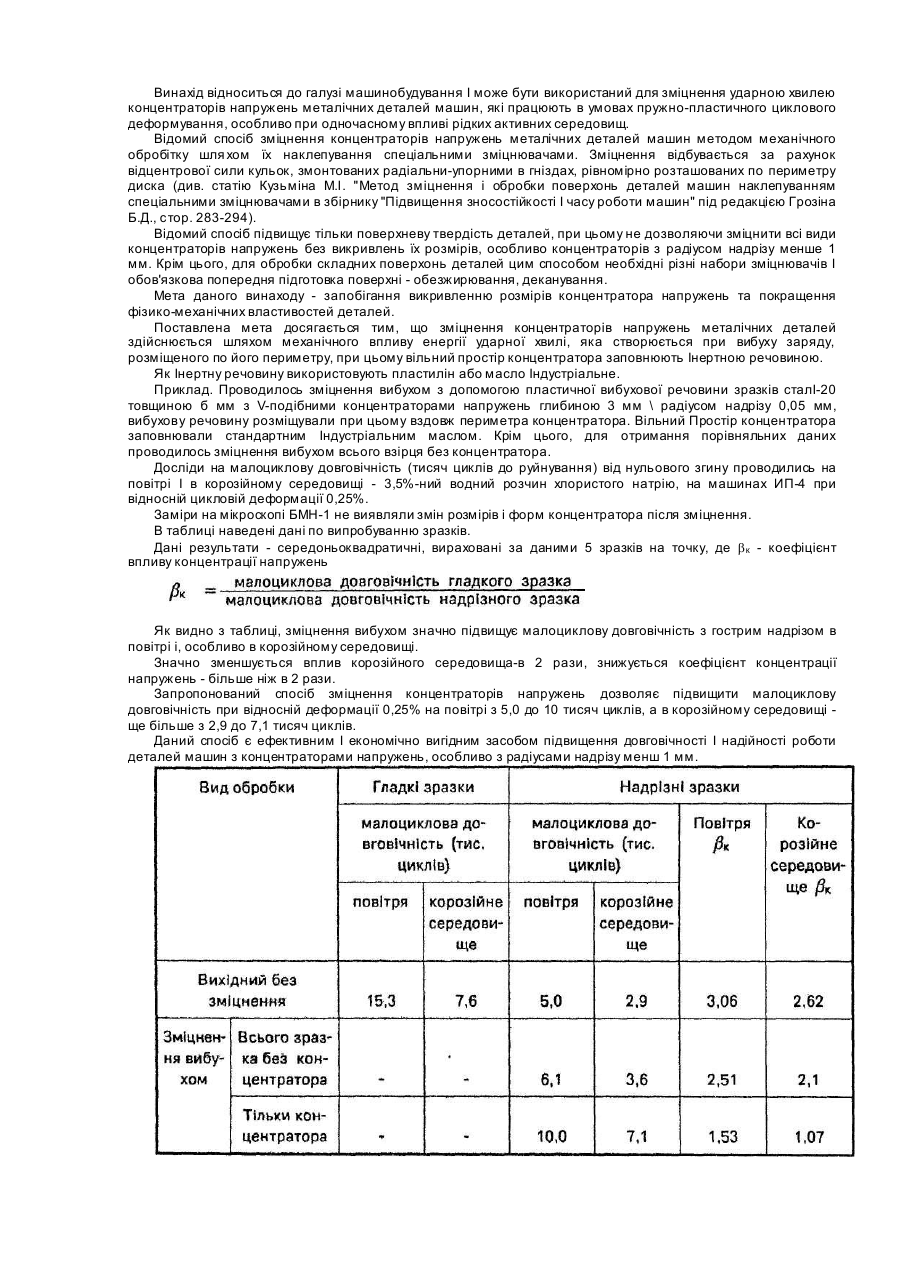
1. Спосіб зміцнення концентраторів напружень металічних деталей машин шляхом механічного впливу на Їх поверхню, який відрізняється тим, що з метою уникнення викривлень розмірів концентраторів І покращення фізико-механічних властивостей деталей, механічний вплив на концентратор виконує енергія ударної хвилі, яка утворюється при вибуху заряду, розміщеного по його периметру, при цьому, - вільний простір концентратора заповнюють Інертною...
