Спосіб формування термопластичних виробів
Номер патенту: 41220
Опубліковано: 12.05.2009
Автори: Савченко Віктор Степанович, Желудов Ігор Миколайович
Формула / Реферат
1. Спосіб формування термопластичних виробів, згідно з яким пластмасову стрічку попередньо нагрівають до температури пружно-пластичного стану, затискають між робочою формою та притискачем і переміщують униз штовхачем, який нагрівають до температури, близької до температури нагрітої пластмасової стрічки, при цьому охолоджують водою робочу форму та притискач, видаляють стиснуте повітря, що залишається під притиснутою пластмасовою стрічкою, крізь технологічні зазори та отвори, який відрізняється тим, що повітря, витиснуте з робочої форми, після проходження крізь технологічні зазори та отвори направляють через повітряний канал і відкритий електромагнітний клапан у камеру автоматичного регулювання положення пластмасової стрічки, де встановлюють з можливістю переміщення гнучку діафрагму і підтримують при цьому постійний тиск повітря.
2. Спосіб за п. 1, який відрізняється тим, що величину тиску повітря у камері визначають значенням розподільного навантаження, підбір якого залежить від робочого тиску у камері та робочій формі, фізико-термічних характеристик плівки і оптимального положення нагрітої пластмасової стрічки.
Текст
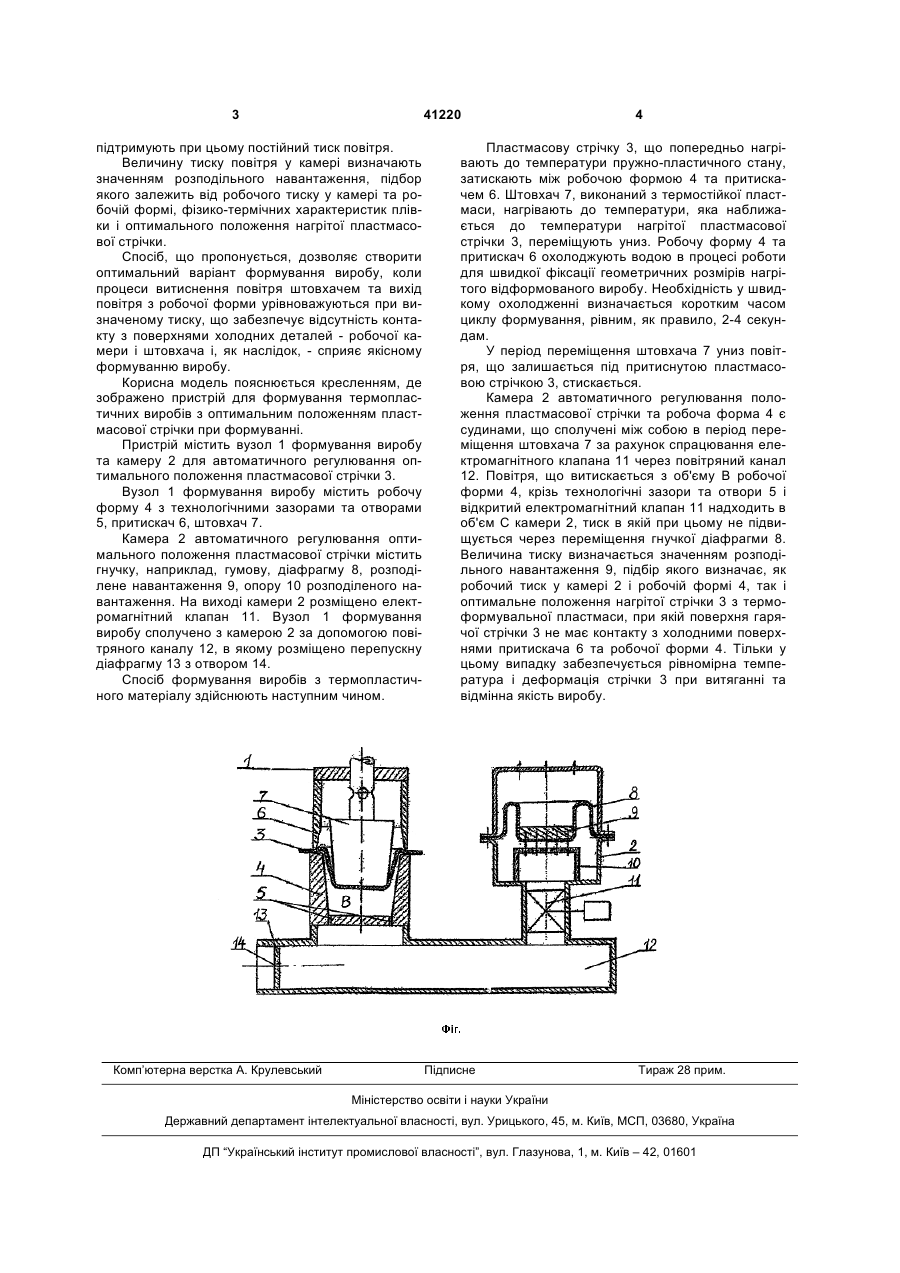
1. Спосіб формування термопластичних виробів, згідно з яким пластмасову стрічку попередньо нагрівають до температури пружно-пластичного стану, затискають між робочою формою та притискачем і переміщують униз штовхачем, який нагрівають до температури, близької до температури нагрітої пластмасової стрічки, при цьому охолоджують водою робочу форму та притискач, видаляють стиснуте повітря, що залишається під притиснутою пластмасовою стрічкою, крізь 3 41220 підтримують при цьому постійний тиск повітря. Величину тиску повітря у камері визначають значенням розподільного навантаження, підбор якого залежить від робочого тиску у камері та робочій формі, фізико-термічних характеристик плівки і оптимального положення нагрітої пластмасової стрічки. Спосіб, що пропонується, дозволяє створити оптимальний варіант формування виробу, коли процеси витиснення повітря штовхачем та вихід повітря з робочої форми урівноважуються при визначеному тиску, що забезпечує відсутність контакту з поверхнями холодних деталей - робочої камери і штовхача і, як наслідок, - сприяє якісному формуванню виробу. Корисна модель пояснюється кресленням, де зображено пристрій для формування термопластичних виробів з оптимальним положенням пластмасової стрічки при формуванні. Пристрій містить вузол 1 формування виробу та камеру 2 для автоматичного регулювання оптимального положення пластмасової стрічки 3. Вузол 1 формування виробу містить робочу форму 4 з технологічними зазорами та отворами 5, притискач 6, штовхач 7. Камера 2 автоматичного регулювання оптимального положення пластмасової стрічки містить гнучку, наприклад, гумову, діафрагму 8, розподілене навантаження 9, опору 10 розподіленого навантаження. На виході камери 2 розміщено електромагнітний клапан 11. Вузол 1 формування