Спосіб виробництва деталей з чавуну для багерних насосів
Номер патенту: 4231
Опубліковано: 17.01.2005
Автори: Штихно Алла Петрівна, Троїцька Тетяна Олександрівна, Алімов Валерій Іванович
Формула / Реферат
Спосіб виробництва деталей з чавуну для багерних насосів, який включає відливку, пом'якшуючу термообробку, чорнове точіння, зміцнюючу термообробку і чистове точіння, який відрізняється тим, що додатково здійснюють чорнове точіння після зміцнюючої термообробки при співвідношенні товщин зрізуваних шарів до і після зміцнюючої термообробки, що дорівнює 3-5:1, а охолодження при зміцнюючій термообробці проводять від підсолідусних температур до 650-700°С зі швидкістю 250-350 град./г, а в інтервалі від 650-700°С до 250-300°С зі швидкістю 75-100 град./г.
Текст
Спосіб виробництва деталей з чавуну для багерних насосів, який включає відливку, пом'як водять від підсолідусних температур до 650-700"С зі швидкістю 250-350 град /г, а в інтервалі від 650700°С до 250-300°С зі швидкістю 75-100 град /г Корисна модель на спосіб відноситься до галузі металургії та машинобудування і може бути використана при виробництві великогабаритних виробів з чавуну масою до 1000 кг, переважно деталей багерних насосів із ви со кохром истого чавуну, які працюють в умовах корозійнокавітаційного і стираючого впливу рідкого середовища, що перекачується, типа золошлакової пульпи теплових електростанцій Відомий спосіб виробництва деталей багерних насосів - робочих колес, захисних дисків та внутрішніх корпусів з білого зносостійкого чавуну типа ИЧХ28Н2, який включає відливку деталей, пом'якшуючу термообробку для підвищення обробки різанням і точіння (Ас СССР №493514 кл C21D 5/04, C21D 1/32, опубл ЗО 11 75 ) Недоліком цього способу є низька твердість і низька експлуатаційна СТІЙКІСТЬ деталей багерних насосів - робочих колес, захисних дисків і внутрішніх корпусів, які передчасно виходять із строю через локальний корозійно-ерозійний знос, в результаті чого різко знижується виробництво насосів Передчасний знос наступає через зниження твердості деталей внаслідок того, що виконання операції пом'якшуючої термообробки, необхідної для забезпечення задовільної механічної обробки різанням, являється заключною Найбільш близьким аналогом до заявляемого способу по технічній суттєвості і досягаемому результату є спосіб виробництва литих деталей із чавуну ИЧХ28Н2 який включає відливку, пом'якшуючу термообробку (відпал), Чернове точіння, зміцнюючу термообробку (нормалізацію або загар тування) з нерегламентованим охолодженням на повітрі з наступним відпуском, чистове точіння (Чугун Справ, изд /Под ред АДШермана и ААЖукова - М Металлургия, 1991- 576 с С 386, табл 6 31 ) Ознаками звісного способу, загальними з суттєвими ознаками способу виробництва деталей з чавуну для багерних насосів, що заявляється є відливка, пом'якшуюча термообробка, Чернове точіння і зміцнююча термообробка і чистове точіння У відомому способі виробництва деталей з чавуну твердість чавуну після кінцевої обробки зростає до HRC 52-56 і його ЗНОСОСТІЙКІСТЬ підвищується Проте охолодження на повітрі при нормалізації (загартуванні) не регламентується, що не може забезпечити стабільну структуру і властивості через різноманітність