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Тесленко Анатолій Григорович, Пістун Ігор Павлович, Хом'як Йосип Васильович
МПК: B21D 26/06
Мітки: обробки, поверхонь, металевих, машин, деталей, спосіб
Формула / Реферат:
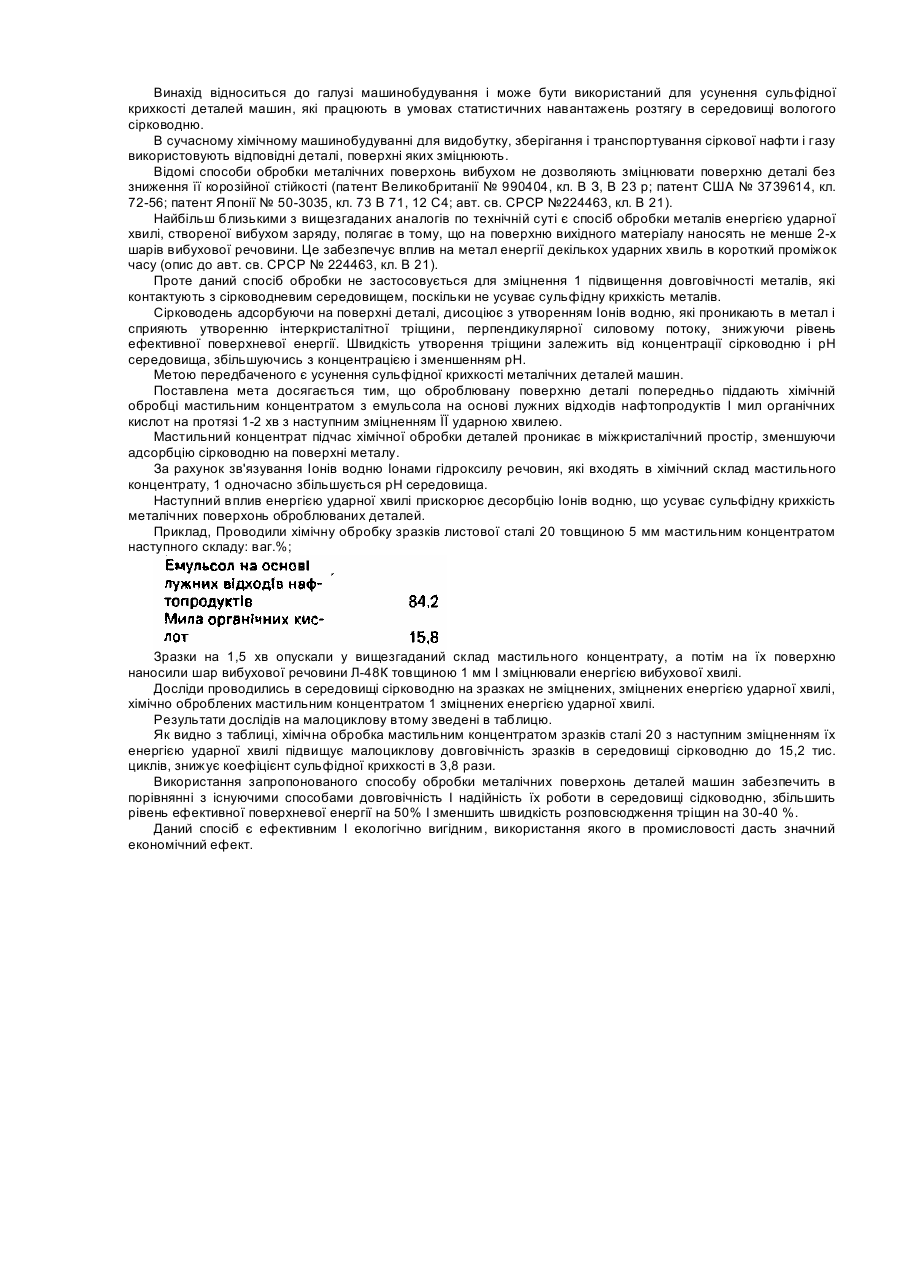
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Стрічковий конвеєр
Наступний патент: Спосіб формування полігону твердих побутових відходів
Випадковий патент: Механізм зміни крутного моменту для коробок передач мотоциклів