виробу сполучено з камерою 2 за допомогою повітряного каналу 12, в якому розміщено перепускну діафрагму 13 з отвором 14. Спосіб формування виробів з термопластичного матеріалу здійснюють наступним чином. Комп’ютерна верстка А. Крулевський 4 Пластмасову стрічку 3, що попередньо нагрівають до температури пружно-пластичного стану, затискають між робочою формою 4 та притискачем 6. Штовхач 7, виконаний з термостійкої пластмаси, нагрівають до температури, яка наближається до температури нагрітої пластмасової стрічки 3, переміщують униз. Робочу форму 4 та притискач 6 охолоджують водою в процесі роботи для швидкої фіксації геометричних розмірів нагрітого відформованого виробу. Необхідність у швидкому охолодженні визначається коротким часом циклу формування, рівним, як правило, 2-4 секундам. У період переміщення штовхача 7 униз повітря, що залишається під притиснутою пластмасовою стрічкою 3, стискається. Камера 2 автоматичного регулювання положення пластмасової стрічки та робоча форма 4 є судинами, що сполучені між собою в період переміщення штовхача 7 за рахунок спрацювання електромагнітного клапана 11 через повітряний канал 12. Повітря, що витискається з об'єму В робочої форми 4, крізь технологічні зазори та отвори 5 і відкритий електромагнітний клапан 11 надходить в об'єм С камери 2, тиск в якій при цьому не підвищується через переміщення гнучкої діафрагми 8. Величина тиску визначається значенням розподільного навантаження 9, підбір якого визначає, як робочий тиск у камері 2 і робочій формі 4, так і оптимальне положення нагрітої стрічки 3 з термоформувальної пластмаси, при якій поверхня гарячої стрічки 3 не має контакту з холодними поверхнями притискача 6 та робочої форми 4. Тільки у цьому випадку забезпечується рівномірна температура і деформація стрічки 3 при витяганні та відмінна якість виробу. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of molding thermoplastic articles
Автори англійськоюSavchenko Viktor Stepanovych, Zheludov Ihor Mykolaiovych
Назва патенту російськоюСпособ формования термопластичных изделий
Автори російськоюСавченко Виктор Степанович, Желудов Игорь Николаевич
МПК / Мітки
МПК: B65D 1/00, B65D 8/00, B65D 6/00
Мітки: термопластичних, спосіб, формування, виробів
Код посилання
<a href="https://ua.patents.su/2-41220-sposib-formuvannya-termoplastichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування термопластичних виробів</a>
Спосіб формування виробів з термопластичного матеріалу
Номер патенту: 11502
Опубліковано: 15.12.2005
Автор: Савченко Віктор Степанович
МПК: B65D 1/00, B65D 8/00, B65D 6/00
Мітки: матеріалу, виробів, формування, спосіб, термопластичного
Формула / Реферат:
1. Спосіб формування виробів з термопластичного матеріалу, за яким пластмасову стрічку, попередньо нагріту до температури пружно-пластичного стану, затискають між робочою формою та притискачем, і переміщують униз штовхач, виконаний з термостійкої пластмаси, що має температуру, яка наближається до температури нагрітої пластмасової стрічки, охолоджуючи водою в процесі роботи робочу форму та притискач для швидкої фіксації геометричних розмірів...