деталей по габаритам, масі і умов укладки деталей в садку, крім того, виконання кінцевої термічної обробки після повністю проведеного чернового точіння приводить до змінення розмірів, які не контролюються, виправити які часто неможливо В основу пропонованої корисної моделі на спосіб поставлена задача створити такий спосіб виробництва деталей багерних насосів з чавуну в якому за рахунок отримання деталей із зміцненого чавуну з задовільною механічною оброблюваністю забезпечувалася б більш висока експлуатаційна СТІЙКІСТЬ багерних насосів при роботі в умовах корозійно-кавітаційного і стираючого впливу рідкого середовища, який перекачується, переважно золошлакової пульпи охолодження при ЗМІЦНЮЮЧІЙ термообробці про СО CM 4231 Спосіб виробництва деталей з чавуну для багерних насосів, який включає відливку, пом'якшуючу термообробку, чорнове точіння, зміцнюючу термообробку, чистове точіння, ВІДПОВІДНО до винаходу додатково здійснюють чорнове точіння після зміцнюючої термообробки при співвідношенні товщин зрізуваних шарів до і після зміцнюючої термообробки, що дорівює (3-5) 1, а охолодження при ЗМІЦНЮЮЧІЙ термообробці проводять від підсолідусних температур до 650-700°С зі швидкістю 250-350 град/г, а в інтервалі від 650-700°С до 250300°С зі швидкістю 75-100 град/г Внаслідок розділення операцій чернового точіння на два етапи, які виконуються до і після зміцнюючої термообробки при відношенні товщин зрізаємих шарів рівним (3-5) 1, досягається задовільна механічна обробка деталей багерних насосів з чавуну через низьку твердість після пом'якшуючої термообробки (HRC 40-45) перед зміцнюючою обробкою і більш висока експлуатаційна СТІЙКІСТЬ деталей насосів та насосів в цілому через високу твердість після зміцнюючої термообробки Відношення товщин обумовлено тим, що після зміцнюючої термічної обробки можливо утворення зневуглецевого шару металу товщиною 1-1 5 мм, який необхідно зрізати з поверхні готових деталей, тому що він сприяє зниженню експлуатаційної СТІЙКОСТІ внаслідок падіння твердості поверхневого шару Цей шар як раз і складає 1/3-1/5 частину загальної товщини, яку припускають під механічну обробку Регламентація швидкості охолодження при зміцнюючій термообробці в межах 250-3 50град/гв інтервалі від підсолідусних температур до 650-700°С і в межах 75-100град/г в інтервалі від 650-700°С до 250-300'С забезпечує одержання в масивних садках деталей структури яка складається з первинних, евтектичних і вторинних карбідів типа М7С3, МгзСє в бейніто-мартенситній основі з залишковим аустенітом з твердістю HRC 52-56 в той же час виключається тріщиноутворення на дороговартих і дефіцитних деталях багерних насосів з чавуну При швидкості охолодження менш 250град/г в інтервалі від підсолідусних температур до 650700°С в ПОМІТНІЙ мірі відбувається розпад аустеніта в результаті чого твердість знижується Швидкість охолодження більш 350град/г в інтервалі від підсолідусних температур до 650700°С практично неможливо реалізувати рівномірно на масивних садках, крім того зростає можливість тріщиноутворення При швидкості охолодження менш 75град/г в інтервалі від 650-700°С до 250-300°С виникає небезпечність пороутворення, крім того невиправдано знижується виробництво