Пристрій для формування виробів з термопластичного матеріалу
Номер патенту: 40558
Опубліковано: 10.04.2009
Автори: Савченко Віктор Степанович, Желудов Ігор Миколайович
МПК: B65D 8/00, B65D 6/00, B65D 1/00
Мітки: формування, виробів, термопластичного, пристрій, матеріалу
Формула / Реферат:
1. Пристрій для формування термопластичних виробів, який містить вузол формування виробу з робочою формою, притискач і штовхач, який відрізняється тим, що додатково містить камеру автоматичного регулювання положення пластмасової стрічки, яка має гнучку діафрагму, навантаження і опору навантаження, а на виході камери автоматичного регулювання положення пластмасової стрічки розміщено електромагнітний клапан, при цьому вузол формування виробу...
Пристрій для формування виробів з термопластичного матеріалу
Номер патенту: 11501
Опубліковано: 15.12.2005
Автор: Савченко Віктор Степанович
МПК: B65D 1/00, B65D 6/00, B65D 8/00
Мітки: пристрій, формування, матеріалу, виробів, термопластичного
Формула / Реферат:
1. Пристрій для формування виробів з термопластичного матеріалу, який містить вузол формування виробу, що має робочу форму з технологічними зазорами та отворами, притискач і штовхач, який відрізняється тим, що додатково містить камеру автоматичного регулювання оптимального положення пластмасової стрічки, яка має гнучку діафрагму, розподілене навантаження, опору розподіленого навантаження і на виході якої розміщено електромагнітний клапан, а...
Пристрій для формування виробів з термопластичних матеріалів
Номер патенту: 64763
Опубліковано: 15.03.2004
Автори: Литвиненко Володимир Олександрович, Свєчкін Юрій Федорович, Литвиненко Олександр Васильович, Смирнова Валентина Семенівна, Коваль Микола Іванович, Глаголєв Сергій Євгенович
МПК: B29C 51/10
Мітки: матеріалів, пристрій, виробів, формування, термопластичних
Формула / Реферат:
1. Пристрій для формування виробів з термопластичних матеріалів, що містить матрицю з порожниною і штуцером для відводу повітря, встановлену над нею камеру з рухомим пуансоном і штуцером для підводу повітря, блок регулювання тиску повітря, що містить перший пневморозподільник, вхід якого призначений для підключення до джерела стисненого повітря, а вихід під'єднаний до штуцера для підводу повітря, який відрізняється тим, що привід пуансона...
Спосіб формування зносостійкої поверхні металевих виробів
Номер патенту: 19146
Опубліковано: 15.12.2006
Автори: Клімова Олена Петрівна, Гончаров Віктор Григорович
МПК: B23H 9/00
Мітки: спосіб, виробів, зносостійкої, формування, металевих, поверхні
Формула / Реферат:
1. Спосіб формування зносостійкої поверхні металевих виробів, заснований на дискретній електроіскровій обробці зовнішньої поверхні виробу шляхом нанесення на неї покриття у вигляді розташованих на відстані між собою пагорбків або валиків з легуючих матеріалів, розташованих на визначеній глибині в матриці виробу зутворенням зміцнених зон, і наступній механічній обробці виробу шліфуванням, який відрізняється тим, що визначають висоту...
Попередній патент: Багатодвигунний електропривід з люфтами та пружно з`єднаними розподіленими механічними параметрами
Наступний патент: Органо-мінеральне добриво
Випадковий патент: Пристрій для захисту двигуна внутрішнього згоряння