термічного Комп'ютерна верстка М Клюкін обладнання При швидкості охолодження більш 100 град/г в інтервалі від 650-700°С до 250-ЗОСГС зростає рівень внутрішніх напружень при складанні яких з робочими може відбуватися передчасне зруйнування деталей з чавуну Приклад Для практичної реалізації способу виготовлення деталей з чавуну для багерних насосів виплавили чавун марки ИЧХ28Н2 з вмістом, мас % 2,63 С, 1,14 Мп, 1 05 Si, 26,2 Сг, 1,09 Ni, 0,023 Р, 0,034 S Пом'якшуючу термообробку (відпал) литих деталей-стержнів виконували по режиму нагрів по потужності печі до 730-750"С зі швидкістю 6080град/г, витримка 9 г охолодження з піччю до 150-200°С J далі на повітрі Твердість деталей після відпалу складала HRC 40-45 Далі проводили перший етап чорнової механічної обробки (чернового точіння) При загальному припуску 3-5 мм на першому етапі зрізали шар товщиною 2-4 мм, так що відношення товщини цього шару до товщини шару, який залишився невилученим при черновому ТОЧІННІ відповідало (3-5) 1 Після цього виконували зміцнюючи термообробки по режиму ступінчастий нагрів в печі до підсолідусної температури 1050-1100°С, витримка 2 г охолодження до 660°С з середньою швидкістю 280 град/г і далі до 270"С - з середньою швидкістю 95 град/г Вказані швидкості регламентували шляхом використання спеціальних накладок і вентилятора Твердість деталей-стержнів після зміцнення складала HRC 54-56 Другий етап чорнової механічної обробки (чорнове точіння) проводили на глибину 0,7-0,9 мм Відношення шарів металу, який зрізали до і після зміцнюючої термообробки склало (3-5) 1 Кінцево проводили чистову механічну обробку (чистове точіння) на глибину 0,2-0,5 мм ВІДПОВІДНО 3 завданими розмірами Деталі-стержні, які оброблені по заявляемому способу, випробували в умовах впливу золошлакової пульпи Зношення деталей-стержнів до руйнування поверхні склало біля 0,011 мм/г Зношення деталей-стержнів, які виробили по звісному способу, при роботі в аналогічних умовах склало біля 0,023 мм/г Таким чином заявляємий спосіб виробництва деталей з чавуну для багерних насосів забезпечує у 2 рази вищу експлуатаційну СТІЙКІСТЬ у порівнянні з існуючим способом при роботі в умовах корозійно-кавітаційного і стираючого впливу рідкого середовища, яке перекачується, переважно золошлакової пульпи Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for manufacturing pieces of cast-iron for dredger pumps
Автори англійськоюAlimov Valerii Ivanovych, Shtykhno Alla Petrivna
Назва патенту російськоюСпособ производства деталей из чугуна для багерных насосов
Автори російськоюАлимов Валерий Иванович, Штыхно Алла Петровна
МПК / Мітки
МПК: C21D 5/00
Мітки: спосіб, багерних, насосів, чавуну, деталей, виробництва
Код посилання
<a href="https://ua.patents.su/2-4231-sposib-virobnictva-detalejj-z-chavunu-dlya-bagernikh-nasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва деталей з чавуну для багерних насосів</a>
Спосіб виробництва чавуну
Номер патенту: 57656
Опубліковано: 16.06.2003
Автори: Літвінов Сергій Миколайович, Бовін Олександр Юрійович, Міненко Сергій Володимирович, Гриценко Олександр Олександрович
МПК: C21B 5/00
Мітки: чавуну, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва чавуну із використанням шихти, до складу якої входять кокс, флюс та сировина з вмістом заліза - червоний залізняк (руда з вмістом окису заліза (III) – Fе2О3) або продукт її збагачення - так звані котуни, який відрізняється тим, що до складу шихти входять брикети, які мають вміст заліза не менш 40 %, переважно у вигляді окису заліза (II) - FeO.
Спосіб термічної обробки високолегованого чавуну
Номер патенту: 59272
Опубліковано: 15.08.2003
Автори: Куцова Валентина Зиновіївна, Ковзель Максим Анатолійович, Куцов Андрій Юрійович, Мамченко Ганна Валеріївна
МПК: C21D 5/00
Мітки: термічної, обробки, чавуну, високолегованого, спосіб
Формула / Реферат:
Спосіб термічної обробки високолегованого чавуну, що включає аустенітизацію й охолодження, який відрізняється тим, що проводять аустенітизацію при температурі 950-1050°С і додатково ізотермічну витримку при температурі 300-350°С перед охолодженням, при цьому охолодження проводять у воді після ізотермічної витримки.
Спосіб виробництва дроту з чавуну з графітом
Номер патенту: 63770
Опубліковано: 15.01.2004
Автори: Штихно Алла Петрівна, Алімов Валерій Іванович, Туков Володимир Анатолійович, Алімова Світлана Валеріївна, Морозов Ігор Володимирович
МПК: B23K 35/40
Мітки: графітом, чавуну, дроту, спосіб, виробництва
Формула / Реферат:
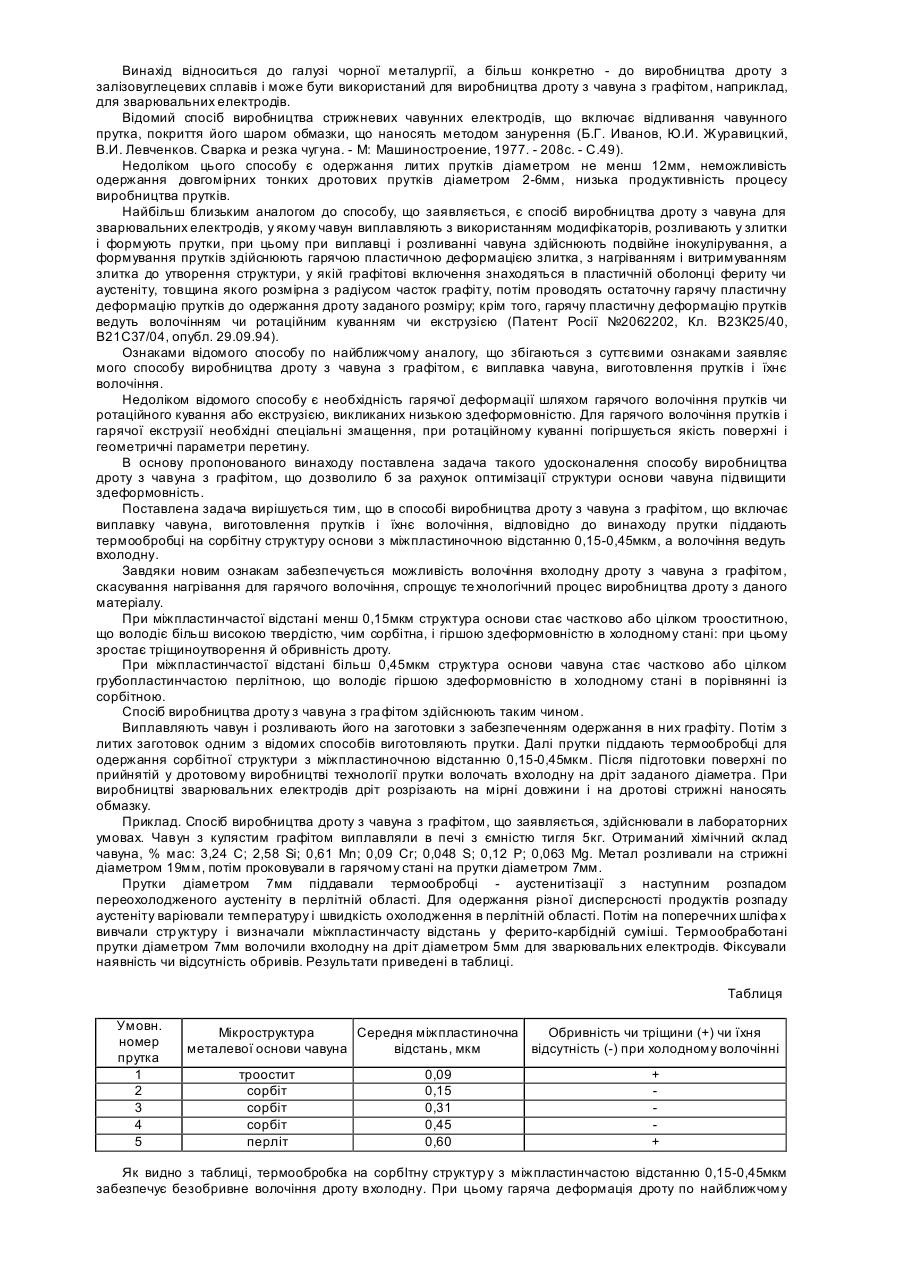
Спосіб виробництва дроту з чавуну з графітом, що включає виплавку чавуну, виготовлення прутків і їх волочіння, який відрізняється тим, що прутки піддають термообробці на сорбітну структуру основи з міжпластинчастою відстанню 0,15-0,45 мкм, а волочіння ведуть вхолодну.
Спосіб виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну
Номер патенту: 47487
Опубліковано: 15.07.2002
Автори: Рот Жан-Люк, ДЕН'Є Гі, КРЕМЕР Андре
МПК: C21C 5/52, C21C 7/072
Мітки: переробного, сталі, виробництва, печі, заливанні, електричний, чавуну, спосіб, розплавленого, неї
Формула / Реферат:
1. Спосіб виробництва сталі в електричній печі, у якому в електричну піч завантажують деяку кількість скрапу, що розплавляється в печі під дією електричної дуги, потім після того, як частина скрапу розплавиться, у піч заливають певну кількість розплавленого переробного чавуну і після заливання у піч відповідної кількості переробного чавуну до неї починають вдувати рафінувальний газ, який вдувають у піч доти, доки концентрація вуглецю і/або...
Доменна піч для виробництва чавуну і спосіб експлуатації такої доменної печі
Номер патенту: 51839
Опубліковано: 16.12.2002
Автор: ВАН ЛААР Якобус
Мітки: спосіб, печі, виробництва, піч, чавуну, такої, доменної, доменна, експлуатації
Формула / Реферат:
1. Доменна піч для виробництва чавуну, яка щонайменше в області горна містить обшивку зі сталевого листа (2), всередині якої виконана щонайменше одношарова кладка з вогнетривкої цегли (15, 16, 17), при цьому обшивка зі сталевого листа (2) сполучена з шаром (шарами) цегли за допомогою швів із заповненням будівельним розчином (5) і/або швів із заповненням набивною вогнетривкою масою з утворенням когезійної структури, яка відрізняється тим, що...
Попередній патент: Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей
Наступний патент: Металорізальний верстат
Випадковий патент: Охолоджуючий термоелемент